一种铝箔生产用压片输送装置的制作方法
本申请涉及铝箔生产的领域,尤其是涉及一种铝箔生产用压片输送装置。
背景技术:
1、目前,在铝箔加工工艺中,常会使用模切机将铝箔剪切并叠放成一叠一叠的铝箔纸,而铝箔质地蓬松,相邻铝箔纸之间的间隙较大,为减少相邻铝箔纸之间的间隙,方便收放运输,常会使用压片机将一叠叠的铝箔纸压紧成铝箔压片成品。
2、针对以上相关技术,压片机每压一次就需要人工将压片机上的铝箔压片转运至收集盒中摆放,费时费力。
技术实现思路
1、为了减少人工搬运收放铝箔压片的麻烦,本申请提供一种铝箔生产用压片输送装置。
2、本申请提供的一种铝箔生产用压片输送装置采用如下的技术方案:
3、一种铝箔生产用压片输送装置,包括支撑台以及设于所述支撑台上的收集盒、第一抵推组件、第二抵推组件和控制组件,所述收集盒边缘设有进料口,所述进料口处的收集盒、支撑台和压片机形成进料通道,所述第一抵推组件用于将压片机上的压片沿所述进料通道抵推入收集盒中,所述第二抵推组件位于用于沿垂直所述进料通道方向抵推所述收集盒中的压片,所述控制组件用于控制所述第一抵推组件和第二抵推组件。
4、通过采用上述技术方案,在控制组件的控制作用下,压片机每下压一次,压片台上压好的多叠铝箔压片作为一压片单元,第一抵推组件将压片单元抵推至收集盒中,直至底板进料通道上的压片堆满,即堆成一行压片单元,第二抵推组件工作,将一行压片单元推至一侧,进料通道空闲,第一抵推组件继续工作,如此进行,将压片单元成行摆放至收集盒中,减少了人工转运摆放压片的麻烦,自动化程度高,省时省力。
5、可选的,所述第一抵推组件位于压片机远离收集盒一侧,所述第一抵推组件包括第一推板和第一驱动件,所述第一推板的底部用于抵接压片机,所述第一推板的板面用于抵接压片,所述第一驱动件用于驱动所述第一抵推板沿所述进料通道方向从压片机一侧移动至另一侧。
6、通过采用上述技术方案,第一抵推组件工作时,第一驱动件驱动第一推板抵接压片机移动,将压片机上的压片单元抵推至收集盒中,同时也带动底板进料通道上的其他压片单元移动一压片单元距离,第一推板每次移动距离相同,结构简单、控制方便。
7、可选的,所述第二抵推组件位于所述收集盒靠近所述进料口一侧,所述第二抵推组件包括第二推板和第二驱动件,所述第二推板长度与所述收集盒适配,所述第二推板底部抵接所述收集盒,所述第二推板的板面用于抵接压片,所述第二驱动件用于驱动所述第二推板沿垂直所述进料通道方向移动。
8、通过采用上述技术方案,当底板进料通道堆满压片单元时,第二抵推组件工作,第二驱动件驱动第二推板移动将堆满的一行压片单元推送至一侧,同时也会带动收集盒上的其他行压片单元移动一压片单元距离,然后第二推板退回等待下次推送,此时进料通道空闲,第一抵推组件可继续推送。
