一种阀片回转分选线的制作方法
本技术涉及阀片装配,尤其涉及一种阀片回转分选线。
背景技术:
1、现有技术中,汽车减震器装配过程中的底阀和活塞装配大多采用人工装配,各类阀片的厚度为0.1~0.3mm,活塞装配过程中需要装配一定数量规格的阀片,且对单种阀片具有严格的规定,人工装配过程中,极易出现阀片多装、漏装或错装等现象,进而导致减震器在后续测试中不合格,影响减震器的生产效率及质量。
2、因此,如何提供一种阀片回转分选线,以便于对阀片进行自动化装配成为亟待解决的技术问题。
技术实现思路
1、本实用新型要解决的技术问题在于如何提供一种阀片回转分选线,以便于对阀片进行自动化装配。
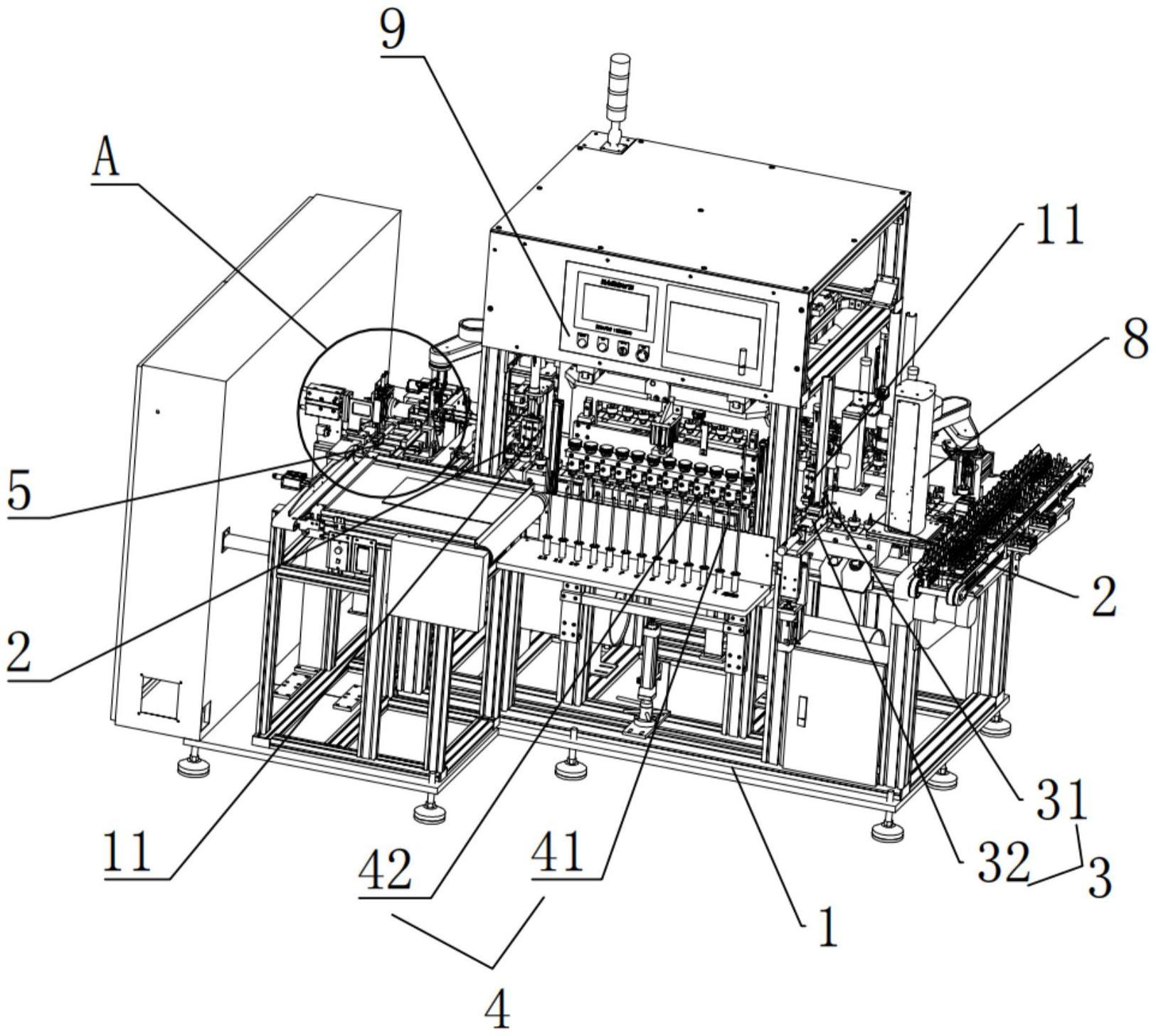
2、为此,根据第一方面,本实用新型实施例公开了一种阀片回转分选线,包括:呈框架结构设置的机架,所述机架上安装有呈回字形设置的移动轨道,所述移动轨道内安装有用于承载被加工件的若干承料件,所述机架上安装有用于推动所述承料件在所述移动轨道内进行移动的推料气缸,所述机架上依次安装有第一上料装置、第二上料装置、第三上料装置、第四上料装置、第五上料装置以及下料装置,所述机架上设有用于控制阀片回转分选线工作状态的控制台;
3、其中,所述第一上料装置用于将第一厚垫上料至所述承料件,所述第二上料装置用于将第一阀片组上料至所述承料件,所述第三上料装置用于将活塞上料至所述承料件,所述第四上料装置用于将第二阀片组上料至所述承料件,所述第五上料装置用于将第二厚垫上料至所述承料件,以使活塞总成的第一厚垫、第一阀片组、活塞、第二阀片组以及第二厚垫依序组装,所述下料装置用于对组装好的活塞总成进行下料。
4、本实用新型进一步设置为,还包括消磁装置,所述消磁装置用于对所述承料件上组装好的活塞总成进行消磁。
5、本实用新型进一步设置为,还包括五个安装于所述机架上的检测装置,五个所述检测装置依次用于对所述承料件上的被加工件进行高度检测。
6、本实用新型进一步设置为,所述检测装置包括检测架、检测座、检测头、检测气缸以及拉绳传感器,所述检测气缸用于驱动所述检测头对所述检测架上的被加工件进行高度检测,所述拉绳传感器用于检测读取被加工件的高度值。
7、本实用新型进一步设置为,所述第一上料装置包括第一供料件以及第一上料件,所述第一供料件用于放置若干第一厚垫,所述第一上料件用于将所述第一供料件内的第一厚垫上料至所述承料件。
8、本实用新型进一步设置为,所述第二上料装置包括第二供料件以及第二上料件,所述第二供料件用于放置若干第一阀片并将其输送至供料位,所述第二上料件用于真空吸附所述第二供料件内的第一阀片并上料至所述承料件。
