一种内衬层生产线卷取装置的制作方法
本发明涉及轮胎生产设备,尤其涉及一种内衬层生产线卷取装置。
背景技术:
1、半钢子午胎是胎体帘线按子午线方向排列,有帘线周向排列或接近周向排列的缓冲层紧紧箍在胎体上的一种新型轮胎。它由胎面、胎体、胎侧、缓冲层(或带束层)、胎圈、内衬层(或气密层)六个主要部分组成。
2、随着轮胎生产工艺的发展,在生产内衬层时需要在内衬层正面或者背面粘贴胶片;为了简化生产工艺,在内衬层生产过程中只在内衬层上面粘贴胶片,而在卷取时采用正向卷取或反向卷取实现胶片位置变化,需要添加多组工位和人力进行配合使用,导致整体生产线长度增加,同时增加轮胎生产成本;传统在对轮胎内衬层和垫布层进行贴胶加工期间,缺乏对内衬层和垫布层之间的位置纠偏在线监管,导致原料更换后存在组装差异、原料薄厚差异等问题导致的卷取偏差,促使卷取的部分垫布层或内衬层存在错位。
3、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种内衬层生产线卷取装置,去解决在生产内衬层时需要在内衬买正面或者背面粘贴胶片;为了简化生产工艺,在内衬层生产过程中只在内衬层上面粘贴胶片,而在卷取时采用正向卷取或反向卷取实现胶片位置变化,需要添加多组工位和人力进行配合使用,导致整体生产线长度增加,同时增加轮胎生产成本;传统在对轮胎内衬层和垫布层进行贴胶加工期间,缺乏对内衬层和垫布层之间的位置纠偏在线监管,导致原料更换后存在组装差异、原料薄厚差异等问题导致的卷取偏差,促使卷取的部分垫布层或内衬层存在错位的问题。
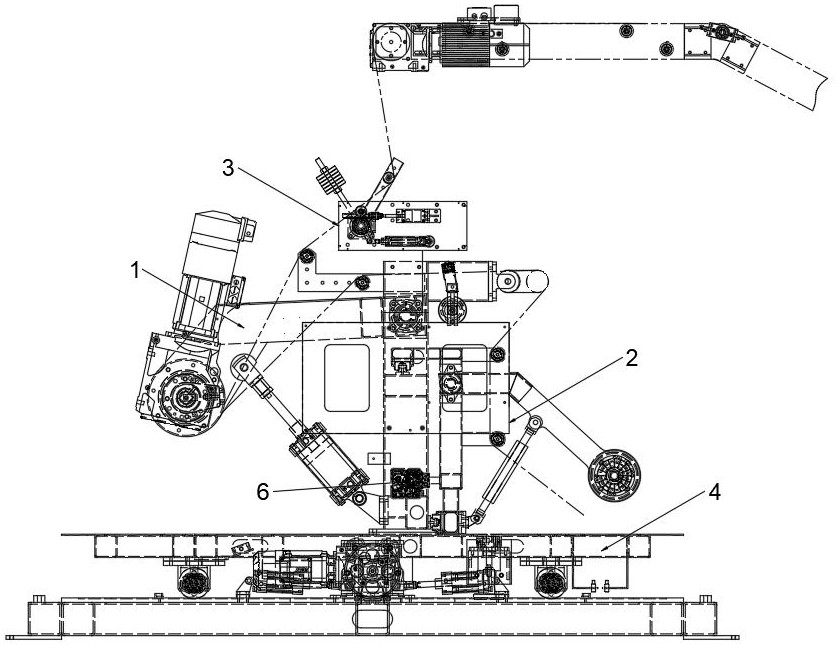
2、本发明的目的可以通过以下技术方案实现:一种内衬层生产线卷取装置,包括工字轮抬升机构,所述工字轮抬升机构包括支撑立柱,所述支撑立柱一侧转动连接有卷取工字轮,所述支撑立柱另一侧设置有与支撑立柱套接的垫布纠偏机构,所述垫布纠偏机构包括支撑调节杆,所述支撑调节杆侧边转动连接有纠偏传动架,所述纠偏传动架内部并排安装有纠偏轮一和纠偏轮二,且纠偏轮一和纠偏轮二端面均设置有纠偏升降气缸,所述支撑立柱底部端面设置有控制面板;
3、所述支撑立柱顶部套接安装有内衬层张紧机构,所述内衬层张紧机构包括卡座,所述卡座顶板设置有紧张调节气缸,且紧张调节气缸顶板侧边设置有贴胶机械臂,支撑立柱底部设置有卷取旋转机构,所述卷取旋转机构包括卷取旋转电机,所述卷取旋转电机输出端底部传动连接有驱动轮。
4、优选的,所述支撑立柱一侧底部转动连接有抬升气缸,所述支撑立柱一侧顶部转动连接有抬升支撑臂,所述抬升支撑臂一侧底部与抬升气缸套接,且抬升支撑臂一侧端面与卷取工字轮套接,所述抬升支撑臂一侧顶部设置有与卷取工字轮传动连接的卷取电机。
5、优选的,所述支撑调节杆底部设置有与支撑立柱套接的套环扣件,所述纠偏传动架顶部设置有与支撑调节杆转动套接的纠偏托举支架,所述纠偏托举支架底部设置有与支撑调节杆转动套接的纠偏抬升气缸,所述支撑调节杆靠近纠偏托举支架的一侧顶部和底部对称套接有垫布上料辊。
6、优选的,所述纠偏传动架内壁上设置有与纠偏轮一和纠偏轮二端面套接的纠偏升降气缸,所述纠偏升降气缸侧边设置有与纠偏传动架内壁卡接的多组微电机,且微电机输出端与纠偏轮一和纠偏轮二传动连接。
