一种自动化物料装卸车系统及方法与流程
本技术涉及物流系统,更具体地说,涉及一种自动化物料装卸车系统及方法。
背景技术:
1、随着物流自动化系统的迅速发展,传统的人工或叉车装卸方式已成为影响立库出入库作业效率与物流成本的瓶颈之一。如何更大程度加快仓库运转效率成为相关技术领域亟待解决的问题。
2、例如,现有技术中的立体仓库内的带托盘物料的出入库,普遍采用人工利用叉车从立库出料口或入库口叉取作业,完成带托盘物料的出库装车发货或入库,这种物料装卸车的方式主要存在的缺点在于:人力成本高,物料出入库效率低,需要人工进行叉车作业,人的劳动强度高,工人安全性得不到保障,并且难以自适应待装卸车的车辆型号、高度变化。
技术实现思路
1、本发明主要目的是提供一种自动化物料装卸车系统,旨在解决现有技术中的物料装卸车方式耗费过多人力劳动、作业效率低、安全性差、难以自适应待装卸车的车辆型号、高度变化的技术问题。
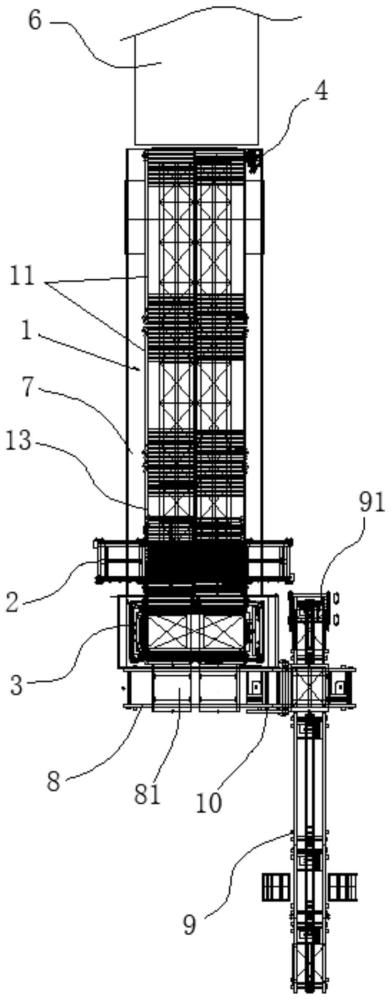
2、为实现上述目的,本发明采用的技术方案是:一种自动化物料装卸车系统,其中,包括:
3、自动物料装卸车机、对中机、物料升降机、视觉检测设备和物料输送系统;
4、所述自动物料装卸车机包括输送部件和升降驱动部件,所述输送部件的输送方向上的第一端用于对接待装车或卸车的车辆,所述升降驱动部件至少能够驱动所述输送部件的所述第一端升降;
5、所述视觉检测设备用于视觉识别所述待装车或卸车的车辆的信息,所述信息至少包括所述车辆的尺寸参数信息;
6、所述对中机设置在所述输送部件的输送方向上的第二端,且所述输送部件的所述第二端与所述物料升降机对接,所述物料升降机还与所述物料输送系统对接,所述物料输送系统通向物料仓库。
7、进一步地,所述输送部件包括第一辊子输送机和可活动支撑架,所述第一辊子输送机安装并且支撑在所述可活动支撑架上,所述升降驱动部件连接在所述可活动支撑架的下方,所述第一辊子输送机的输送方向上的第一端用于对接待装车或卸车的车辆,所述升降驱动部件能够驱动所述可活动支撑架升降以带动所述第一辊子输送机的输送方向上的第一端升降。
8、进一步地,所述输送部件包括第二辊子输送机,所述第二辊子输送机的输送方向上的第一端与所述第一辊子输送机的输送方向上的第二端对接,所述第二辊子输送机的输送方向上的第二端与所述物料升降机对接。
9、进一步地,所述第一辊子输送机和第二辊子输送机中的至少一个为多分区辊子输送机,所述多分区辊子输送机的输送方向上具有至少两组输送辊子组,所述多分区辊子输送机的输送方向上的各组所述输送辊子组分别通过独立的驱动装置驱动。
10、进一步地,所述多分区辊子输送机的垂直于其输送方向上具有至少两组输送辊子组,所述多分区辊子输送机的垂直于其输送方向上的各组所述输送辊子组分别通过独立的驱动装置驱动。
11、进一步地,所述物料输送系统包括多工位组合输送机、出入库输送线和扫描装置,所述多工位组合输送机的输送方向上的一端与所述物料升降机对接,所述多工位组合输送机的输送方向上的另一端与所述出入库输送线对接,所述扫描装置设置在所述多工位组合输送机处,所述出入库输送线通向所述物料仓库,所述物料输送系统还包括总控制单元,所述输送部件的控制端、所述视觉检测设备、所述多工位组合输送机的控制端、所述出入库输送线的控制端以及所述扫描装置均与所述总控制单元信号连接。
12、进一步地,所述自动化物料装卸车系统包括车辆限位缓冲件,所述车辆限位缓冲件设置在所述输送部件的输送方向上的第一端的面对待装车或卸车的车辆的一侧。
13、进一步地,所述自动化物料装卸车系统包括待装车或卸车的车辆,所述车辆内部具有车内物料输送设备,所述车内物料输送设备能够将所述车辆内部的带承托件物料输送至所述车辆外部或者将所述车辆外部的带承托件物料输送至所述车辆内部。
