一种用于定子、转子的自动外观缺陷检测设备的制作方法
本技术涉及定子、转子生产工艺设备,特别涉及一种用于定子、转子的自动外观缺陷检测设备。
背景技术:
1、定子或转子的生产工艺中,需要进行焊接操作,焊接后对表面进行处理。针对加工的工件,需要对其的外观进行检测,以保证每个出产产品质量。
2、现有技术中的外观检测设备存在以下问题:1、工件的进料、回料不流畅,在输送上花费过多的时间,降低生产效率;2、无法实现连线工作,自动化程度低;3、检测效率低下,且精准度不高。
3、因此,现有技术存在缺陷,无法适应大批量的生产,需要改进。
技术实现思路
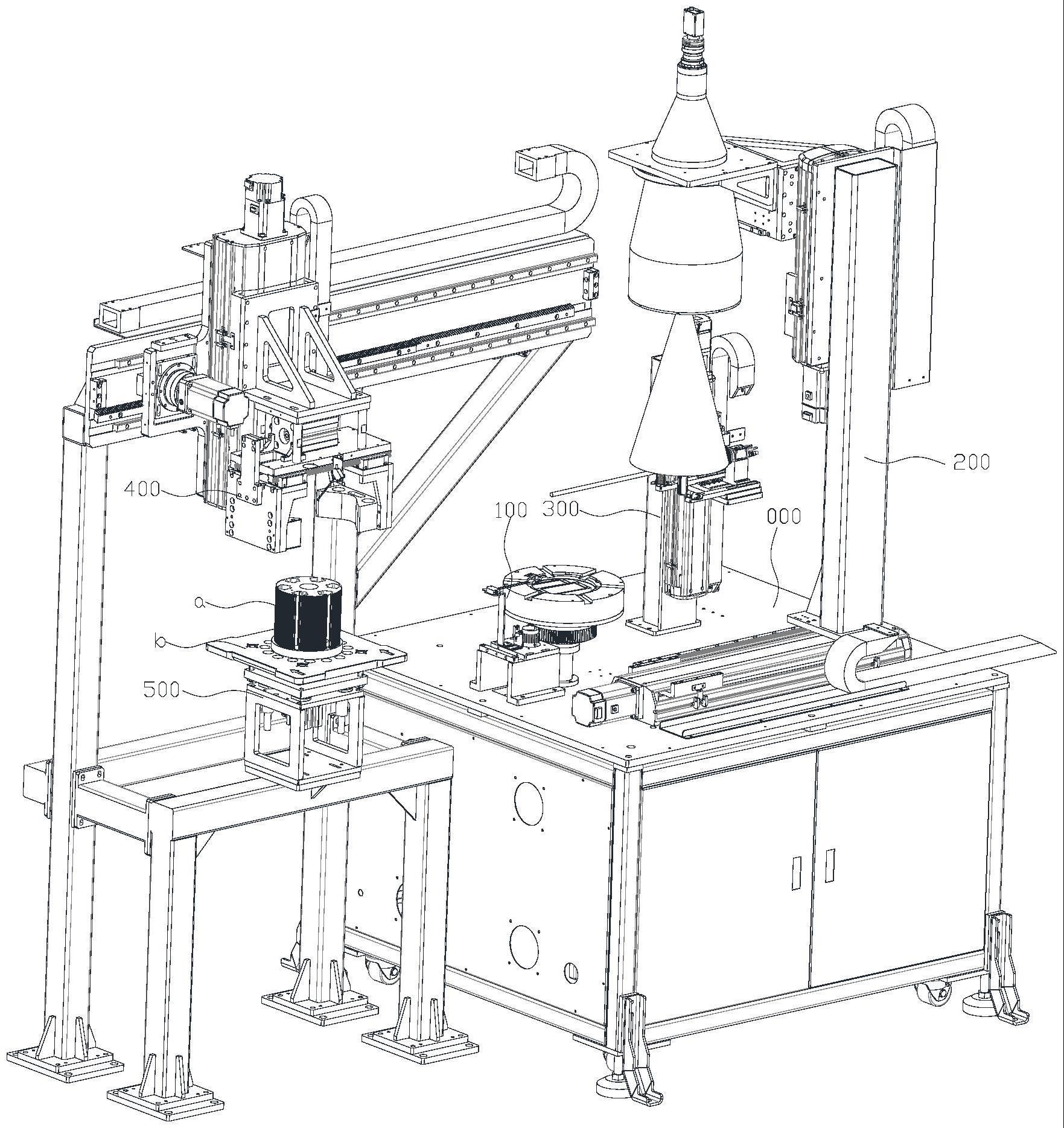
1、根据本实用新型的一个方面,提供了一种用于定子、转子的自动外观缺陷检测设备,能够对接输送线,包括机台以及设于机台上的
2、转盘装置,设有驱动旋转的工作端;
3、第一检测装置,工作端位于转盘装置的上方;
4、第二检测装置,工作端位于转盘装置的一侧;
5、移料装置,位于输送线、转盘装置之间的上方位置,
6、输送线上设有工件输入,移料装置配置为将工件移至转盘装置中,或从转盘装置中将工件返回输送线。
7、本实用新型提供一种能够对的定子、转子的进行自动化外观检测的设备,本设备对接自动化生产线,与自动化生产线的输送线进行对接。当输送线上的工件输送到本设备的工位时,移料装置将工件移至转盘装置上,转盘装置的驱动端启动,工件在转盘装置的驱动端上旋转,由第一检测装置、第二检测装置对工件表面进行外观检测,检测完成后,移料装置将工件移回输送线中。本设备中,通过将本设备与定子、转子自动化焊接生产线进行连线,能够对焊接后的工件进行外观检测,以对生产线所产出工件的质量进行把控。本设备具有较高的自动化,而且,采用双cdd工站进行同步检测,能够提高检测效率之余,通过动态扫描对工件表面进行图像采集,提高检测准确率。
8、在一些实施方式中,转盘装置包括旋转圆盘、第一驱动电机、固定轴、轴承套、置物盘,固定轴设于机台上,旋转圆盘通过轴承套设于固定轴的上端,置物盘设于旋转圆盘上,第一驱动电机设于机台的端面上,轴承套外设有齿轮套,第一驱动电机的驱动端与齿轮套通过驱动齿轮啮合,工件放置在置物盘上。
9、由此,转盘装置通过上述结构组成。旋转圆盘通过轴承套安装,能够进行转,第一驱动电机通过齿轮啮合驱动旋转圆盘转动,工件随着置物盘进行旋转。
10、在一些实施方式中,转盘装置还包括第一灯源组件,旋转圆盘、置物盘之间设有夹层,置物盘的中部设有通孔,第一灯源组件设于夹层内且位于通孔的下方。
11、由此,转盘装置还设置有第一灯源组件,能够对工件进行补光。
12、在一些实施方式中,转盘装置还包括第一感应组件、第二感应组件,第一感应组件感应置物盘上的工件,第二感应组件感应旋转圆盘的转圈。
13、由此,通过第一感应组件感应置物盘上的工件,通过第二感应组件感应旋转圆盘的运动状态。
14、在一些实施方式中,第一检测装置包括第一驱动组件、第二驱动组件、第一ccd摄像头,第一驱动组件设于机台上,第二驱动组件设于第一驱动组件的驱动端,第一ccd摄像头设于第二驱动组件的驱动端。
15、由此,第一检测装置由上述结构组成。第一驱动组件负责第一ccd摄像头的水平驱动移动,能够驱动第一ccd摄像头从水平方向上靠近或远离转盘装置;第二驱动组件负责第二ccd摄像头的竖直驱动移动,能够驱动第一ccd摄像头从竖直方向上靠近或远离转盘装置。
16、在一些实施方式中,第二检测装置包括第三驱动组件、第二光源组件、第二ccd摄像头,第三驱动组件设于机台上,第二光源组件、第二ccd摄像头设于第三驱动组件的驱动端,第二光源组件位于第二ccd摄像头的靠近转盘装置一侧。