7、优选的,所述卡座靠近纠偏传动架一侧底部套接有垫布牵引辊,所述卡座靠近卷取工字轮的一侧设置有垫布导向辊,所述垫布导向辊上方设置有靠近卷取工字轮的内衬导向辊,所述紧张调节气缸顶部转动连接有调节臂,所述调节臂顶部设置有靠近贴胶机械臂的调节辊。
8、优选的,所述卷取旋转电机顶部设置有与支撑立柱套接的转动支架,所述转动支架顶部中心设置有与支撑立柱套接的旋转轴,所述转动支架底部边缘设置有多组走轮。
9、优选的,所述控制面板内部设置有处理器、数据采集模块、数据分析模块和信号执行模块;
10、数据采集模块用于采集内卷取装置上内衬层沿内衬导向辊上的向中偏移度q和位于垫布上料辊上输送的垫布层输送偏移度w,将向中偏移度q和输送偏移度w经处理器发送至数据分析模块,将装置卷取运行时间段中的一段时间设置为时间阈值;
11、数据分析模块在接收到向中偏移度q和输送偏移度w后,立即对装置的卷取品控率进行分析,具体分析过程如下:获取到时间阈值内内衬层的向中偏移度q和垫布层的输送偏移度w,经过公式获得卷取品控率xo,立即从处理器中调取录入存储的预设卷取品控率yo与卷取品控率xo进行比对分析;
12、若卷取品控率xo≥预设卷取品控率yo,则判定垫布上料辊上垫布层的输送位置与内衬导向辊上内衬层之间存在偏差,生成纠偏信号,并将纠偏信号发送至信号执行模块,信号执行模块在接收到纠偏信号后,立即控制纠偏升降气缸进行运作;
13、若卷取品控率xo<预设卷取品控率yo,则不生成任何信号。
14、本发明的有益效果:
15、1、本发明通过采集卷取装置上内衬层和垫布层同步收卷时存在的向中偏移度和输送偏移度,进而对卷取装置上内衬层和垫布层卷取前、卷取后,进行全过程的高效监管,经重定义、公式化分析,获取相关的控制信号,以控制相关的部件进行弥补式操作,降低受原料组装、原料薄厚或其他因素产生的卷取偏差问题,有效保障卷取装置上内衬层和垫布层的收卷品控率;
16、2、通过卷取旋转机构辅助工字轮抬升机构联动使用,进出便于根据卷取装置运作期间,根据内衬层和垫布层卷取需要进行调整卷取装置定向旋转,从而实现内衬层的正、反向卷取的切换,而不需要在内衬层生产线上独立设置一个正向卷取工位及一个反向卷取工位;可以在满足生产工艺的同时,省掉一个工位,既缩短了生产线长度,又能节约成本。
技术特征:
1.一种内衬层生产线卷取装置,包括工字轮抬升机构(1),其特征在于,所述工字轮抬升机构(1)包括支撑立柱(101),所述支撑立柱(101)一侧转动连接有卷取工字轮(105),所述支撑立柱(101)另一侧设置有与支撑立柱(101)套接的垫布纠偏机构(2),所述垫布纠偏机构(2)包括支撑调节杆(202),所述支撑调节杆(202)侧边转动连接有纠偏传动架(206),所述纠偏传动架(206)内部并排安装有纠偏轮一(210)和纠偏轮二(211),且纠偏轮一(210)和纠偏轮二(211)端面均设置有纠偏升降气缸(209),所述支撑立柱(101)底部端面设置有控制面板(6);
