一种床垫边框加装生产线的制作方法
本技术涉及床垫,具体涉及一种床垫边框加装生产线。
背景技术:
1、弹簧床垫是一种常用的家具。
2、在袋装弹簧床垫的生产过程中,床网由多个袋装弹簧串依次排列粘合,由于袋装弹簧由弹簧作为支撑主体,其四周形状具有不稳定性,容易变形,往往需要在床网周边打钢丝边框或粘合一圈硬质材料以保持床垫形状的稳定性。而目前这两种方法都是采用人工来完成,自动化程度低,生产效率不高。
3、为了实现自动化生产,现有一种床网四周粘贴定型材料的装置及床垫制造设备(cn 218256868 u),其通过设置粘合机构和旋转机构,通过在输送带输送床垫,然后粘合机构对床垫两侧进行边框粘合,然后旋转机构旋转床网或粘合机构使得粘合机构能够对床网的另外两侧进行边框粘合,如此实现一个床网的边框粘合。但是这种方式每次都需要一个床网完的边框条完全粘合输出后才能对第二个床网进行边框加装,此时等待的时间较长,不利于快速大规模生产。
技术实现思路
1、针对现有技术的不足,本实用新型旨在提供一种能够利于连续生产的床芯。
2、为实现上述目的,本实用新型采用如下技术方案:
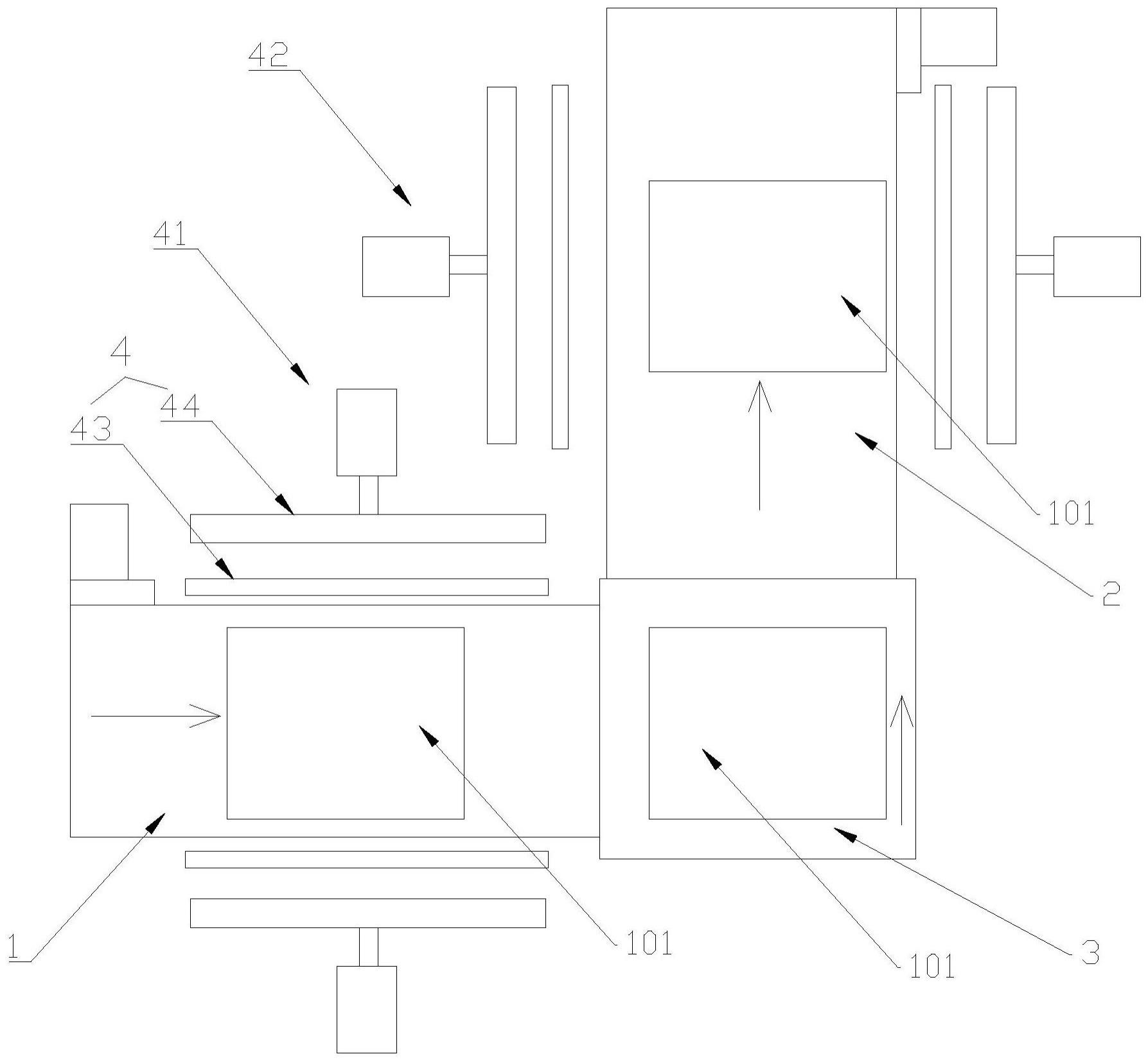
3、一种床垫边框加装生产线,包括第一输送机构、第二输送机构、变向输送机构和连接机构,所述连接机构包括第一连接机构和第二连接机构,所述变向输送机构设于所述第一输送机构的输出端和第二输送机构的输入端,所述第一输送机构和第二输送机构的输送方向垂直,所述第一连接机构设于所述第一输送机构处,所述第二连接机构设于所述第二输送机构处;
4、所述第一输送机构用于将床网输送到变向输送机构,所述变向输送机构用于将床网不转动地输入第二输送机构,所述第一连接机构用于对与第一输送机构输送方向平行的床网两侧进行加装边框,所述第二连接机构用于对第二输送机构输送方向平行的床网两侧进行加装边框。
5、进一步的,所述变向输送机构包括第一位移机构、第二位移机构和错位机构,所述第一位移机构的输送方向与所述第一输送机构的输送方向相同,所述第二位移机构的输送方向与所述第二输送机构的输送方向相同,所述错位机构用于驱动所述第一位移机构和第二位移机构相对位移使得两者中的一者输送床垫。
6、进一步的,所述第一位移机构为两个以上等距排列的滚筒,所述第二位移机构为两个以上的输送带,所述输送带与所述滚筒错位设置。
7、进一步的,所述变向输送机构还包括第一底架和第二底架,所述错位机构用于驱动所述第一底架和第二底架两者之间相对升降,所述第一位移机构安装在所述第一底架上,所述第二位移机构安装在所述第二底架上。
8、进一步的,所述连接机构由喷胶机构和推送机构组成,所述喷胶机构用于对床垫和/或边框条的侧面进行喷胶,所述推送机构用于将边框条推送至床垫的侧面使得床垫与边框条粘合。
9、进一步的,所述喷胶机构包括喷胶位移机构和喷胶头,所述喷胶位移机构用于驱动所示喷胶头沿床床垫的侧面位移,所述喷胶头用于喷胶。
10、进一步的,所述变向输送机构上还设置有限位挡板。
11、本实用新型具有如下有益效果:
