一种薄壁件蠕变时效成形的打袋方法与流程
本申请涉及大型结构件成形,特别是涉及一种薄壁件蠕变时效成形的打袋方法。
背景技术:
1、航空航天制造业是我国急待发展和最具引领性的战略产业,大型结构件的制造是空天运载器制造能力跨越式发展的关键,以复杂薄壁件(高筋壁板类、复杂双曲类及回转体类)为代表的大型构件是空天运载器的重要组成部分,占箭体/机体结构的80%以上。
2、蠕变时效成型有两种方式,一是机械加载,通过机械压板或卡板使零件产生变形,但压紧力不易调节,过大过小都不利于成形精度,模具补偿调整较困难,适用成形结构和形状简单的零件,对于大型零件工装复杂,操作难度大,且工装造价昂贵;第二种是真空压力加载,通过前期打袋密封抽真空的方式来使其变形,可提供给零件足够的压紧力,利于精确成形,适合具有复杂外形和结构的整体壁板的零件成形。然而目前真空压力加载的方式存在密封效果不良导致成功率低的问题。
3、因此,如何提高产品在蠕变时效过程中的密封效果,以提高成型成功率是本领域技术人员所需要解决的问题。
技术实现思路
1、本申请的目的是提供一种薄壁件蠕变时效成形的打袋方法,用于解决目前真空压力加载的方式存在密封效果不良导致成功率低的问题。
2、为解决上述技术问题,本申请提供一种薄壁件蠕变时效成形的打袋方法,包括:
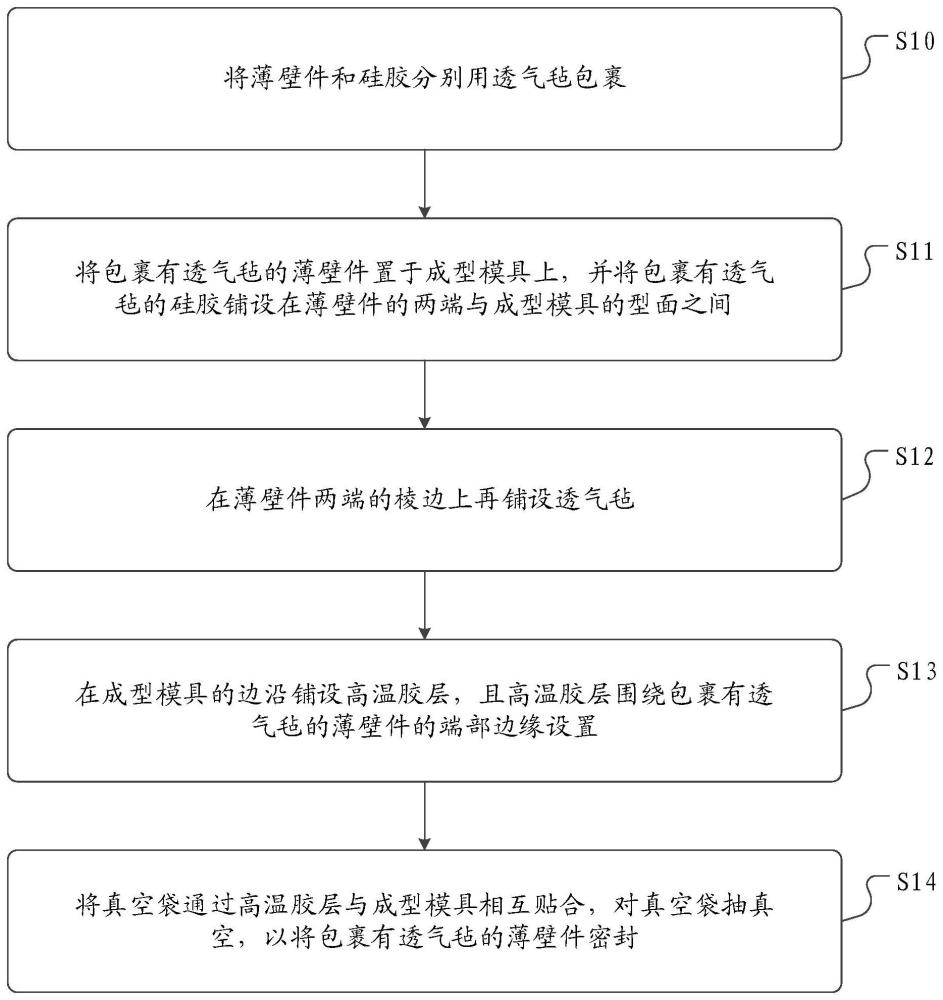
3、将薄壁件和硅胶分别用透气毡包裹;
4、将包裹有透气毡的所述薄壁件置于成型模具上,并将包裹有透气毡的所述硅胶铺设在所述薄壁件的两端与所述成型模具的型面之间;
5、在所述薄壁件两端的棱边上再铺设透气毡;
6、在所述成型模具的边沿铺设高温胶层,且所述高温胶层围绕包裹有透气毡的所述薄壁件的端部边缘设置;
7、将真空袋通过所述高温胶层与所述成型模具相互贴合,对所述真空袋抽真空,以将包裹有透气毡的所述薄壁件密封。
8、可选的,所述高温胶层为单层,且所述高温胶层包括两路高温胶层。
9、可选的,所述将薄壁件和硅胶分别用透气毡包裹,包括:
10、将所述薄壁件和所述硅胶分别用透气毡包裹,并用耐高温胶带粘贴固定。
11、可选的,所述耐高温胶带为亚敏胶带。
12、可选的,对所述真空袋抽真空之前,还包括:
13、所述真空袋在所述薄壁件的变形量较大部位设有预留空间。
14、可选的,对所述真空袋抽真空之前,还包括:
15、在所述真空袋上沿所述成型模具的四周边沿设置褶子。
16、可选的,在所述真空袋上沿所述成型模具的四周边沿设置褶子之后,还包括:利用高温胶密封所述褶子的缝隙。
17、可选的,所述褶子沿所述成型模具的四周边沿均匀分布。
18、可选的,所述将薄壁件和硅胶分别用透气毡包裹之前,还包括:
19、清洗所述薄壁件和所述成型模具表面的杂质。
20、可选的,对所述真空袋抽真空之前,还包括:
21、使用无棱角压板将所述真空袋与所述高温胶层之间的气泡赶出,并将所述真空袋与所述高温胶层压实。
22、本申请所提供的一种薄壁件蠕变时效成形的打袋方法,包括:将薄壁件和硅胶分别用透气毡包裹;将包裹有透气毡的所述薄壁件置于成型模具上,并将包裹有透气毡的硅胶铺设在薄壁件的两端与成型模具的型面之间;在薄壁件两端的棱边上再铺设透气毡;在成型模具的边沿铺设高温胶层,且高温胶层围绕包裹有透气毡的薄壁件的端部边缘设置;将真空袋通过高温胶层与成型模具相互贴合,对真空袋抽真空,以将包裹有透气毡的薄壁件密封。将硅胶和薄壁件包裹透气毡,防止损伤真空袋,有效降低打袋失败率;薄壁件置于成型模具上后,在薄壁件两端的棱边处再铺设透气毡,防止棱边将真空袋顶破,进一步降低打袋失败率;基于此,提高了蠕变时效过程中的密封效果,有利于提高成型成功率。
