一种一体高精度钢刺轴的制作方法
本技术涉及送纸设备,尤其是涉及一种一体高精度钢刺轴。
背景技术:
1、现有的驱动进给滚轮采用橡胶轮,滚花的轮轴,外表粘有金刚砂的滚轮、轴、螺旋型钢刺轮和将带有钢刺的钢刺套焊接在轴上的钢刺轴;在这五类滚轮、轴中,实际使用都存在各自的缺点。橡胶轮要得到大的输送力,就必须增加橡胶轮与纸张的压力,这样橡胶轮易于变形,送纸稳定性差,易于发热、老化。滚花的轮轴耐磨性差,精度低下,使用寿命短。外表面涂有金刚砂的滚轮、轴,容易掉砂,损坏进给物的表面。螺旋线焊接的钢刺轴.由于是用胶把螺旋钢刺套粘在轴上,二者装配时必须有一定的间隙,间隙大的情况,螺旋钢刺套与轴的间隙胶比较多,装好后牢固,但是尺寸公差较大,径向跳动也较大,易于拱纸,间隙小的情况,螺旋钢刺套与轴的间隙胶比较少,牢固性不好,易于出现钢刺脱落,这是致命的。将带有钢刺的钢刺套焊接在轴上的钢刺轴精度虽然高,可靠性高,但是加工较复杂,成本较高。
技术实现思路
1、本实用新型的目的在于克服上述技术不足,提出一种一体高精度钢刺轴,解决背景技术中的技术问题。
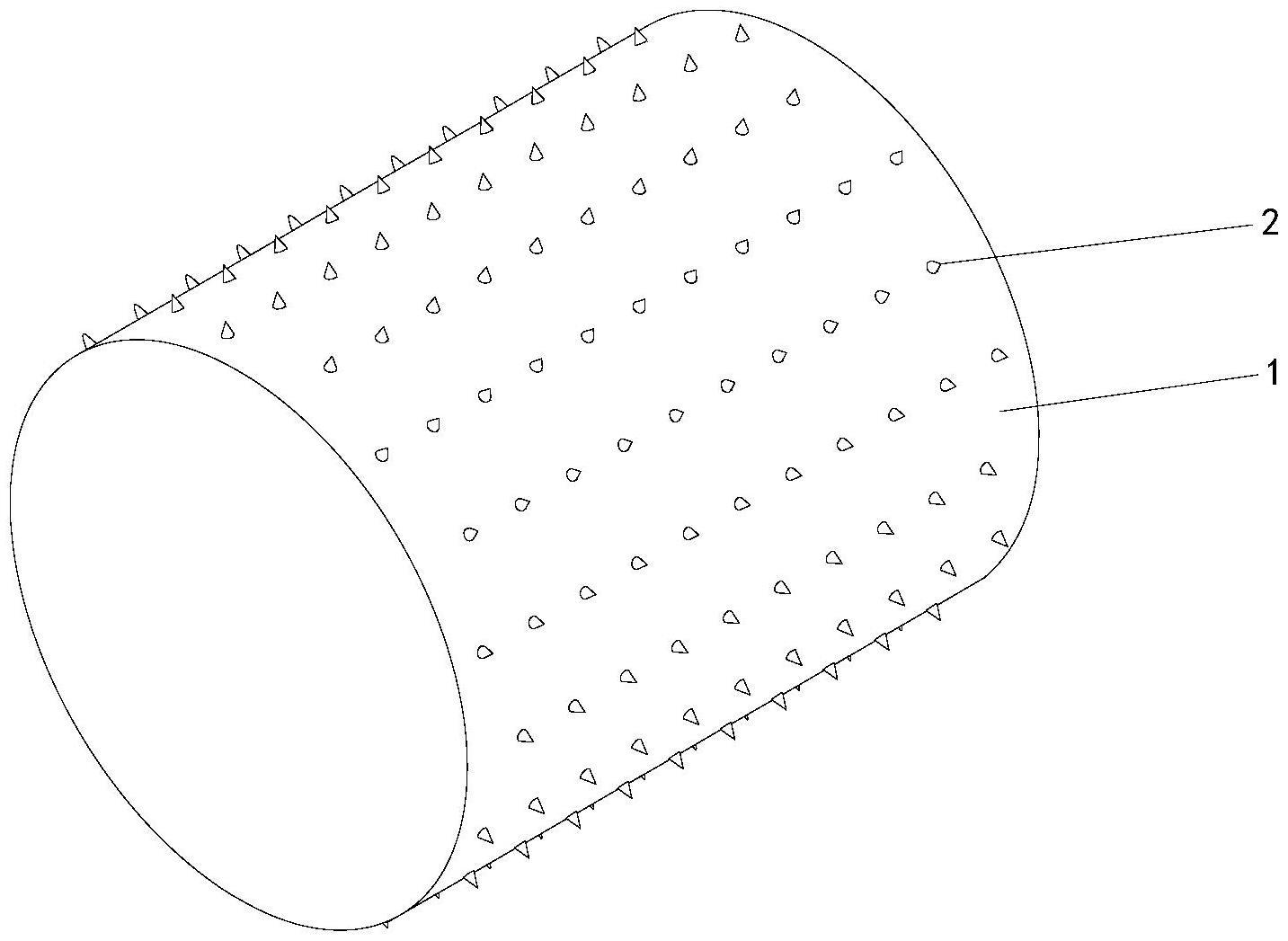
2、为达到上述技术目的,本实用新型的技术方案提供一种一体高精度钢刺轴,包括钢轴以及在钢轴外侧壁挤压成型的锥形钢刺,锥形钢刺为多排且以钢轴的中心轴为中心且环形均匀等距离设在钢轴外侧壁,每排锥形钢刺沿钢轴的母线方向等距离设在钢轴的外侧壁,相邻两排锥形钢刺上的锥形钢刺交错设置。
3、进一步,钢轴为光轴或空心轴。
4、进一步,锥形钢刺采用热处理技术或pvd镀膜技术处理。
5、进一步,锥形钢刺为圆锥体钢刺或四棱锥钢刺。
6、进一步,每个锥形钢刺的高度相等。
7、进一步,锥形钢刺高度为0.04.~0.10mm。
8、进一步,相邻两排锥形钢刺上的相邻两个锥形钢刺之间的连线与钢轴的母线之间的夹角为15~75度。
9、本实用新型的有益效果包括:
10、①精度特别高:由于是在钢轴表面挤压出来的,锥形钢刺和轴为一体,所以挤压成型的锥形钢刺的外径公差非常小;轴的径向跳动也非常小,尺寸精度特别高;所以往返送纸(介质)精度高,不会出现跑偏的现象,径向跳动小,不会出现拱纸现象;
11、②进给稳定性好:由于挤压出来的锥形钢刺大小完全相等,高度也完全一致且排列规则,在进给介质时,每个小小的锥形钢刺将介质稳稳地抓住,平稳进给,确保介质不走偏,不打滑;
12、③寿命长:轴表面的凸起钢刺进行热处理,表面显微硬度达到hrc58-60以上;或者进行是pvd镀膜处理,表面显微硬度达到hv2400以上;所以耐磨损,大大延长了钢刺轴以及产品的寿命。
13、④可靠性高;由于锥形钢刺与钢轴一体成型,刚性好,可靠性高。