9、可选的所述支撑台上还设有控制组件,所述控制组件包括红外传感器和控制器,所述红外传感器设于所述进料口处的支撑台上,所述红外传感器的光路位于所述进料通道上,所述红外传感器、第一抵推组件和第二抵推组件和压片机均与所述控制器电性连接。
10、通过采用上述技术方案,压片机没下压一次,就想控制器发送开关信号控制第一抵推组件工作,将压片台上的压片单元推送至收集盒中等待下次下压;第一抵推组件将压片单元推至收集盒中时,会经过红外传感器光路,光路被遮挡,红外传感器向控制器发送一次开光信号,控制器计数,多次下压,底板的进料通道上堆满压片单元时,控制器计数与预定值相同,代表一行压片单元,控制器从新再计一行,同时控制器控制第二抵推组件工作,将成行的压片单元推送一压片单元距离,实现收集盒多行压片单元的摆放,控制精度高,使用方便。
11、可选的,所述控制组件还包括与所述控制器电性连接的报警灯。
12、通过采用上述技术方案,当收集盒上压片单元即将摆放满时,控制器控制报警灯报警,提醒更换收集盒。
13、可选的,所述支撑台上设有导向座,所述导向座上设有连接所述第二推板的导向杆,所述导向杆沿所述第二推板移动方向活动穿设在所述导向座上。
14、通过采用上述技术方案,收集盒较大,对应的第二推板也较长,导向杆具有导向作用,使得第二驱动件的驱动更加稳定。
15、可选的,所述第一驱动件包括第一气缸,所述第一气缸输出端固定连接所述第一推板。
16、通过采用上述技术方案,通过气缸驱动,成本较低。
17、可选的,所述支撑台上设有与所述收集盒适配的定位槽。
18、通过采用上述技术方案,方便取放收集盒,保证了收集盒位置的准确性。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.通过设置支撑台、第一抵推组件、第二抵推组件和控制组件,实现自动将压片机上的压片转运摆放至收集盒中,减少了人工转运的麻烦,自动化程度高,省时省力;
21、2.通过设置控制组件包括红外传感器和控制器,控制精度高、使用方便;
技术特征:
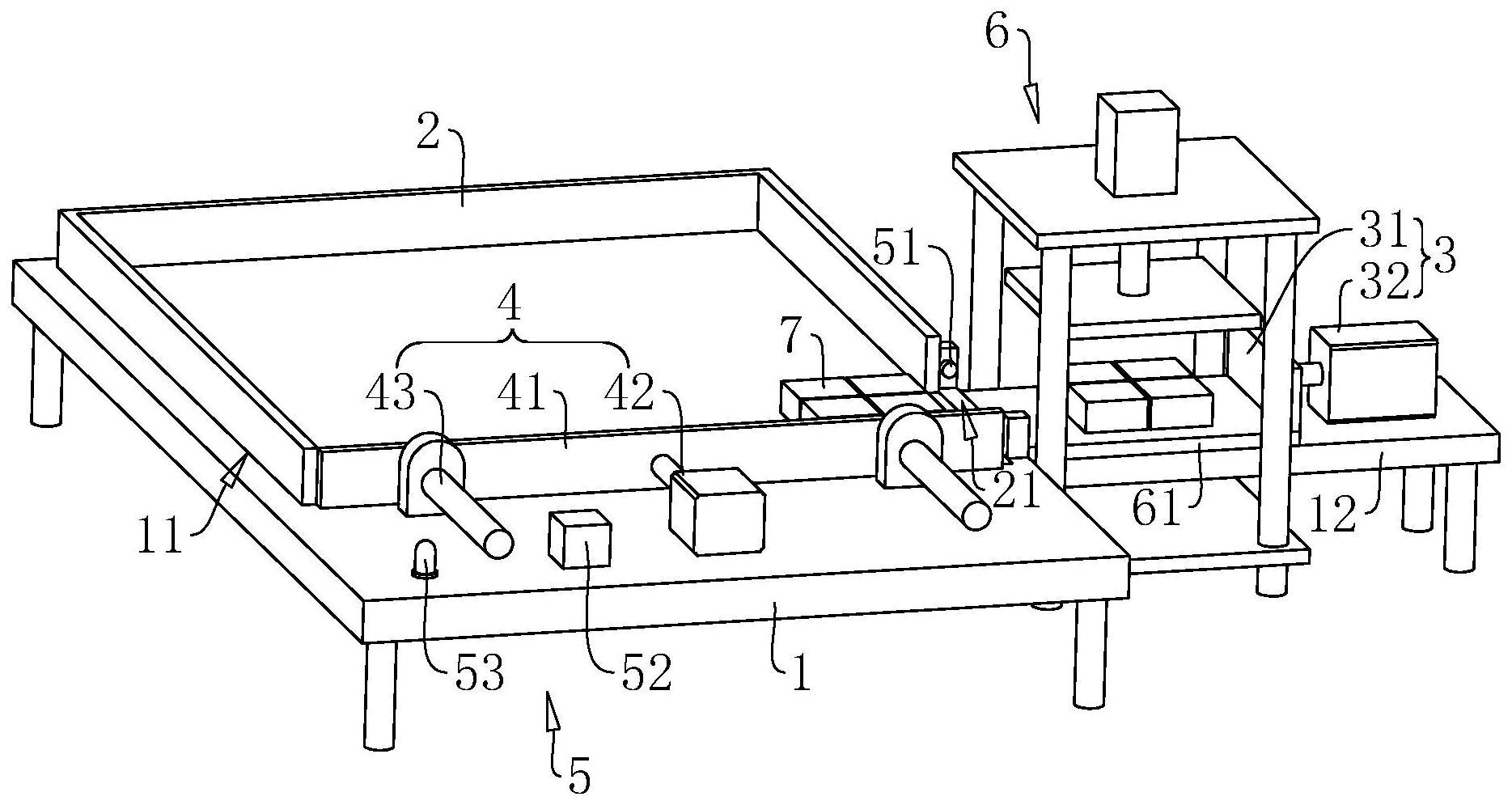
1.一种铝箔生产用压片输送装置,其特征在于:包括支撑台(1)以及设于所述支撑台(1)上的收集盒(2)、第一抵推组件(3)、第二抵推组件(4)和控制组件(5),所述收集盒(2)边缘设有进料口(21),所述进料口(21)处的收集盒(2)、支撑台(1)和压片机(6)形成进料通道,所述第一抵推组件(3)用于将压片机(6)上的压片沿所述进料通道抵推入收集盒(2)中,所述第二抵推组件(4)位于用于沿垂直所述进料通道方向抵推所述收集盒(2)中的压片,所述控制组件(5)用于控制所述第一抵推组件(3)和第二抵推组件(4)。
