一种防卷材变形的在线自动等位装置的制作方法
本技术涉及卷材收卷辅助设备,特别是一种防卷材变形的在线自动等位装置。
背景技术:
1、卷材成卷长时间悬空在机架上时,由于卷材及辊轴的重量较大,成卷会受到自重的情况下,导致成卷或辊轴发生弯曲变形,影响辊轴使用寿命和卷材的质量。一般可以通过驱动成卷缓慢转动,避免卷材长时间静置悬空导致的卷材变形。而在生产线上,需要人工手动将产线上的卷材移动至等位装置上进行操作,而刚收卷完毕的辊轴处于高速转动的状态,需要等待静置的时间才能人工操作,效率低下。
2、所以,需要研究出一种等位装置,可以解决上述效率低的问题。
技术实现思路
1、本实用新型的目的在于提供一种防卷材变形的在线自动等位装置,能实现在线自动等位,以防止长时间悬空的卷材弯曲变形。
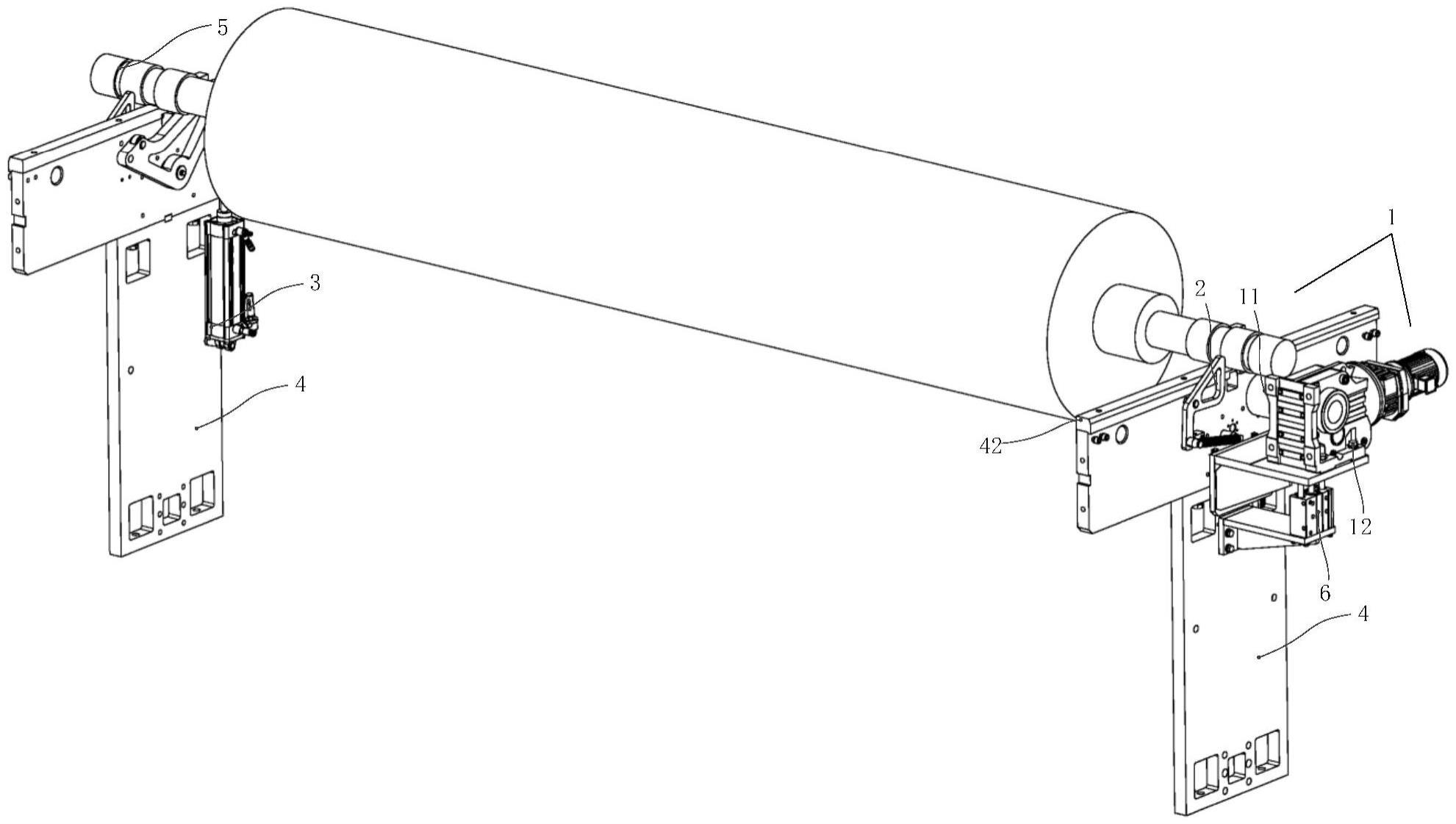
2、为达到上述实用新型的目的,提供了一种防卷材变形的在线自动等位装置,包括辊轴摩擦机构、止回机构、缓冲推料机构、卷材生成输送线机架、及位置传感器;
3、所述卷材生成输送线机架的顶部设有输送导轨;所述输送导轨设有定位槽和安装槽;所述安装槽位于所述定位槽的正下方,所述定位槽设有连接孔,所述位置传感器通过所述连接孔固定在所述定位槽内;
4、所述辊轴摩擦机构包括摩擦轮、驱动机构、及固定支架;所述摩擦轮与所述驱动机构连接,所述摩擦轮位于所述定位槽的一侧;所述驱动机构通过所述固定支架固定在所述卷材生成输送线机架的侧边;
5、所述止回机构包括止回杆、弹簧、及第一连接部件,所述止回杆的中部通过所述第一连接部件转动连接在所述卷材生成输送线机架上;所述弹簧的一端与所述止回杆的底端固定,所述弹簧的另一端与所述卷材生成输送线机架固定,所述止回杆的顶端伸出所述卷材生成输送线机架的顶部;
6、所述缓冲推料机构包括转动杆、推料气缸、及第二连接部件;所述转动杆的两端分别为推料端和挡料端,所述转动杆的中部通过所述第二连接部件与所述卷材生成输送线机架转动连接,所述推料气缸的缸体转动连接在所述卷材生成输送线机架上,所述推料气缸的活塞杆与所述挡料端转动连接;所述挡料端设有挡料部件,所述挡料部件伸出所述卷材生成输送线机架的顶部。
7、作为实用新型的进一步改进,还包括调高机构,所述调高机构包括调高气缸、调高安装支架、滑块、及导轨;所述调高气缸的缸体固定在所述调高安装支架上,所述调高气缸的活塞杆固定在所述固定支架的底部;所述固定支架为“l”形,所述驱动机构固定在所述“l”形固定支架的一边,所述固定支架的另一边通过所述滑块与所述导轨连接,所述导轨竖直固定在所述卷材生成输送线机架上。
8、作为实用新型的进一步改进,所述挡料部件的内侧设有橡胶缓冲块。
9、作为实用新型的进一步改进,所述转动杆的推料端设有连接槽,所述连接槽内转动连接有滑动轮。
