一种ABS塑料自动定量下料机构的制作方法
本技术涉及塑料生产,尤其涉及一种abs塑料自动定量下料机构。
背景技术:
1、abs塑料是常用的一种塑料,abs塑料在生产工程需要使用到abs塑料自动定量下料机构,例如,申请号为202022991785.7的专利公开了一种abs工程塑料生产降尘下料口装置。
2、但是上述技术方案也存在一些问题,例如,目前的下料机构无法精确的定量的进行下料,只能通过阀门控制下料时间来控制,这种下料量无法精准控制,需要定量生产时,还需要工人使用工具称量,影响后续生产。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在无法定量下料的缺点,而提出的一种abs塑料自动定量下料机构。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种abs塑料自动定量下料机构,包括abs塑料自动下料框,所述abs塑料自动下料框的底部栓接有支撑框;
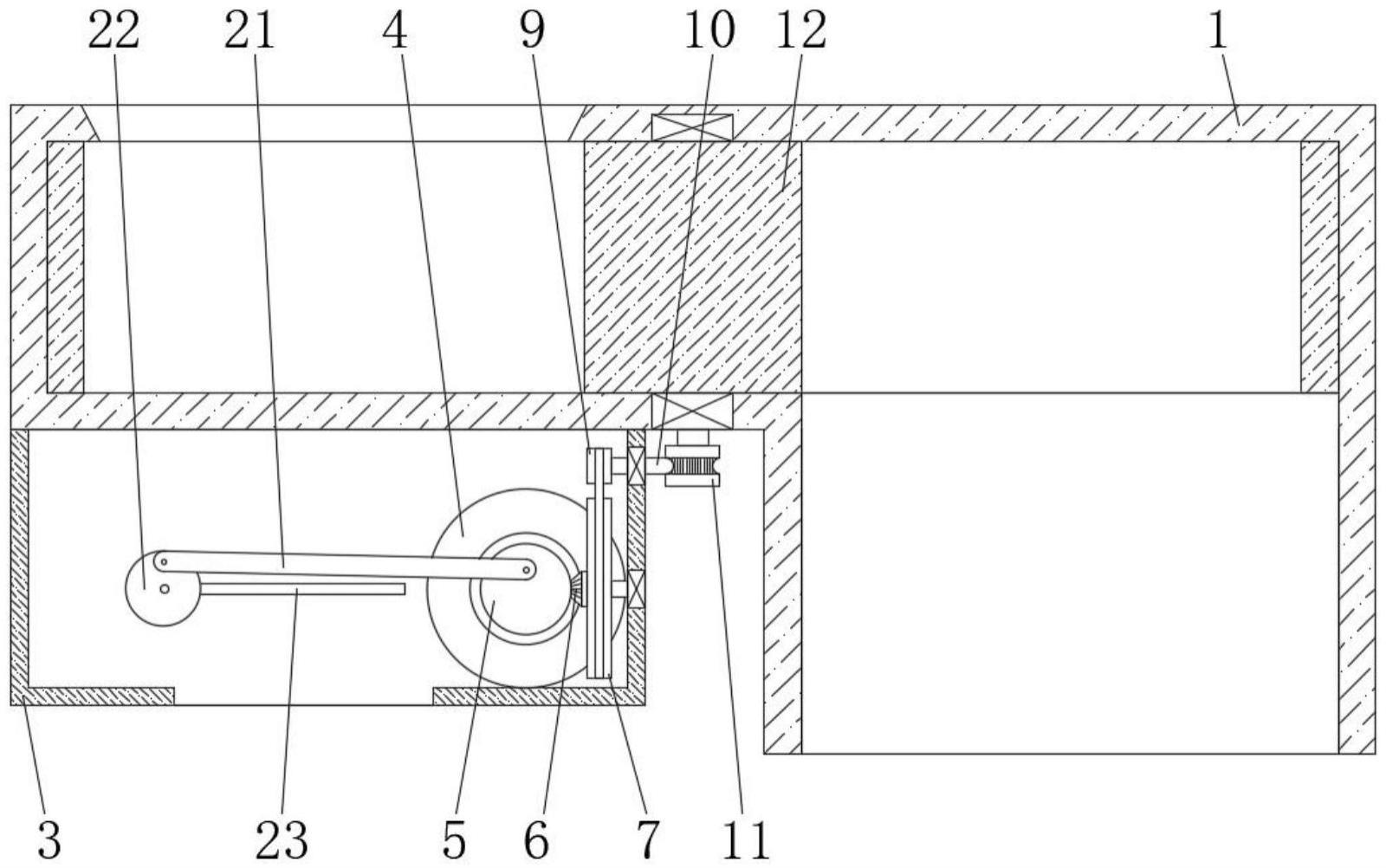
4、支撑框的内部栓接有电机,电机的输出端栓接有大锥形齿轮,大锥形齿轮的齿牙啮合有小锥形齿轮,小锥形齿轮的右侧栓接有大转轮,大转轮的内部传动连接有传动带,传动带内部的顶端传动连接有小转轮,小转轮右侧的轴心处栓接有蜗杆,蜗杆表面的右端啮合有蜗轮,abs塑料自动下料框的内部转动连接有自动定量盘,自动定量盘底部的轴心处贯穿abs塑料自动下料框底部的孔洞并与蜗轮的轴心处栓接,大锥形齿轮的表面铰接有散热机构,通过结构传动可以带动自动定量盘转动,自动定量盘利用其结构可以定量容纳abs塑料,将abs塑料定量的进行下料,通过散热机构可以对电机进行散热。
5、优选的,所述散热机构包括铰接杆、传动轮和扇板;
6、铰接杆的右端与大锥形齿轮表面的顶端铰接,铰接杆的左端与传动轮表面的顶端铰接,传动轮的轴心处与支撑框的内部转动连接,传动轮的右侧与扇板的左侧栓接。
7、进一步地,大锥形齿轮和铰接杆的右端之间呈偏心结构,大锥形齿轮转动过程中可以带动铰接杆左右移动,铰接杆可以带动传动轮正反转动,传动轮通过轴承与支撑框转动设置,保障传动轮转动的平稳性,传动轮可以带动扇板上下转动,转动的扇板可以产生风力进行散热。
8、优选的,所述支撑框的底部开设散热口,散热口的顶部与扇板的底部对应。
9、进一步的,支撑框的散热口方便扇板转动过程中空气的流动,让扇板可以有效地对电机进行散热。
10、优选的,所述abs塑料自动下料框顶部的左侧开设进料口,abs塑料自动下料框底部的右侧连通有排料管。
11、进一步的,abs塑料自动下料框的进料口与abs塑料生产设备的出料口,让abs塑料生产设备将abs塑料排入abs塑料自动下料框的内部,方便定量收集abs塑料,排料管用于排出定量的abs塑料。
12、优选的,所述自动定量盘包括盘体和盘体顶部设置均开设的空腔,盘体的轴心处与abs塑料自动下料框的内部转动连接。
