一种腐蚀箔的换卷装置及应用其的生产线的制作方法
本技术涉及腐蚀箔生产,更具体地,涉及一种腐蚀箔的换卷装置及应用其的生产线。
背景技术:
1、现有的化成箔、腐蚀箔生产线的放箔机上卷装置,基本是半自动或手动。当生产线放箔机台上放完一卷箔后,需要更换新的铝箔卷,只能人工在现场搬运铝箔卷去进行换卷;当生产线上收箔机台上收满一卷箔片后,需要更换新的收卷辊时,也只能够人工在现场去将卷满箔片的收卷辊拆卸下来进行收卷,然后再替换新的收卷辊。但卷有箔片的收卷辊或放箔辊不仅体积庞大,而且重量大,在进行换卷时,人工在现场将铝箔卷从机子上搬下或搬上,耗费时间长,不仅效率低,而且存在很大的安全隐患;并且,当一个车间有很多条生产线需要同时换卷时,很有可能人手不够,出现换卷不及时的情况,严重影响生产线的正常生产,且会产生大量的人力成本。
技术实现思路
1、本实用新型提供一种腐蚀箔的换卷装置及应用其的生产线,以使操作人员可及时在现场进行便捷收放卷,现场无需人员搬运操作,有效节省了操作时间,提高生产效率,并降低了人员在现场进行收放卷的操作风险;同时由于效率的提高,也减少了人员的投入,节省人力成本。
2、本实用新型的技术方案如下:
3、一种腐蚀箔的换卷装置,包括移动机构和固定机构;
4、所述移动机构包括移动小车及固定在小车两侧的支撑架,两个所述支撑架之间通过轴承转动安装有主辊,所述主辊的两端分别置于两个所述支撑架的外侧;
5、所述固定机构包括框架及设于框架一侧的驱动机构,所述框架围设形成一容置空间,所述框架的一侧开口以供所述移动小车进入容置空间内,所述驱动机构包括安装架、推动气缸和电机,所述安装架固定在所述框架的一侧,所述推动气缸和电机安装在所述安装架上,所述电机滑动安装于所述安装架上,且所述电机的转轴末端安装有轴套,所述推动气缸用于推动所述电机相对所述安装架前后滑动,以使所述电机转轴末端的轴套可自由穿过所述框架的侧面进入容置空间内与所述主辊的一端对应插接。
6、本实用新型将整个换卷装置做成一个可分离式的装置,由两部分组成,一部分是固定机构,主要用于形成一个容置箔卷的空间,负责驱动箔卷在收、放卷过程中的传送;另一部分是可移动的嵌入式移动机构,主要负责输送铝箔卷或下辊,以实现快速上、下卷。
7、具体为,当该换卷装置用于放箔,在生产线需要上卷换新时,员工将提前卷接有铝箔卷的移动小车快速推动到框架的容置空间中,并令电机转轴末端的轴套与主辊的一端对准,然后驱动推动气缸,令电机相对安装架前后滑动,以使电机转轴末端的轴套自由穿过框架的侧面进入容置空间内与主辊的一端对应插接,之后驱动电机,电机带动主辊转动,以此实现放箔,直至令主辊空卷。