17、由此,第二检测装置由上述结构组成。第三驱动组件负责第三ccd摄像头的竖直驱动移动,能够驱动第二ccd摄像头从竖直方向扫描采集图像。
18、在一些实施方式中,移料装置包括第四驱动组件、第五驱动组件、夹具机构,第四驱动组件位于输送线、转盘装置之间的上方位置,第五驱动组件设于第四驱动组件的驱动端,夹具机构设于第五驱动组件的驱动端。
19、由此,移料装置中,第四驱动组件驱动夹具机构沿输送线、转盘装置之间的连线方向水平移动,第五驱动组件驱动夹具机构竖直移动,夹具机构对工件进行抓取,从而将工件在输送线、转盘装置之间进行移动。
20、在一些实施方式中,夹具机构包括安装板、第一驱动件、联动组件以及两个对称分布的夹手组件,安装板设于第五驱动组件的驱动端,两个夹手组件可滑动地设于安装板的下端,第一驱动件设于安装板的上端且与其中一个夹手组件连接,两个夹手组件通过联动组件连接。
21、由此,夹具机构中,第一驱动件驱动其中一个夹手组件移动,夹手组件通过联动组件使另一个夹手组件同步且方向移动,从而两个夹手组件之间形成相对靠近或远离的直线运动,从而模拟抓取、开夹的动作形态。
22、在一些实施方式中,联动组件包括联动齿轮、两个对向分布齿条,两个齿条分别与夹手组件连接,联动齿轮设于两个齿条之间且相互啮合。
23、由此,当其中一个夹手组件移动时,其上设置的齿条通过联动齿轮带动另一个齿条进行反向移动,从而使得两个夹手组件之间形成相对靠近或远离的直线运动,从而模拟抓取、开夹的动作姿态。
24、在一些实施方式中,一种用于定子、转子的自动外观缺陷检测设备还包括顶离装置,顶离装置位于机台的一侧且位于运输线的下方;
25、顶离装置包括安装架、第二驱动件、顶升板,安装架安装在运输线上,第二驱动件设于安装架上,顶升板可升降移动地设于安装架上,地二驱动件的驱动端与顶升板连接。
26、由此,顶离装置将工件顶离输送线,方便移料装置抓取,或方便移料装置将工件放回输送线。
技术特征:
1.一种用于定子、转子的自动外观缺陷检测设备,其特征在于,能够对接输送线,包括机台(000)以及设于机台(000)上的
2.根据权利要求1所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述转盘装置(100)包括旋转圆盘(110)、第一驱动电机(120)、固定轴(130)、轴承套(140)、置物盘(150),所述固定轴(130)设于机台(000)上,所述旋转圆盘(110)通过轴承套(140)设于固定轴(130)的上端,所述置物盘(150)设于旋转圆盘(110)上,所述第一驱动电机(120)设于机台(000)的端面上,所述轴承套(140)外设有齿轮套(190),所述第一驱动电机(120)的驱动端与齿轮套(190)通过驱动齿轮啮合,所述工件(a)放置在置物盘(150)上。
3.根据权利要求2所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述转盘装置(100)还包括第一灯源组件(160),所述旋转圆盘(110)、置物盘(150)之间设有夹层(111),所述置物盘(150)的中部设有通孔(151),所述第一灯源组件(160)设于夹层(111)内且位于通孔(151)的下方。
4.根据权利要求2所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述转盘装置(100)还包括第一感应组件(170)、第二感应组件(180),所述第一感应组件(170)感应置物盘(150)上的工件(a),所述第二感应组件(180)感应旋转圆盘(110)的转圈。