13、进一步的,自动定量盘的空腔尺寸固定,可以容纳定量的abs塑料,盘体通过轴承与abs塑料自动下料框转动设置,保障盘体转动的平稳性。
14、优选的,所述大转轮右侧的轴心处与支撑框内部的右侧转动连接,蜗杆的表面与支撑框右侧的孔洞转动套接。
15、进一步的,大转轮通过轴承与支撑框转动设置,保障大转轮转动的平稳性,蜗杆通过轴承与支撑框转动设置,保障大转轮转动的平稳性,大转轮的右端延伸到支撑框的右侧。
16、有益效果:
17、1、电机通过大锥形齿轮可以带动小锥形齿轮转动,小锥形齿轮通过大转轮可以带动传动带转动,传动带通过小转轮可以带动蜗杆转动,蜗杆通过蜗轮可以带动自动定量盘转动;
18、2、电机通过大锥形齿轮可以带动铰接杆移动,铰接杆可以带动传动轮转动,传动轮便能带动扇板转动;
19、本实用新型中:通过结构传动可以带动自动定量盘转动,自动定量盘利用其结构可以定量容纳abs塑料,将abs塑料定量的进行下料,通过散热机构可以对电机进行散热。
技术特征:
1.一种abs塑料自动定量下料机构,包括abs塑料自动下料框(1),其特征在于,所述abs塑料自动下料框(1)的底部栓接有支撑框(3);
2.根据权利要求1所述的一种abs塑料自动定量下料机构,其特征在于,所述散热机构(2)包括铰接杆(21)、传动轮(22)和扇板(23);
3.根据权利要求2所述的一种abs塑料自动定量下料机构,其特征在于,所述支撑框(3)的底部开设散热口,散热口的顶部与扇板(23)的底部对应。
4.根据权利要求1所述的一种abs塑料自动定量下料机构,其特征在于,所述abs塑料自动下料框(1)顶部的左侧开设进料口,abs塑料自动下料框(1)底部的右侧连通有排料管。
5.根据权利要求1所述的一种abs塑料自动定量下料机构,其特征在于,所述自动定量盘(12)包括盘体和盘体顶部设置均开设的空腔,盘体的轴心处与abs塑料自动下料框(1)的内部转动连接。
6.根据权利要求1所述的一种abs塑料自动定量下料机构,其特征在于,所述大转轮(7)右侧的轴心处与支撑框(3)内部的右侧转动连接,蜗杆(10)的表面与支撑框(3)右侧的孔洞转动套接。
技术总结
本技术属于塑料生产技术领域,尤其是一种ABS塑料自动定量下料机构,针对现有的无法定量下料的问题,现提出如下方案,其包括ABS塑料自动下料框,所述ABS塑料自动下料框的底部栓接有支撑框;支撑框的内部栓接有电机,电机的输出端栓接有大锥形齿轮,大锥形齿轮的齿牙啮合有小锥形齿轮,小锥形齿轮的右侧栓接有大转轮,大转轮的内部传动连接有传动带,传动带内部的顶端传动连接有小转轮,小转轮右侧的轴心处栓接有蜗杆,蜗杆表面的右端啮合有蜗轮,通过结构传动可以带动自动定量盘转动,自动定量盘利用其结构可以定量容纳ABS塑料,将ABS塑料定量的进行下料,通过散热机构可以对电机进行散热。
技术研发人员:罗鹤鹏
受保护的技术使用者:东莞市百富塑料科技有限公司
技术研发日:20230130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!