一种油套管生产线用自动上料工装的制作方法
本技术涉及油套管加工装置,尤其涉及一种油套管生产线用自动上料工装。
背景技术:
1、石油套管是用于支撑油、气井井壁的钢管,以保证钻井过程进行和完井后整个油井的正常运行。
2、随着工厂自动化改造的普及,石油套管的生产车间也随之进行自动化改造,以提高生产效率。石油套管的上料工装为非标设备,随着技术的发展,业内不断对其进行改进,以满足使用需求。
技术实现思路
1、针对上述现有技术中存在的技术问题,本实用新型的目的在于提供一种油套管生产线用自动上料工装。
2、为实现本实用新型的目的,本实用新型提供的技术方案如下:
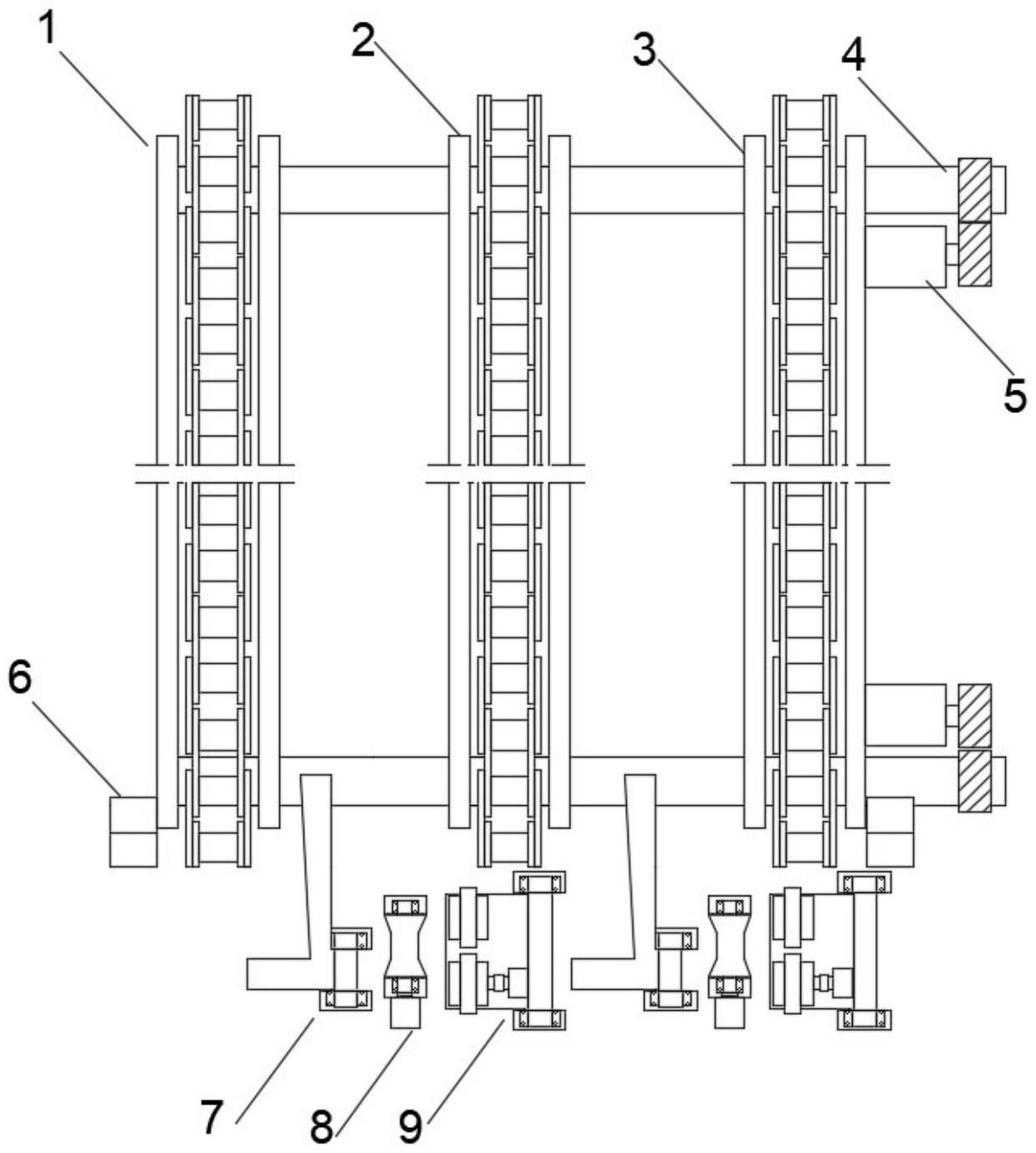
3、一种油套管生产线用自动上料工装,包括第一链条单元、第二链条单元以及第三链条单元、驱动单元、限位挡块、转接单元、输送单元、调正单元;
4、所述第一链条单元、第二链条单元以及第三链条单元结构相同且左右间隔设置,其与驱动单元连接,用于将油套管从第一端运输到第二端,其中,所述第一链条单元和第三链条单元的第二端均设置有用于防止油套管从第一链条单元、第二链条单元以及第三链条单元上掉落的限位挡块;
5、所述转接单元、输送单元、调正单元有两组,两组转接单元、输送单元、调正单元左右间隔设置在靠近第一链条单元、第二链条单元以及第三链条单元第二端一侧,所述转接单元用于将油套管从所述第一链条单元、第二链条单元以及第三链条单元取下,放至所述调正单元上;
6、所述调正单元用于将油套管进行调正,调正后,将所述油套管放置于所述输送单元上;
7、所述输送单元用于将油套管向加工设备一侧输送上料。
8、与现有技术相比,本实用新型的有益效果为:
9、本申请上料工装在使用的时候,上个工序的加工后的油套管落入第一链条单元、第二链条单元以及第三链条单元的链条的第一端,驱动单元驱动第一链条单元、第二链条单元以及第三链条单元的链条旋转,从而将油套管从第一端移动至第二端,移动至限位挡块后,所述转接单元用于将油套管从所述第一链条单元、第二链条单元以及第三链条单元的链条上取下,然后,放至所述调正单元上,所述调正单元用于将油套管进行调正,调正后,将所述油套管放置于所述输送单元上;所述输送单元用于将油套管向加工设备一侧输送上料,进而实现自动上料。
技术特征:
1.一种油套管生产线用自动上料工装,其特征在于,包括第一链条单元(1)、第二链条单元(2)以及第三链条单元(3)、驱动单元、限位挡块(6)、转接单元(7)、输送单元(8)、调正单元(9);
2.根据权利要求1所述的油套管生产线用自动上料工装,其特征在于,所述第一链条单元(1)包括左右间隔设置的两个侧固定架(12),两个侧固定架之间前后设置有两个传动链轮,两个传动链轮通过链条(11)传动连接。
3.根据权利要求2所述的油套管生产线用自动上料工装,其特征在于,所述驱动单元包括设置在第一链条单元(1)、第二链条单元(2)以及第三链条单元(3)前后两侧的两根驱动轴(4)以及驱动电机(5),每侧的驱动轴(4)分别穿过相应侧的第一链条单元(1)、第二链条单元(2)以及第三链条单元(3)的侧固定架(12)以及传动链轮且与侧固定架转动连接,与传动链轮固定连接,能够带动传动链轮旋转,从而带动链条(11)旋转,每侧的驱动轴(4)上至少设置1个固定齿环,每侧的驱动轴(4)的一侧的侧固定架(12)上至少设置1个驱动电机(5),所述驱动电机(5)的输出轴设置有主动轮,所述主动轮与固定齿环传动连接。