2.根据权利要求1所述的一种内衬层生产线卷取装置,其特征在于,所述支撑立柱(101)一侧底部转动连接有卷取抬升气缸(102),所述支撑立柱(101)一侧顶部转动连接有抬升支撑臂(103),所述抬升支撑臂(103)一侧底部与卷取抬升气缸(102)套接,且抬升支撑臂(103)一侧端面与卷取工字轮(105)套接,所述抬升支撑臂(103)一侧顶部设置有与卷取工字轮(105)传动连接的卷取电机(104)。
3.根据权利要求1所述的一种内衬层生产线卷取装置,其特征在于,所述支撑调节杆(202)底部设置有与支撑立柱(101)套接的套环扣件(201),所述纠偏传动架(206)顶部设置有与支撑调节杆(202)转动套接的纠偏托举支架(205),所述纠偏托举支架(205)底部设置有与支撑调节杆(202)转动套接的纠偏抬升气缸(207),所述支撑调节杆(202)靠近纠偏托举支架(205)的一侧顶部和底部对称套接有垫布上料辊(204)。
4.根据权利要求3所述的一种内衬层生产线卷取装置,其特征在于,所述纠偏传动架(206)内壁上设置有与纠偏轮一(210)和纠偏轮二(211)端面套接的纠偏升降气缸(209),所述纠偏升降气缸(209)侧边设置有与纠偏传动架(206)内壁卡接的多组微电机(208),且微电机(208)输出端与纠偏轮一(210)和纠偏轮二(211)传动连接。
5.根据权利要求1所述的一种内衬层生产线卷取装置,其特征在于,所述卡座(301)靠近纠偏传动架(206)一侧底部套接有垫布牵引辊(302),所述卡座(301)靠近卷取工字轮(105)的一侧设置有垫布导向辊(304),所述垫布导向辊(304)上方设置有靠近卷取工字轮(105)的内衬导向辊(305),所述紧张调节气缸(303)顶部转动连接有调节臂(306),所述调节臂(306)顶部设置有靠近贴胶机械臂(5)的调节辊(307)。
6.根据权利要求1所述的一种内衬层生产线卷取装置,其特征在于,所述卷取旋转电机(401)顶部设置有与支撑立柱(101)套接的转动支架(404),所述转动支架(404)顶部中心设置有与支撑立柱(101)套接的旋转轴(405),所述转动支架(404)底部边缘设置有多组走轮(403)。
7.根据权利要求1所述的一种内衬层生产线卷取装置,其特征在于,所述控制面板(6)内部设置有处理器、数据采集模块、数据分析模块和信号执行模块;
技术总结
本发明公开了一种内衬层生产线卷取装置,属于轮胎生产设备技术领域;本发明用于解决缺乏对内衬层和垫布层之间的位置纠偏在线监管,导致原料更换后存在组装差异、原料薄厚差异等问题导致的卷取偏差的技术问题;本发明包括工字轮抬升机构,工字轮抬升机构包括支撑立柱一侧转动连接有卷取工字轮;本发明既能通过采集卷取装置上内衬层和垫布层同步收卷时存在的向中偏移度和输送偏移度,进而对卷取装置上内衬层和垫布层卷取前、卷取后,进行全过程的高效监管,获取相关的控制信号,以控制相关的部件进行弥补式操作,降低受原料组装、原料薄厚或其他因素产生的卷取偏差问题,有效保障卷取装置上内衬层和垫布层的收卷品控率。
技术研发人员:冯爽,张钧奎,张晓辰
受保护的技术使用者:天津赛象科技股份有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!