12、本实用新型一种床垫边框加装生产线通过第一输送机构、第二输送机构、变向输送机构和连接机构的配合,使得床网边框的安装能够实现流水线生产,无需等待一个床网的边框完全连接后才进行下一个床网的边框安装,大大提升了生产效率;通过设置变向输送机构,使得床网能够不变向地从第一输送机构进入与之垂直设置第二输送机构,从而使得床网在第二输送机构的两侧正对第二连接机构,无需重新调整角度,利于快速生产。
技术特征:
1.一种床垫边框加装生产线,其特征在于:包括第一输送机构、第二输送机构、变向输送机构和连接机构,所述连接机构包括第一连接机构和第二连接机构,所述变向输送机构设于所述第一输送机构的输出端和第二输送机构的输入端,所述第一输送机构和第二输送机构的输送方向垂直,所述第一连接机构设于所述第一输送机构处,所述第二连接机构设于所述第二输送机构处;
2.如权利要求1所述的一种床垫边框加装生产线,其特征在于:所述变向输送机构包括第一位移机构、第二位移机构和错位机构,所述第一位移机构的输送方向与所述第一输送机构的输送方向相同,所述第二位移机构的输送方向与所述第二输送机构的输送方向相同,所述错位机构用于驱动所述第一位移机构和第二位移机构相对位移使得两者中的一者输送床垫。
3.如权利要求2所述的一种床垫边框加装生产线,其特征在于:所述第一位移机构为两个以上等距排列的滚筒,所述第二位移机构为两个以上的输送带,所述输送带与所述滚筒错位设置。
4.如权利要求2所述的一种床垫边框加装生产线,其特征在于:所述变向输送机构还包括第一底架和第二底架,所述错位机构用于驱动所述第一底架和第二底架两者之间相对升降,所述第一位移机构安装在所述第一底架上,所述第二位移机构安装在所述第二底架上。
5.如权利要求1所述的一种床垫边框加装生产线,其特征在于:所述连接机构由喷胶机构和推送机构组成,所述喷胶机构用于对床垫和/或边框条的侧面进行喷胶,所述推送机构用于将边框条推送至床垫的侧面使得床垫与边框条粘合。
6.如权利要求5所述的一种床垫边框加装生产线,其特征在于:所述喷胶机构包括喷胶位移机构和喷胶头,所述喷胶位移机构用于驱动所示喷胶头沿床床垫的侧面位移,所述喷胶头用于喷胶。
7.如权利要求1所述的一种床垫边框加装生产线,其特征在于:所述变向输送机构上还设置有限位挡板。
技术总结
本技术公开了一种床垫边框加装生产线,包括第一输送机构、第二输送机构、变向输送机构和连接机构,变向输送机构用于将床网不转动地输入第二输送机构,第一连接机构、第二连接机构分别用于对床网两侧进行加装边框,本技术通过第一输送机构、第二输送机构、变向输送机构和连接机构的配合,使得床网边框的安装能够实现流水线生产,无需等待一个床网的边框完全连接后才进行下一个床网的边框安装,大大提升了生产效率;通过设置变向输送机构,使得床网能够不变向地从第一输送机构进入与之垂直设置第二输送机构,从而使得床网在第二输送机构的两侧正对第二连接机构,无需重新调整角度,利于快速生产。
技术研发人员:郭祥飞
受保护的技术使用者:佛山市崎林床具机械有限公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!