一种新材料热压技术的电梯对重块及其制备方法与流程
本发明属于电梯用配件装置,具体地说,涉及一种新材料热压技术的电梯对重块及其制备方法。
背景技术:
1、曳引式电梯是使用最普遍的一种电梯,对重是曳引电梯不可缺少的部分,可以平衡轿厢重量和部分电梯负载重量,减少电机功率的损耗,对重块通常由铸铁制造,每台曳引电梯都需对重块,对重块的使用量是非常大的,传统的铸铁对重块需根据其结构设计铸模,铸模成本高。
2、常规的对重块是在电梯安装的时候,将电梯对重外框架组装好,随后逐个将配重块放入框架内,在安装完成后,需要在最顶部的对重上方焊接一个支脚,并在支脚上安装一个螺纹杆,通过螺纹杆将最上方的对重块顶住,避免在日常运行中,对重块不断地上下移动,进而脱槽。
3、但是为了便于安装,对重块的两端是略小于对重外框架的,尤其是现在的对重一般是两端呈凸字形的,此时在电梯移动的时候,对重块在对重外框架内会不断地上下进行略微的抖动,同时伴随异响进而将上方的螺纹杆顶松,存在其一定的不足。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的不足,提供一种可以克服上述问题或者至少部分地解决上述问题的电梯用配件装置。
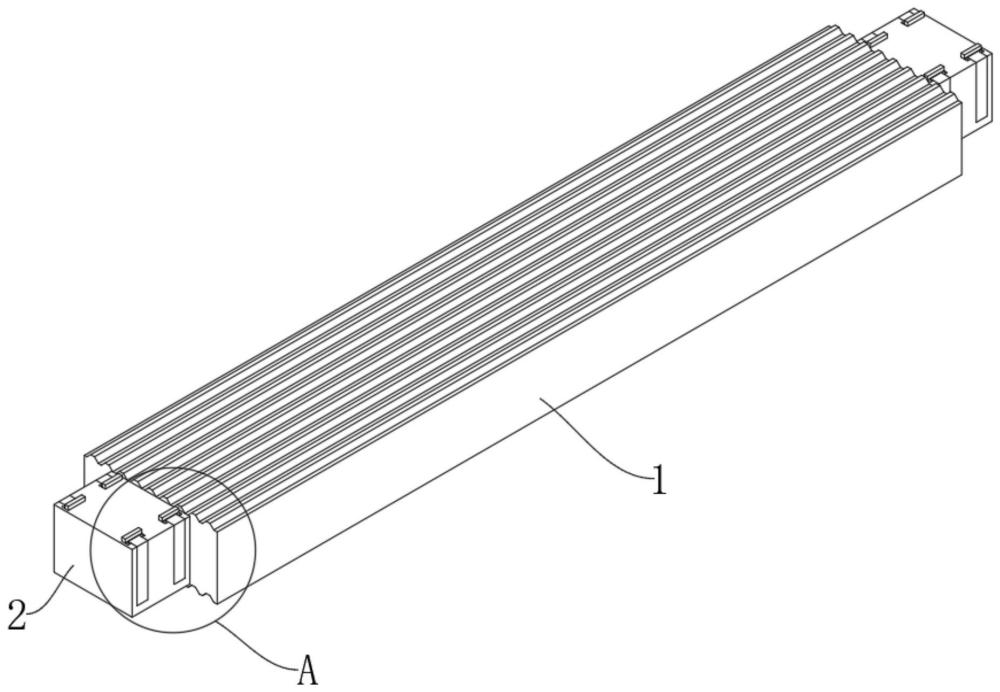
2、为解决上述技术问题,本发明采用技术方案的基本构思是:一种新材料热压技术的电梯对重块,包括对重块本体,还包括,
3、多组梯形凸起,固定连接在所述对重块本体上;
4、多组梯形内凹,设置在所述对重块本体底部,所述梯形凸起与梯形内凹位置相对;
5、两组侧边块,分别固定连接在所述对重块本体两侧,所述侧边块上设置有挤压稳固装置,用于对重块本体在安装后,增加与对重支架之间的摩擦。
6、为了便于在安装后,减少对重块两端与框架之间的间隙,进一步地,所述挤压稳固装置包括摩擦板、下压块,所述摩擦板的一面上设置有用于增加摩擦的摩擦纹,另一面设置有与下压块相匹配的弧面,所述侧边块上设置有多组凹槽,所述下压块和摩擦板均滑动连接在凹槽内,所述下压块的一端位于凹槽上方。
7、为了避免在日常运输的时候,凸出块被压住移动更进一步地,所述下压块的凸出端低于梯形凸起,且所述摩擦板设置有摩擦纹的一面位于侧边块内。
8、为了便于下压块的复位,再进一步地,所述凹槽内固定连接有弹簧件,所述弹簧件的另一端与下压块固定连接。
9、为了减少锈蚀的可能,进一步地,所述对重块本体表面喷涂有防锈漆。
10、为了便于对对重块本体的热压,更进一步地,还包括热压机,所述热压机上连接有上模具和下模具。
11、为了制成梯形凸起和梯形内凹,还进一步地,所述下模具内滑动连接有顶板,所述上模具和顶板上分别设置有梯形槽和梯形块,所述下模具内固定连接有液压缸,所述顶板固定连接在液压缸的伸缩端上。
12、一种新材料热压技术的电梯对重块的制备方法,用于制备一种新材料热压技术的电梯对重块,主要包括以下操作步骤:
13、步骤一、将热压机的模具清洁干净,避免之前的残留影响后续的热压,清洁完成后,喷涂脱模剂,并将搅拌均匀且消除气泡后的原料倒入下模具内;
14、步骤二、启动热压机,通过上模具与下模具的贴合,随后挤压并加入,通过热压的方式完成热压;
15、步骤三、将热压完成后的对重块取出,进行降温,并等待12小时,直至完全硬化,硬化后完成后喷涂防锈漆;
16、步骤四、在对重块本体两侧焊接上侧边块,并组装相应的配件
17、为了便于增加对重块本体的强度,进一步地,所述原料包括水泥60~70份、赤铁矿石160~200份、水泥添加剂3~5份、粘结剂5~10份、消泡剂5~8份、抗裂剂4~6份、减水剂3~5份、致密剂5~8份、硬化剂3~6份、膨胀协调剂1~3份、水20~50份,上述材料在添加消泡剂搅拌均匀后,便可投入下模具内。