23、高温胶层采用单层两路的铺设方式,提高蠕变时效前打袋密封过程中密封性的同时,有效降低辅材的使用成本。
24、真空袋在薄壁件变形量较大的部位留出一定的真空袋余量,防止抽真空过程中真空袋被拉裂。
25、在真空袋上褶子的缝隙处再贴高温胶,防止抽真空过程中褶子被拉开或有间隙导致真空丢失。
26、真空袋和成型模具通过高温胶层粘合后,用无棱角压板将其中的空气泡挤出并压实,能有效提高其紧密性、提高工作效率和防止真空袋被拉开失效。
技术特征:
1.一种薄壁件蠕变时效成形的打袋方法,其特征在于,包括:
2.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,所述高温胶层为单层,且所述高温胶层包括两路高温胶层。
3.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,所述将薄壁件和硅胶分别用透气毡包裹,包括:
4.根据权利要求3所述的薄壁件蠕变时效成形的打袋方法,其特征在于,所述耐高温胶带为亚敏胶带。
5.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,对所述真空袋抽真空之前,还包括:
6.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,对所述真空袋抽真空之前,还包括:
7.根据权利要求6所述的薄壁件蠕变时效成形的打袋方法,其特征在于,在所述真空袋上沿所述成型模具的四周边沿设置褶子之后,还包括:利用高温胶密封所述褶子的缝隙。
8.根据权利要求6所述的薄壁件蠕变时效成形的打袋方法,其特征在于,所述褶子沿所述成型模具的四周边沿均匀分布。
9.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,所述将薄壁件和硅胶分别用透气毡包裹之前,还包括:
10.根据权利要求1所述的薄壁件蠕变时效成形的打袋方法,其特征在于,对所述真空袋抽真空之前,还包括:
技术总结
本申请公开了一种薄壁件蠕变时效成形的打袋方法,涉及大型结构件成形技术领域,包括:将薄壁件和硅胶分别用透气毡包裹;将包裹有透气毡的薄壁件置于成型模具上,并将包裹有透气毡的硅胶铺设在薄壁件的两端与成型模具的型面之间;在薄壁件两端的棱边上再铺设透气毡;在成型模具的边沿铺设高温胶层,且高温胶层围绕包裹有透气毡的薄壁件的端部边缘设置;将真空袋通过高温胶层与成型模具相互贴合,对真空袋抽真空,以将包裹有透气毡的薄壁件密封。将硅胶和薄壁件包裹透气毡,薄壁件置于成型模具后,在薄壁件两端棱边处再铺设透气毡,防止损伤真空袋,提高蠕变时效过程中的密封效果,有利于提高成型成功率。
技术研发人员:邓永涛,彭炯明,李玳权,刘强,陈泽,王锦文,康义祥,李晖晖
受保护的技术使用者:湖南中创空天新材料股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!