一种成品钢管无缆输送系统的制作方法
本技术涉及钢管加工,特别是一种成品钢管无缆输送系统。
背景技术:
1、目前,国内在进行生产加工石油和天然气钢制管道及管道防腐生产加工时,各工艺之间的运输管道车基本采用如下几种方案:
2、(1)拨管机构加人工翻滚。
3、(2)运管车采用拖链穿电缆给运管车供电进行控制
4、(3)运管车采用携带车载电瓶给运管车供电进行控制。
5、(4)运管车采用滑触线给运管车供电进行控制。
6、采用以上方式进行管道运输方式存在的问题,操作繁琐,安全性能差,工作效率极低,设备故障率高。
技术实现思路
1、本实用新型的目的在于克服现有的运管车运输时,操作繁琐,安全性能差的问题,提供一种成品钢管无缆输送系统。
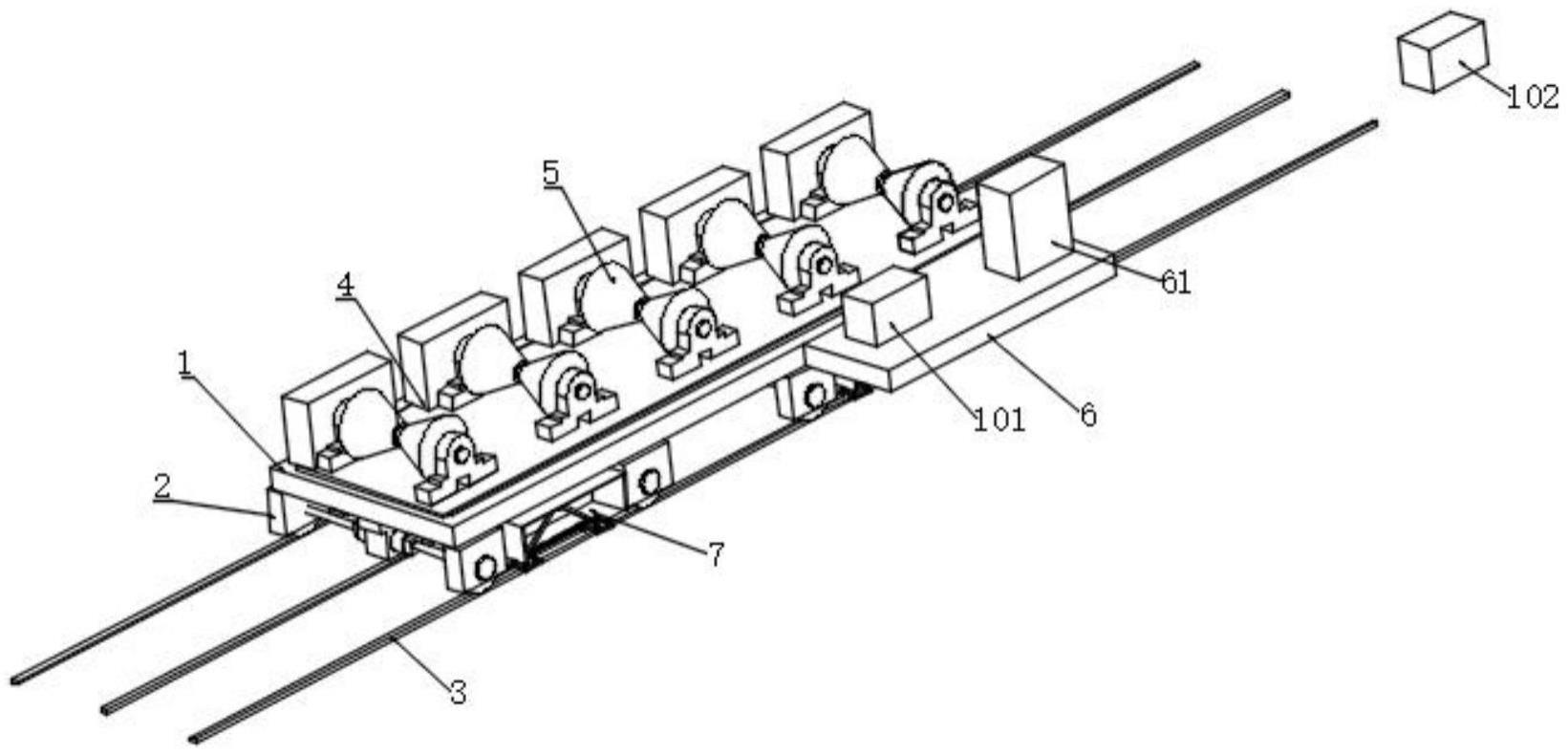
2、一种成品钢管无缆输送系统,包括
3、轨道组,所述轨道组平行铺设在地面上;
4、输送车,所述输送车通过驱动机构可滑动地设置在轨道组上,并沿轨道组滑动;
5、输送组件,通过基板设置在输送车上,用于传输成品钢管;
6、安装座,固定设置在输送车一侧;所述安装座上设置有配电控制组件;
7、第一变压器,设置在外部,与轨道组电性连接;
8、第二变压器,固定设置在安装座上,与配电控制组件电性连接;
9、接触组件,固定设置在输送车底部,与轨道组接触,并将电力输送至第二变压器;
10、第一电机,固定安装在输送车底部,用于驱动机构工作。
11、进一步的,所述接触组件包括槽型框和接触板,所述槽型框固定安装在输送车的底部,所述槽型框的上板内壁上通过第一座体可转动地设置有第一连接臂和第二连接臂;所述第一连接臂和第二连接臂的另一端铰接设置有压板;所述接触板通过螺栓接线柱固定设置在压板的底部,所述接触板贴合在轨道组的表面;所述螺栓接线柱与第二变压器电性连接。
12、进一步的,所述轨道组包括第一轨道、槽钢和第二轨道。
13、进一步的,所述驱动机构包括减速机、安装框和轨道轮;所述轨道轮可转动地安装在安装框内部,且底部嵌合设置在轨道组表面;所述安装框设置为两组,分置设置在输送车的底部,位于第一轨道和第二轨道上方;所述减速机固定安装在输送车的底部,位于槽钢的上方;所述减速机的两个输出端通过传动轴与分置在第一轨道和第二轨道的轨道轮连接,控制轨道轮工作;所述第一电机安装在减速机的一侧,用于驱动减速机工作。
14、进一步的,所述输送组件包括固定底座和第二电机,所述固定底座之间可转动地设置有转轴;所述转轴上套接设置传送筒;所述第二电机位于固定底座一侧,与转轴固定连接,驱动转轴转动。
15、进一步的,还包括光电传感器,所述光电传感器固定设置在输送车的底部,与配电控制组件电性连接。
16、本实用新型的有益效果是:
17、通过改变钢管输送车的供电方式,采用降压-升压的方式实现无缆供电,使得钢管输送车在实际使用中具有很高的安全性,节省人力成本。