18、为了减少气泡的生成,更进一步地,所述消泡剂为重量比为1:1:2的二甲基硅油、甲苯基硅油和环氧丙烷。
19、采用上述技术方案后,本发明与现有技术相比具有以下有益效果:本发明通过梯形凸起和梯形内凹的设置,能有效的增加对重块本体之间的摩擦力,减少电梯运行中上下抖动的可能,同时通过挤压稳固装置的设置,能减少对重块与对重外框之间的空隙,便于使用,同时通过新材料和热压工艺制成,强度高,成本低,便于生产。
技术特征:
1.一种新材料热压技术的电梯对重块,包括对重块本体(1),其特征在于,还包括,
2.根据权利要求1所述的一种新材料热压技术的电梯对重块,其特征在于,所述挤压稳固装置包括摩擦板(204)、下压块(202),所述摩擦板(204)的一面上设置有用于增加摩擦的摩擦纹,另一面设置有与下压块(202)相匹配的弧面,所述侧边块(2)上设置有多组凹槽(201),所述下压块(202)和摩擦板(204)均滑动连接在凹槽(201)内,所述下压块(202)的一端位于凹槽(201)上方。
3.根据权利要求2所述的一种新材料热压技术的电梯对重块,其特征在于,所述下压块(202)的凸出端低于梯形凸起(101),且所述摩擦板(204)设置有摩擦纹的一面位于侧边块(2)内。
4.根据权利要求2所述的一种新材料热压技术的电梯对重块,其特征在于,所述凹槽(201)内固定连接有弹簧件(203),所述弹簧件(203)的另一端与下压块(202)固定连接。
5.根据权利要求1所述的一种新材料热压技术的电梯对重块,其特征在于,所述对重块本体(1)表面喷涂有防锈漆。
6.根据权利要求5所述的一种新材料热压技术的电梯对重块,其特征在于,还包括热压机(3),所述热压机(3)上连接有上模具(301)和下模具(302)。
7.根据权利要求6所述的一种新材料热压技术的电梯对重块,其特征在于,所述下模具(302)内滑动连接有顶板(303),所述上模具(301)和顶板(303)上分别设置有梯形槽和梯形块,所述下模具(302)内固定连接有液压缸(304),所述顶板(303)固定连接在液压缸(304)的伸缩端上。
8.一种新材料热压技术的电梯对重块的制备方法,用于制备权力要求7所述的一种新材料热压技术的电梯对重块,其特征在于,主要包括以下操作步骤:
9.根据权利要求8所述的一种新材料热压技术的电梯对重块的制备方法,其特征在于,所述原料包括水泥60~70份、赤铁矿石160~200份、水泥添加剂3~5份、粘结剂5~10份、消泡剂5~8份、抗裂剂4~6份、减水剂3~5份、致密剂5~8份、硬化剂3~6份、膨胀协调剂1~3份、水20~50份,上述材料在添加消泡剂搅拌均匀后,便可投入下模具(302)内。
10.根据权利要求9所述的一种新材料热压技术的电梯对重块的制备方法,其特征在于,所述消泡剂为重量比为1:1:2的二甲基硅油、甲苯基硅油和环氧丙烷。
技术总结
本发明公开了一种新材料热压技术的电梯对重块及其制备方法,涉及电梯用配件装置领域。一种新材料热压技术的电梯对重块,包括对重块本体,还包括,多组梯形凸起,固定连接在所述对重块本体上;多组梯形内凹,设置在所述对重块本体底部,所述梯形凸起与梯形内凹位置相对;两组侧边块,分别固定连接在所述对重块本体两侧,所述侧边块上设置有挤压稳固装置,用于对重块本体在安装后,增加与对重支架之间的摩擦本发明通过梯形凸起和梯形内凹的设置,能有效的增加对重块本体之间的摩擦力,减少电梯运行中上下抖动的可能,同时通过挤压稳固装置的设置,能减少对重块与对重外框之间的空隙,便于使用,同时通过新材料和热压工艺制成,成本低,便于生产。
技术研发人员:周新华
受保护的技术使用者:南京朗得科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!