14、此外,本发明还提供一种自动化物料装卸车方法,基于上述的自动化物料装卸车系统实施,其中,所述自动化物料装卸车方法包括物料卸车入库方法和物料出库装车方法;
15、所述物料卸车入库方法包括步骤:
16、车辆抵达装卸车停车位,所述装卸车停车位在所述输送部件的输送方向上的第一端的一侧,其中,所述车辆内部具有车内物料输送设备;
17、获取所述车辆的信息,所述信息至少包括所述车辆的尺寸参数信息;
18、通过所述视觉检测设备复核所述车辆的信息,复核的所述车辆的信息至少包括所述车辆的尺寸参数信息;
19、基于所述车辆的尺寸参数信息,使所述升降驱动部件驱动所述输送部件的所述第一端升降至预定接料高度;
20、所述车内物料输送设备将所述车辆内的带承托件物料输送至所述输送部件的所述第一端,并且通过所述车内物料输送设备的输送和所述输送部件的输送使所述车辆内的带承托件物料全部抵达所述输送部件上;
21、带承托件物料通过所述输送部件的差速输送,逐一与相邻的带承托件物料拉开距离而被拆分输送至所述对中机的对中工位,所述对中机对处于所述对中工位的带承托件物料进行对中作业;
22、完成对中作业后的带承托件物料通过所述输送部件继续输送离开所述输送部件的输送方向上的第二端抵达所述物料升降机;
23、抵达所述物料升降机的带承托件物料通过所述物料升降机的升降作用处于所述出入库输送线的输送高度,并通过多工位组合输送机输送至所述出入库输送线,最后从所述出入库输送线进入仓库;
24、所述物料出库装车方法包括步骤:
25、车辆抵达装卸车停车位,所述装卸车停车位在所述输送部件的输送方向上的第一端的一侧,其中,所述车辆内部具有车内物料输送设备;
26、获取所述车辆的信息,所述信息至少包括所述车辆的尺寸参数信息;
27、通过所述视觉检测设备复核所述车辆的信息,复核的所述车辆的信息至少包括所述车辆的尺寸参数信息;
28、基于所述车辆的尺寸参数信息,使所述升降驱动部件驱动所述输送部件的所述第一端升降至预定送料高度;
29、仓库中的承托件物料被输送至出入库输送线,再从所述出入库输送线被输送至多工位组合输送机,然后从多工位组合输送机抵达物料升降机,抵达所述物料升降机的带承托件物料通过所述物料升降机的升降作用处于所述输送部件的输送高度;
30、带承托件物料抵达所述输送部件,经过所述对中机的对中工位,所述对中机对处于所述对中工位的带承托件物料进行对中作业;
31、完成对中作业后的带承托件物料通过所述输送部件继续输送至所述输送部件的所述第一端,并从所述输送部件的所述第一端被输送进入所述车辆,并且通过所述车内物料输送设备的输送和所述输送部件的输送使所述带承托件物料全部进入所述车辆。
32、进一步地,在所述物料卸车入库方法中,所述带承托件物料途经所述多工位组合输送机输送时还经历物料整形和扫描步骤;在所述物料出库装车方法中,所述带承托件物料途经所述多工位组合输送机输送时还经历物料整形和扫描步骤。
33、本技术提供的自动化物料装卸车系统的有益效果在于:
34、本发明实施例提供的自动化物料装卸车系统中,由于所述输送部件的输送方向上的第一端用于对接待装车或卸车的车辆,所述升降驱动部件至少能够驱动所述输送部件的所述第一端升降,所以可以通过升降驱动部件驱动输送部件的第一端升降来匹配对接待装车或卸车的车辆的装车高度或卸车高度,尤其是通过视觉检测设备获取到待装车或卸车的车辆的尺寸参数信息,可以基于车辆的尺寸参数信息使输送部件的所述第一端自适应升降到所需的车辆的装车高度或卸车高度,从而可以匹配多种车型(尤其是多种高度尺寸的车型),以及根据车辆的高度变化升降来自适应调整装卸车对接高度,整个自动化物料装卸车系统,最终通过自动物料装卸车机、对中机、物料升降机、视觉检测设备和物料输送系统,将出库装车发货和入库过程由人工改为自动,自动装卸车极大地提升了物料装卸车的作业效率,也不会产生人工现场作业带来的安全问题,提升了物料装卸车作业的安全性、可靠性。
- 还没有人留言评论。精彩留言会获得点赞!