9、本实用新型进一步设置为,所述第三上料装置包括第三供料流水线、第三推料件、第三上料流水线以及第三上料机械手,所述第三供料流水线上用于将活塞移动至推料位,所述第三推料件用于将所述第三供料流水线上的活塞推动至所述第三上料流水线,所述第三上料流水线用于带动活塞移动至上料位,所述第三上料机械手用于将所述第三上料流水线上的活塞上料至所述承料件。
10、本实用新型进一步设置为,所述第四上料装置包括第四供料件以及第四上料件,所述第四供料件用于放置若干第二阀片并将其输送至供料位,所述第四上料件用于真空吸附所述第四供料件内的第二阀片并上料至所述承料件。
11、本实用新型进一步设置为,所述第五上料装置包括第五供料件以及第五上料件,所述第五供料件用于放置若干第二厚垫,所述第五上料件用于将所述第五供料件内的第二厚垫上料至所述承料件。
12、本实用新型进一步设置为,所述下料装置包括下料机械手、下料流水线以及下料盘,所述下料机械手用于将所述承料件上组装好的活塞总成抓取下料所述下料盘,所述下料流水线用于带动所述下料盘进行直线运动。
13、本实用新型具有以下有益效果:通过控制台的控制作用,第一上料装置、第二上料装置、第三上料装置、第四上料装置以及第五上料装置起上料作用,对活塞总成的第一厚垫、第一阀片组、活塞、第二阀片组以及第二厚垫依序组装,进而提供了一种阀片回转分选线,便于对阀片进行自动化装配,提升了活塞的装配效率。
技术特征:
1.一种阀片回转分选线,其特征在于,包括:呈框架结构设置的机架(1),所述机架(1)上安装有呈回字形设置的移动轨道,所述移动轨道内安装有用于承载被加工件的若干承料件(2),所述机架(1)上安装有用于推动所述承料件(2)在所述移动轨道内进行移动的推料气缸,所述机架(1)上依次安装有第一上料装置(3)、第二上料装置(4)、第三上料装置(5)、第四上料装置(6)、第五上料装置(7)以及下料装置(8),所述机架(1)上设有用于控制阀片回转分选线工作状态的控制台(9);
2.根据权利要求1所述的阀片回转分选线,其特征在于,还包括消磁装置(10),所述消磁装置(10)用于对所述承料件(2)上组装好的活塞总成进行消磁。
3.根据权利要求1所述的阀片回转分选线,其特征在于,还包括五个安装于所述机架(1)上的检测装置(11),五个所述检测装置(11)依次用于对所述承料件(2)上的被加工件进行高度检测。
4.根据权利要求3所述的阀片回转分选线,其特征在于,所述检测装置(11)包括检测架(111)、检测座(112)、检测头(113)、检测气缸(114)以及拉绳传感器(115),所述检测气缸(114)用于驱动所述检测头(113)对所述检测架(111)上的被加工件进行高度检测,所述拉绳传感器(115)用于检测读取被加工件的高度值。
5.根据权利要求1-4任意一项所述的阀片回转分选线,其特征在于,所述第一上料装置(3)包括第一供料件(31)以及第一上料件(32),所述第一供料件(31)用于放置若干第一厚垫,所述第一上料件(32)用于将所述第一供料件(31)内的第一厚垫上料至所述承料件(2)。