5.根据权利要求1所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述第一检测装置(200)包括第一驱动组件(210)、第二驱动组件(220)、第一ccd摄像头(230),所述第一驱动组件(210)设于机台(000)上,所述第二驱动组件(220)设于第一驱动组件(210)的驱动端,所述第一ccd摄像头(230)设于第二驱动组件(220)的驱动端。
6.根据权利要求1所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述第二检测装置(300)包括第三驱动组件(310)、第二光源组件(320)、第二ccd摄像头(33),所述第三驱动组件(310)设于机台(000)上,所述第二光源组件(320)、第二ccd摄像头(33)设于第三驱动组件(310)的驱动端,所述第二光源组件(320)位于第二ccd摄像头(33)的靠近转盘装置(100)一侧。
7.根据权利要求1-6任一所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述移料装置(400)包括第四驱动组件(410)、第五驱动组件(420)、夹具机构(430),所述第四驱动组件(410)位于输送线、转盘装置(100)之间的上方位置,所述第五驱动组件(420)设于第四驱动组件(410)的驱动端,所述夹具机构(430)设于第五驱动组件(420)的驱动端。
8.根据权利要求7所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述夹具机构(430)包括安装板(431)、第一驱动件(432)、联动组件(433)以及两个对称分布的夹手组件(434),所述安装板(431)设于第五驱动组件(420)的驱动端,两个所述夹手组件(434)可滑动地设于安装板(431)的下端,所述第一驱动件(432)设于安装板(431)的上端且与其中一个所述夹手组件(434)连接,两个所述夹手组件(434)通过联动组件(433)连接。
9.根据权利要求8所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,所述联动组件(433)包括联动齿轮(4331)、两个对向分布齿条(4332),两个所述齿条(4332)分别与夹手组件(434)连接,所述联动齿轮(4331)设于两个齿条(4332)之间且相互啮合。
10.根据权利要求7所述的一种用于定子、转子的自动外观缺陷检测设备,其特征在于,还包括顶离装置(500),所述顶离装置(500)位于机台(000)的一侧且位于运输线的下方;
技术总结
本技术公开了一种用于定子、转子的自动外观缺陷检测设备。本设备能够进行连线生产,与运输线进行连接配合实现自动化工作。包括机台、转盘装置、第一检测装置、第二检测装置、移料装置、顶离装置。当输送线上的工件输送到本设备的工位时,移料装置将工件移至转盘装置上,工件在转盘装置的驱动端上旋转,由第一检测装置、第二检测装置对工件表面进行外观检测,检测完成后,移料装置将工件移回输送线中。本设备中,通过将本设备与自动化生产线进行连线,能够对焊接后的工件进行检测,以对生产线所产出工件的质量进行把控。本设备采用双CDD工站进行同步检测,能够提高检测效率之余,通过动态扫描对工件表面进行图像采集,提高检测准确率。
技术研发人员:曹光辉,高寒,金朝龙
受保护的技术使用者:浙江天弘激光科技有限公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!