8、同理,当该换卷装置用于收箔,在生产线需要收卷下辊时,员工可将之前放卷完毕的带着空卷的移动小车快速推动到框架的容置空间中,并令电机转轴末端的轴套与主辊的一端对准,然后驱动推动气缸,令电机相对安装架前后滑动,以使电机转轴末端的轴套自由穿过框架的侧面进入容置空间内与主辊的一端对应插接,之后驱动电机,电机带动主辊转动,以此实现收箔,直至将主辊满卷。
9、进一步,所述支撑架的顶部铰接有轴承固定翻转盖,轴承安装在所述支撑架的顶部,并通过所述轴承固定翻转盖进行盖合固定。
10、可通过打开轴承固定翻转盖,以取下两个支撑架之间的主辊,便于上卷放置满卷的主辊或收卷时取下满卷的主辊。
11、在生产前,先打开轴承固定翻转盖,通过吊装装置将待生产满卷的主辊放置在两个支撑架之间,之后再盖合轴承固定翻转盖,以此完成提前准备,之后该满卷移动小车到达上卷处进行替换,被替换下的放箔完毕的空卷小车移动到收卷处,待原收卷处的移动小车满卷后进行替换,此时收卷处被替换下的移动小车上的主辊卷接的是成品腐蚀箔,该移动小车移动到吊装装置处,打开轴承固定翻转盖,通过吊装装置将成品满卷的主辊从两个支撑架之间取下,之后继续放置上待生产满卷的主辊,再盖合轴承固定翻转盖,以此实现一个循环工序,快速完成小车在一个完整的上卷、收卷工序中的上下料动作,方便快捷。
12、进一步,所述移动小车的周侧设有多个固定凹槽,所述框架的外壁周侧安装有多个伸缩气缸与多个所述固定凹槽一一对应。
13、当移动小车进入容置空间内到位时,多个伸缩气缸驱动其伸缩轴穿过框架的侧壁伸入容置空间内分别与多个固定凹槽对准插接,以对移动小车进行限位,令其在进行放箔或收箔时可保持稳定,在放箔或收箔完毕后,驱动伸缩气缸回缩,解除对固定凹槽的插接即可,此时移动小车不再被限位固定,可进行快速替换。
14、进一步,所述框架正对开口的侧壁上安装有到位感应器,用于感应所述移动小车进入容置空间内是否到位。
15、在本实施方式中,通过到位感应器的设置,以感应移动小车是否到位,当其到位后,到位感应器发出信号给后台,后台可通过在相应的框架附近设置有到位信号灯,用以告知操作人员移动小车到位对准,可进行驱动电机,以使轴套与主辊进行插接,完成替换工作。
16、进一步,所述移动小车的正前方设有缓冲垫片。缓冲垫片用于在移动小车到位时进行缓冲防撞保护,避免小车前端与框架内壁发生碰撞而损坏。
17、进一步,所述缓冲垫片的中间预留有缺口用于设置所述固定凹槽。固定凹槽设置在移动小车的前方,缓冲垫片的中间留白不影响伸缩气缸与固定凹槽进行插接固定。
18、进一步,所述安装架为一u型壳体,通过螺钉固定在所述框架的一侧,u型壳体的两侧壁开设有滑槽,所述电机的两侧设有滑台,所述电机通过滑台滑动连接在u型壳体中,所述推动气缸固定在所述u型壳体中,其伸缩轴末端与所述电机连接,用于驱动所述电机相对u型壳体进行前后滑动。