14、⑤经济、实用、性价比高;由于一体高精度钢刺轴加工省时,省料,不需要其它附属品,产品一致性高,互换性好,尺寸精度和径向跳动特好,废品率低,使整机的性能大幅度地稳定提高。
技术特征:
1.一种一体高精度钢刺轴,其特征在于,包括钢轴(1)以及在钢轴(1)外侧壁挤压成型的锥形钢刺(2),所述锥形钢刺(2)为多排且以钢轴(1)的中心轴为中心且环形均匀等距离设在钢轴(1)外侧壁,每排所述锥形钢刺(2)沿钢轴(1)的母线方向等距离设在钢轴(1)的外侧壁,相邻两排所述锥形钢刺(2)上的锥形钢刺(2)交错设置。
2.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,所述钢轴(1)为光轴或空心轴。
3.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,所述锥形钢刺(2)采用热处理技术或pvd镀膜技术处理。
4.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,所述锥形钢刺(2)为圆锥体钢刺或四棱锥钢刺。
5.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,每个所述锥形钢刺(2)的高度相等。
6.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,所述锥形钢刺(2)高度为0.04~0.10mm。
7.根据权利要求1所述的一种一体高精度钢刺轴,其特征在于,相邻两排所述锥形钢刺(2)上的相邻两个锥形钢刺(2)之间的连线与钢轴(1)的母线之间的夹角为15~75度。
技术总结
本技术公开了一种一体高精度钢刺轴,包括钢轴以及在钢轴外侧壁挤压成型的锥形钢刺。本技术的有益效果包括:精度特别高:由于是在钢轴表面挤压出来的,锥形钢刺和轴为一体,所以挤压成型的锥形钢刺的外径公差非常小;轴的径向跳动也非常小,尺寸精度特别高;所以往返送纸(介质)精度高,不会出现跑偏的现象,径向跳动小,不会出现拱纸现象;进给稳定性好:由于挤压出来的锥形钢刺大小完全相等,高度也完全一致且排列规则,在进给介质时,每个小小的锥形钢刺将介质稳稳地抓住,平稳进给,确保介质不走偏,不打滑;寿命长:轴表面的凸起钢刺进行热处理,表面显微硬度达到HRC58‑60以上;或者进行是PVD镀膜处理,表面显微硬度达到HV2400以上。
技术研发人员:刘伟,刘前立
受保护的技术使用者:东莞西立新技术有限公司
技术研发日:20230207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!