10、本实用新型的一种防卷材变形的在线自动等位装置,卷材收卷在辊轴上,辊轴沿着输送导轨滚至定位槽,定位槽下方的位置传感器感应信号,由驱动机构带动摩擦轮转动,摩擦轮和成卷辊轴接触摩擦,带动辊轴缓慢转动,达到等位目的,防止卷材长时间静置悬空,而导致卷材弯曲变形;在辊轴到达定位槽前,辊轴首先碰压止回杆的伸出部位,止回杆受到压力以第一连接部件为支点向下转动,辊轴压过止回杆继续向前滚动;当辊轴移动至定位槽后,止回杆失去辊轴的压力后,由于弹簧的作用,止回杆以第一连接部件为支点回弹复位,挡料部件可以挡住因惯性而继续向前滚动的辊轴,止回杆可以限制辊轴与挡料部件碰撞后的返回距离,辊轴被截停在止回杆伸出部位和挡料部件之间,确保辊轴停留在定位槽中;需要将悬空卷材下料时,推料气缸缩回活塞杆,转动杆以第二连接部件为支点转动,挡料部件的高度下降,辊轴失去挡料部件对其的限位作用,转动杆的推料端向上转动并给停留在定位槽的辊轴提供推力,推动辊轴连带卷材继续向前滚动。
11、本实用新型一种防卷材变形的在线自动等位装置跟现有技术相比具有的优点:
12、结构简单,便于拆装,通过止回装置和缓冲推料机构的结合,将辊轴和卷材限位在摩擦轮上,缓冲推料机构既可以起到对持续滚动中的辊轴和卷材的缓冲作用,也可以在需要下料时,快速将卷材推离,实现卷材在线自动等位。
技术特征:
1.一种防卷材变形的在线自动等位装置,其特征在于,包括辊轴摩擦机构、止回机构、缓冲推料机构、卷材生成输送线机架、及位置传感器;
2.如权利要求1所述的一种防卷材变形的在线自动等位装置,其特征在于,还包括调高机构,所述调高机构包括调高气缸、调高安装支架、滑块、及导轨;所述调高气缸的缸体固定在所述调高安装支架上,所述调高气缸的活塞杆固定在所述固定支架的底部;所述固定支架为“l”形,所述驱动机构固定在所述“l”形固定支架的一边,所述固定支架的另一边通过所述滑块与所述导轨连接,所述导轨竖直固定在所述卷材生成输送线机架上。
3.如权利要求1所述的一种防卷材变形的在线自动等位装置,其特征在于,所述挡料部件的内侧设有橡胶缓冲块。
4.如权利要求1所述的一种防卷材变形的在线自动等位装置,其特征在于,所述转动杆的推料端设有连接槽,所述连接槽内转动连接有滑动轮。
技术总结
本技术涉及一种防卷材变形的在线自动等位装置,包括辊轴摩擦机构、止回机构、缓冲推料机构、卷材生成输送线机架、及位置传感器;卷材生成输送线机架的顶部设有输送导轨;位置传感器通过连接孔固定在定位槽内;辊轴摩擦机构包括摩擦轮、驱动机构、及固定支架;止回机构包括止回杆、弹簧、及第一连接部件;缓冲推料机构包括转动杆、推料气缸、及第二连接部件;转动杆的两端分别为推料端和挡料端。本技术的优点:结构简单,便于拆装,通过止回装置和缓冲推料机构的结合,将辊轴和卷材限位在摩擦轮上,缓冲推料机构既可以起到对持续滚动中的辊轴和卷材的缓冲作用,也可以在需要下料时,快速将卷材推离,实现卷材在线自动等位。
技术研发人员:沈宏伟,薛俊男
受保护的技术使用者:博路威机械江苏有限公司
技术研发日:20230216
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!