2.根据权利要求1所述的一种铝箔生产用压片输送装置,其特征在于:所述第一抵推组件(3)位于压片机(6)远离收集盒(2)一侧,所述第一抵推组件(3)包括第一推板(31)和第一驱动件,所述第一推板(31)的底部用于抵接压片机(6),所述第一推板(31)的板面用于抵接压片,所述第一驱动件用于驱动所述第一推板(31)沿所述进料通道方向从压片机(6)一侧移动至另一侧。
3.根据权利要求1所述的一种铝箔生产用压片输送装置,其特征在于:所述第二抵推组件(4)位于所述收集盒(2)靠近所述进料口(21)一侧,所述第二抵推组件(4)包括第二推板(41)和第二驱动件,所述第二推板(41)长度与所述收集盒(2)适配,所述第二推板(41)底部抵接所述收集盒(2),所述第二推板(41)的板面用于抵接压片,所述第二驱动件用于驱动所述第二推板(41)沿垂直所述进料通道方向移动。
4.根据权利要求1所述的一种铝箔生产用压片输送装置,其特征在于:所述支撑台(1)上还设有控制组件(5),所述控制组件(5)包括红外传感器(51)和控制器(52),所述红外传感器(51)设于所述进料口(21)处的支撑台(1)上,所述红外传感器(51)的光路位于所述进料通道上,所述红外传感器(51)、第一抵推组件(3)和第二抵推组件(4)和压片机(6)均与所述控制器(52)电性连接。
5.根据权利要求4所述的一种铝箔生产用压片输送装置,其特征在于:所述控制组件(5)还包括与所述控制器(52)电性连接的报警灯(53)。
6.根据权利要求3所述的一种铝箔生产用压片输送装置,其特征在于:所述支撑台(1)上设有导向座,所述导向座上设有连接所述第二推板(41)的导向杆(43),所述导向杆(43)沿所述第二推板(41)移动方向活动穿设在所述导向座上。
7.根据权利要求2所述的一种铝箔生产用压片输送装置,其特征在于:所述第一驱动件包括第一气缸(32),所述第一气缸(32)输出端固定连接所述第一推板(31)。
8.根据权利要求1所述的一种铝箔生产用压片输送装置,其特征在于:所述支撑台(1)上设有与所述收集盒(2)适配的定位槽(11)。
技术总结
本申请涉及一种铝箔生产用压片输送装置,尤其涉及铝箔生产的领域,包括支撑台以及设于支撑台上的收集盒、第一抵推组件、第二抵推组件和控制组件,收集盒边缘设有进料口,进料口处的收集盒、支撑台和压片机形成进料通道,第一抵推组件用于将压片机上的压片沿进料通道抵推入收集盒中,第二抵推组件位于用于沿垂直进料通道方向抵推收集盒中的压片,控制组件用于控制第一抵推组件和第二抵推组件,本申请实现自动将压片机上的压片转运摆放至收集盒中,减少了人工转运的麻烦,具有自动化程度高,省时省力的优点。
技术研发人员:张连海,张连山,赵有勇,吕增峰
受保护的技术使用者:滨州海隆铝塑股份有限公司
技术研发日:20230201
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!