19、在移动小车到位后,需要驱动推动气缸,以令电机通过两侧的滑台沿着u型壳体两侧的滑槽向前滑动前进,此时电机的伸缩轴通过孔穿入到框架的容置空间中,直至其末端的轴套与主辊完成插接,之后再驱动电机转动,电机带动主辊同步转动,以实现放箔或收箔;在收放箔完毕需要进行替换小车时,推动气缸复位,以使电机的轴套与主辊脱离即可。
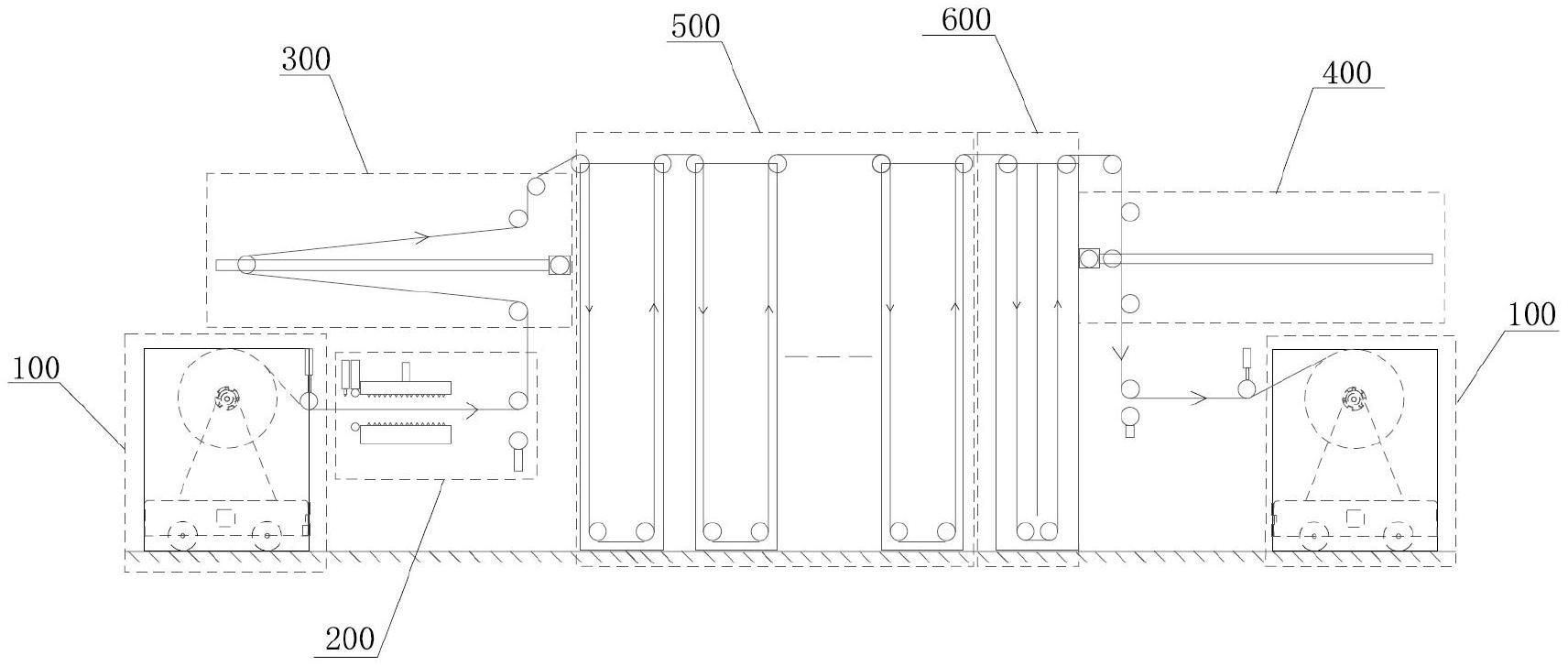
20、本实用新型还提供一种腐蚀箔生产线,包括接箔装置、第一缓冲装置、第二缓冲装置、电解槽、干燥炉、及上述的换卷装置;
21、两个所述换卷装置设置在生产线的两端,一个作为放箔机构,一个作为收箔机构,所述放箔机构的主辊上安装有待生产的箔卷,所述放箔机构放出的箔片依次经过接箔装置、第一缓冲装置、电解槽、干燥炉、第二缓冲装置后被所述收箔机构的主辊进行卷接收起。
22、本实用新型的换卷装置可通用收放卷,在生产线的首尾两端设置一个换卷装置,首端的作为放箔机构,尾端的作为收箔机构,生产线进行生产腐蚀箔的过程如下:
23、放箔机构中替换好移动小车后,驱动电机,电机带动主辊转动,令主辊上的待生产的铝卷箔转动出箔,箔片经过接箔装置,再传入第一缓冲装置,之后再传送到电解槽内进行电解,电解完毕后再传入干燥炉进行干燥,干燥完毕后传入第二缓冲装置,最后经第二缓冲装置传入收箔机构中的移动小车上的主辊中,电机驱动主辊旋转进行收卷。
24、进一步,所述第一缓冲装置和所述第二缓冲装置结构相同,是由多个转辊组成的传输链,其中可改变传输链中任一个转辊的位置以延长箔片的缓冲长度。
25、上述的缓冲装置是由多个转辊组成的缓冲输送链,可通过一些气缸带动改变一些转辊的位置,以此延长缓冲长度,确保在替换小车时,不影响生产线的生产。
26、进一步,所述第一缓冲装置与电解槽之间、电解槽与干燥炉之间、干燥炉与第二缓冲装置之间均存在多个传送辊用于传送。
27、为便于在各个部件之间的传输,利用多个传送辊以便箔片可传入电解槽、干燥炉之间进行腐蚀干燥生产。
28、本实用新型所具备的有益效果如下:
29、本实用新型的换卷装置是一个可分离式的装置,一个固定机构用于形成驱动壳体,形成一个容置箔卷的空间,负责驱动箔卷在收、放卷过程中的传送;一个是移动机构,通过移动小车进行搬运,主要负责输送铝箔卷进行上卷或收卷下辊;本实用新型通过移动小车不断地进出固定机构中进行新旧替换,以此实现快速上、下卷,在此过程中无需人力搬运上、下卷,员工只需将提前准备好的替换移动小车直接推动到需要上卷处或下辊处的固定机构即可快速实现换卷,全程方便快捷,有效节省了操作时间,提高生产效率,并降低了人员在现场进行上卷或收卷的操作风险;同时由于效率的提高,也减少了人员的投入,节省人力成本。
- 还没有人留言评论。精彩留言会获得点赞!