4.根据权利要求1所述的油套管生产线用自动上料工装,其特征在于,所述限位挡块(6)为l型,其中,横向端与相应位置的侧固定架固定连接。
5.根据权利要求1所述的油套管生产线用自动上料工装,其特征在于,所述转接单元(7)包括l型架(71)、第一轴承座(72)以及第一连杆(73)、第一侧支撑杆(74)、第一液压缸(75),所述l型架(71)的外侧连接有第一转轴,所述l型架(71)的横向端内侧端面为斜面且外高内低,所述第一转轴的两端分别转动连接1个第一轴承座(72),每个第一轴承座(72)均安装在1个第一侧支撑杆(74)端部,两个第一侧支撑杆(74)间隔设置,所述第一转轴与第一连杆(73)的一端固定连接,所述第一连杆(73)的另一端与第一液压缸(75)活塞杆的端部铰接连接,所述第一液压缸(75)的尾端与安装在地面上固定耳块铰接连接。
6.根据权利要求1所述的油套管生产线用自动上料工装,其特征在于,所述调正单元(9)包括固定块(91)、转轮(92)以及转动电机(93)、第二轴承座(94)、第二连杆(95)、第二侧支撑杆(96)、第二液压缸(97)、支撑板(98),所述支撑板(98)上端设置有两组相配合使用的转动机构以及转动电机(93),每个转动机构均包括两个间隔设置的固定块(91)和转轮(92),两个固定块(91)之间转动连接1个转轮(92),至少1个转轮(92)的轮轴与转动电机(93)的输出轴连接,所述转动电机(93)带动转轮(92)旋转,所述支撑板(98)的一侧设置有第二转轴,所述第二转轴的两端分别转动连接1个第二轴承座(94),每个第二轴承座(94)均安装在1个第二侧支撑杆(96)端部,两个第二侧支撑杆(96)间隔设置,所述第二转轴与第二连杆(95)的一端固定连接,所述第二连杆(95)的另一端与第二液压缸(97)活塞杆的端部铰接连接,所述第二液压缸(97)的尾端与安装在地面上固定耳块铰接连接。
7.根据权利要求1所述的油套管生产线用自动上料工装,其特征在于,所述输送单元(8)包括转动辊(81)、第三轴承座(82)以及第三侧支撑杆(83)、安装在第三侧支撑杆上的输送电机,所述第三侧支撑杆(83)为两个,每个第三侧支撑杆(83)顶端均设置1个第三轴承座(82),所述转动辊(81)两端的辊轴分别与1个第三轴承座(82)转动连接,所述转动辊(81)中间设置有限位槽,所述输送电机的输出轴与转动辊的一侧辊轴连接,能够驱动转动辊旋转。
技术总结
本技术公开了一种油套管生产线用自动上料工装,包括第一链条单元、第二链条单元以及第三链条单元、驱动单元、限位挡块、转接单元、输送单元、调正单元;本申请上料工装在使用的时候,上个工序的加工后的油套管落入第一链条单元、第二链条单元以及第三链条单元的链条的第一端,驱动单元驱动第一链条单元、第二链条单元以及第三链条单元的链条旋转,从而将油套管从第一端移动至第二端,移动至限位挡块后,所述转接单元用于将油套管从所述第一链条单元、第二链条单元以及第三链条单元的链条上取下,然后,放至所述调正单元上,所述调正单元用于将油套管进行调正,调正后,将所述油套管放置于所述输送单元上;所述输送单元实现上料。
技术研发人员:张国辉,武磊
受保护的技术使用者:天津德华石油装备制造有限公司
技术研发日:20230420
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!