装片装置及自动装片设备
本申请属于剂量盒制造,尤其涉及一种装片装置及自动装片设备。
背景技术:
1、热释光剂量计是利用热致发光原理记录累积辐射剂量的一种器件。热释光剂量计将接收照射的剂量元件加热,并用光电倍增管测量热释光输出,即可读出辐射剂量值。因其衰减少、佩戴方便,广泛应用于各种辐射工作领域。
2、为了解决人工装配热释光剂量片工作效率较低、人力成本大的问题,一些现有技术采用取片机构自动取热释光剂量片,并将其装入剂量盒中,取片机构的移动较为复杂,难以在热释光剂量片和剂量盒之间实现精确的定位,控制难度较高。并且,取片机构每进行一次复杂的移动过程只能装配一个热释光剂量片,装配效率较低。
技术实现思路
1、本申请实施例提供了一种装片装置及自动装片设备,以提高装配效率和装配精度。
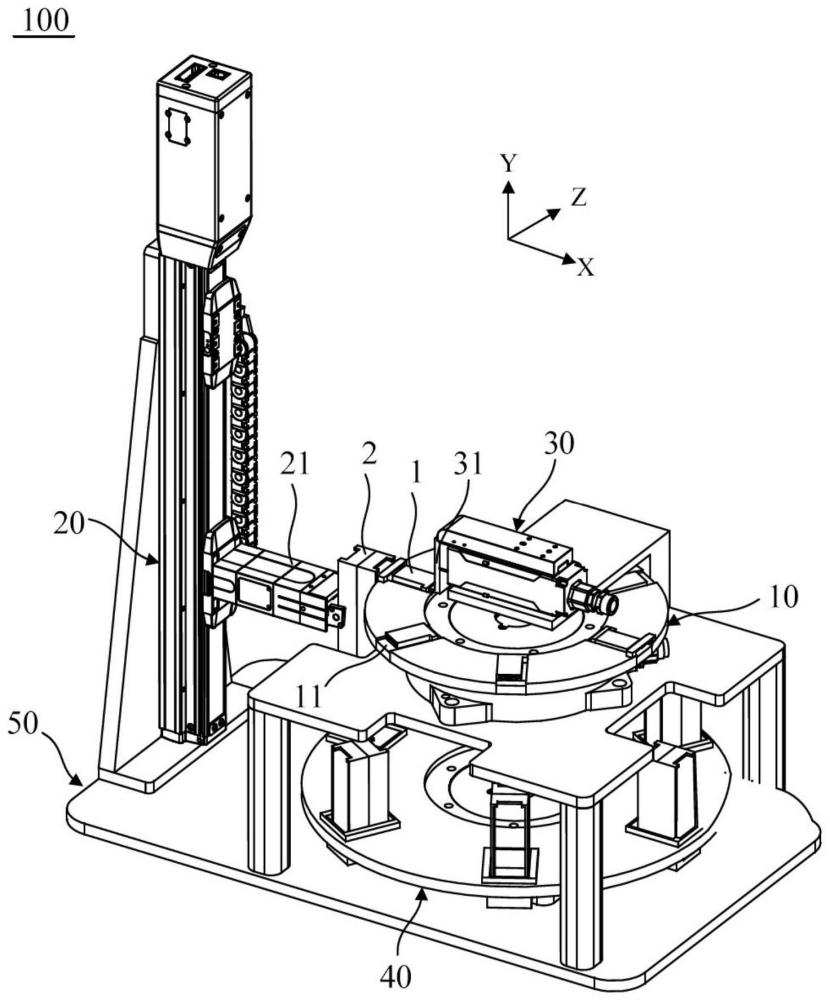
2、根据本申请的第一方面,本申请提供一种装片装置,其包括:第一供料模组,设有多个容纳槽,第一供料模组被配置为将多个容纳槽逐一地移动至预设装配工位,各容纳槽沿其延伸方向相对的两端均敞开,各容纳槽处于预设装配工位的延伸方向平行于第一方向;第一移动模组,具有沿第二方向可活动设置的夹持机构,夹持机构位于处在预设装配工位的容纳槽沿第一方向的一侧,第一方向和第二方向相交;以及第二移动模组,具有沿第一方向可活动设置的推动件,推动件的至少部分区段从处于预设装配工位的容纳槽沿第一方向的另一侧进出处于预设装配工位的容纳槽。
3、可选地,处于预设装配工位的容纳槽的垂直于第三方向的平分面和夹持机构的垂直于第三方向的平分面相重合,第一方向、第二方向和第三方向两两垂直。
4、可选地,装片装置还包括:第二供料模组,设有多个容纳腔,第二供料模组被配置为将多个容纳腔逐一地移动至预设供料工位,其中,夹持机构被配置为在处于预设供料工位的容纳腔中夹取或取放物料。
5、可选地,第二供料模组包括可转动设置的第二供料部,第二供料部的轴向平行于第二方向,多个容纳腔设于第二供料部,并沿第二供料部的周向间隔分布。
6、可选地,第二供料模组还包括第二支撑台和可转动地支撑于第二支撑台上的第二转台,第二转台的轴向平行于第二方向,第二供料部固定连接在第二转台的周侧。
7、可选地,容纳腔的内部设有导向部,导向部由容纳腔的开口的至少部分周缘朝容纳腔的轴向内部向容纳腔的径向内侧倾斜延伸。
8、可选地,装片装置还包括:装片作业平台,具有沿第二方向间隔布设的第一层作业平台和第二层作业平台,第一供料模组和第二移动模组设于第一层作业平台,第二移动模组悬架于第一供料模组沿第二方向的一侧,第二供料模组和第一移动模组均设于第二层作业平台。
9、可选地,第一供料模组包括可转动设置的第一供料部,第一供料部的轴向平行于第二方向,多个容纳槽设于第一供料部,并沿第一供料部的周向间隔分布,各容纳槽均沿第一供料部的径向延伸。
10、可选地,第一供料模组还包括第一支撑台和可转动地支撑于第一支撑台的第一转台,第二转台的轴向平行于第二方向,第一供料部固定连接在第一转台的周侧。
11、可选地,第一移动模组悬架于第一供料模组沿第二方向的一侧,推动件的至少部分区段从处于预设装配工位的容纳槽的径向内侧进出处于预设装配工位的容纳槽。
12、可选地,夹持机构包括沿第三方向相对设置的第一夹持件和第二夹持件,第一方向、第二方向和第三方向两两垂直,第一夹持件和第二夹持件被配置为沿第三方向相向运动和/或沿第三方向相背离运动,以使得第一夹持件和第二夹持件之间的距离可调。
13、可选地,各容纳槽在其延伸方向的一端形成物料推出端,处于预设装配工位的容纳槽的物料推出端沿第一方向与夹持机构相对设置,各容纳槽的物料推出端沿第二方向的一侧均悬设有限位结构,限位结构与物料推出端围成封闭空间。