18、通过对接触组件进行优化设计,保证了电力输送过程中的稳定性,降低使用时的故障率。
19、增设输送组件,便于对钢管进行转运,降低钢管本身的管伤损耗,提高钢管加工的效率。
技术特征:
1.一种成品钢管无缆输送系统,其特征在于:包括
2.根据权利要求1所述的一种成品钢管无缆输送系统,其特征在于:所述接触组件(7)包括槽型框(71)和接触板(701),所述槽型框(71)固定安装在输送车(1)的底部,所述槽型框(71)的上板内壁上通过第一座体(72)可转动地设置有第一连接臂(73)和第二连接臂(74);所述第一连接臂(73)和第二连接臂(74)的另一端铰接设置有压板(75);所述接触板(701)通过螺栓接线柱(702)固定设置在压板(75)的底部,所述接触板(701)贴合在轨道组(3)的表面;所述螺栓接线柱(702)与第二变压器(101)电性连接。
3.根据权利要求1所述的一种成品钢管无缆输送系统,其特征在于:所述轨道组(3)包括第一轨道(31)、槽钢(32)和第二轨道(33)。
4.根据权利要求3所述的一种成品钢管无缆输送系统,其特征在于:所述驱动机构(2)包括减速机(21)、安装框(22)和轨道轮(23);
5.根据权利要求1所述的一种成品钢管无缆输送系统,其特征在于:所述输送组件(5)包括固定底座(51)和第二电机(50),所述固定底座(51)之间可转动地设置有转轴(52);所述转轴(52)上套接设置传送筒(53);所述第二电机(50)位于固定底座(51)一侧,与转轴(52)固定连接,驱动转轴(52)转动。
6.根据权利要求1所述的一种成品钢管无缆输送系统,其特征在于:还包括光电传感器(9),所述光电传感器(9)固定设置在输送车(1)的底部,与配电控制组件(61)电性连接。
技术总结
本技术公开了一种成品钢管无缆输送系统,包括轨道组,输送车,所述输送车通过驱动机构可滑动地设置在轨道组上,并沿轨道组滑动;输送组件,通过基板设置在输送车上,用于传输成品钢管;安装座,固定设置在输送车一侧;所述安装座上设置有配电控制组件;第一变压器,设置在外部,与导轨组电性连接;第二变压器,固定设置在安装座上,与配电控制组件电性连接;接触组件,固定设置在输送车底部,与轨道组接触,并将电力输送至第二变压器;第一电机,固定安装在输送车底部,用于驱动机构工作。通过改变钢管输送车的供电方式,采用降压‑升压的方式实现无缆供电,使得钢管输送车在实际使用中具有很高的安全性,节省人力成本。
技术研发人员:丰淑晓,陈家庆,刘鹏,周建龙,王国宇
受保护的技术使用者:重庆宏润清朗金属结构有限公司
技术研发日:20230317
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!