6.根据权利要求1-4任意一项所述的阀片回转分选线,其特征在于,所述第二上料装置(4)包括第二供料件(41)以及第二上料件(42),所述第二供料件(41)用于放置若干第一阀片并将其输送至供料位,所述第二上料件(42)用于真空吸附所述第二供料件(41)内的第一阀片并上料至所述承料件(2)。
7.根据权利要求1-4任意一项所述的阀片回转分选线,其特征在于,所述第三上料装置(5)包括第三供料流水线(51)、第三推料件(52)、第三上料流水线(53)以及第三上料机械手(54),所述第三供料流水线(51)上用于将活塞移动至推料位,所述第三推料件(52)用于将所述第三供料流水线(51)上的活塞推动至所述第三上料流水线(53),所述第三上料流水线(53)用于带动活塞移动至上料位,所述第三上料机械手(54)用于将所述第三上料流水线(53)上的活塞上料至所述承料件(2)。
8.根据权利要求1-4任意一项所述的阀片回转分选线,其特征在于,所述第四上料装置(6)包括第四供料件(61)以及第四上料件(62),所述第四供料件(61)用于放置若干第二阀片并将其输送至供料位,所述第四上料件(62)用于真空吸附所述第四供料件(61)内的第二阀片并上料至所述承料件(2)。
9.根据权利要求1-4任意一项所述的阀片回转分选线,其特征在于,所述第五上料装置(7)包括第五供料件(71)以及第五上料件(72),所述第五供料件(71)用于放置若干第二厚垫,所述第五上料件(72)用于将所述第五供料件(71)内的第二厚垫上料至所述承料件(2)。
10.根据权利要求1所述的阀片回转分选线,其特征在于,所述下料装置(8)包括下料机械手(81)、下料流水线(82)以及下料盘(83),所述下料机械手(81)用于将所述承料件(2)上组装好的活塞总成抓取下料所述下料盘(83),所述下料流水线(82)用于带动所述下料盘(83)进行直线运动。
技术总结
本技术涉及阀片装配技术领域,公开了一种阀片回转分选线,包括:机架,机架上安装有移动轨道,移动轨道内安装有用于承载被加工件的若干承料件,机架上安装有用于推动承料件在移动轨道内进行移动的推料气缸,机架上依次安装有第一上料装置、第二上料装置、第三上料装置、第四上料装置、第五上料装置以及下料装置,机架上设有控制台。本技术通过控制台的控制作用,第一上料装置、第二上料装置、第三上料装置、第四上料装置以及第五上料装置起上料作用,对活塞总成的第一厚垫、第一阀片组、活塞、第二阀片组以及第二厚垫依序组装,进而提供了一种阀片回转分选线,便于对阀片进行自动化装配,提升了活塞的装配效率。
技术研发人员:张海勇
受保护的技术使用者:深圳市新沧海机械有限公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!