14、根据本申请的第二方面,本申请还提供一种自动装片设备,其包括第一上料装置、第二上料装置、以及上述任一方案涉及的装片装置,其中,第一上料装置被配置为将第一物料放入装片装置的容纳槽,第二上料装置被配置为将第二物料送至装片装置,装片装置被配置为通过夹持机构夹持第二物料、并将容纳槽内的第一物料推入由夹持机构夹持的第二物料。
15、本申请实施例提供的装片装置包括第一供料模组、第一移动模组和第二移动模组。第一供料模组设有多个容纳槽,容纳槽可用于容纳片状的第一物料。第一供料模组能够将多个容纳槽逐一地移动至预设装配工位,相当于可以在第一供料模组中暂存多个待装配的第一物料,节省了第一物料的取料时间。第一移动模组具有沿第二方向可动的夹持机构,夹持机构位于处在预设装配工位的容纳槽沿第一方向的一侧,夹持机构能够夹持具有容置空间的第二物料。第二移动模组具有沿第一方向可动的推动件,推动件能够从处在预设装配工位的容纳槽的另一侧进出该容纳槽,从而沿第一方向将该容纳槽内的第一物料推入由夹持机构夹持的第二物料中,实现了第一物料和第二物料的自动装配。第一供料模组进而可将下一个容纳有第一物料的容纳槽移动至预设装配工位,通过夹持机构沿第二方向的活动可调节第二物料的空间层位置,从而再次通过推动件将下一容纳槽内的第一物料推入第二物料的相应空间层。由于第一供料模组能够暂存多个第一物料,且推动件和夹持机构均只需要分别沿第一方向和第二方向进行单一方向的运动,即可相继装配多个第一物料,在很大程度上提高了装配效率。
16、并且,由于夹持机构位于处在预设装配工位的容纳槽沿第一方向的一侧,相当于处在容纳槽内的第一物料和由夹持机构夹持的第二物料预先实现了一个方向上的定位,因此,推动件和夹持机构只需要分别沿三维空间中另外两个方向运动即可将第一物料准确地装入第二物料,推动件和夹持机构的运动方向单一化,减小了误差,提高了装配精度,同时也相应地降低了第一移动模组和第二移动模组的控制难度。
技术特征:
1.一种装片装置,其特征在于,包括:
2.根据权利要求1所述的装片装置,其特征在于,
3.根据权利要求1所述的装片装置,其特征在于,还包括:
4.根据权利要求3所述的装片装置,其特征在于,
5.根据权利要求4所述的装片装置,其特征在于,
6.根据权利要求3所述的装片装置,其特征在于,
7.根据权利要求3所述的装片装置,其特征在于,还包括:
8.根据权利要求1所述的装片装置,其特征在于,
9.根据权利要求8所述的装片装置,其特征在于,
10.根据权利要求8所述的装片装置,其特征在于,
11.根据权利要求1所述的装片装置,其特征在于,
12.根据权利要求1所述的装片装置,其特征在于,
13.一种自动装片设备,其特征在于,包括第一上料装置、第二上料装置、以及根据权利要求1-12任一项所述的装片装置,
技术总结
本申请公开了一种装片装置及自动装片设备。装片装置包括:第一供料模组,设有多个容纳槽,第一供料模组被配置为将多个容纳槽逐一地移动至预设装配工位,各容纳槽沿其延伸方向相对的两端均敞开,各容纳槽处于预设装配工位的延伸方向平行于第一方向;第一移动模组,具有沿第二方向可活动设置的夹持机构,夹持机构位于处在预设装配工位的容纳槽沿第一方向的一侧,第一方向和第二方向相交;以及第二移动模组,具有沿第一方向可活动设置的推动件,推动件的至少部分区段从处于预设装配工位的容纳槽沿第一方向的另一侧进出处于预设装配工位的容纳槽。本申请提供的装片装置能够储存部分物料,提高装片效率和装配精度。
技术研发人员:陈志强,崔锦,谭杨,郑磊,李红涛,张爱刚,刘春辉
受保护的技术使用者:清华大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!