一种倍速链组装线的制作方法
本技术涉及物料输送,尤其涉及一种倍速链组装线。
背景技术:
1、倍速链组装线就是倍速链流水线组成的生产线通常称为:自流式输送系统倍速链输送机,主要用于装配及加工生产线中的物料输送,其输送原理是运用倍速链条的增速功能,使其上承托货物的工装板快速运行,通过阻挡器停止于相应的操作位置;或通过相应指令来完成积放动作及移行、转位、转线等功能,一般作为对一些大型的物料进行输送的设备。
2、经检索,专利号为201910553742.x,名称为双层循环输送装置及其控制方法的实用新型,包括输送装置包括传送装置、循环升降装置和并行装置,所述循环升降装置设置于所述传送装置两端,所述传送装置包括上层线体和下层线体,所述并行装置包括并行工位和垂直顶升转向工装,所述并行工位设置于所述传送装置一侧,所述垂直顶升转向工装的位置与所述并行工位对应,所述垂直顶升转向工装包括顶升气缸和传送带,所述传送带与所述顶升气缸的升降端连接,所述传送带垂直于所述上层线体,所述并行工位包括顶板链,当所述升降端抬升后,所述顶板链与所述传送带对接,通过研究分析发现,该输送装置虽然能够从原有流水线上将零件引向并行工位,产品零件如果更新换代,不需要对该输送装置重新设计,兼容性更好,但是,在一定程度上还存在一些缺点,包括输送装置在使用时无法根据每个人的工作效率调节锁定工位,从而使工人的劳动强度较大,其次,在对物件进行输送的时候若是出现部分设备故障,不能够及时的确定位置以及取下工件。
技术实现思路
1、本实用新型的目的在于提供一种倍速链组装线,以解决上述背景技术中提出的无法根据每个人的工作效率调节锁定工位,从而使工人的劳动强度较大,其次,在对物件进行输送的时候若是出现部分设备故障,不能够及时的确定位置以及取下工件的问题。
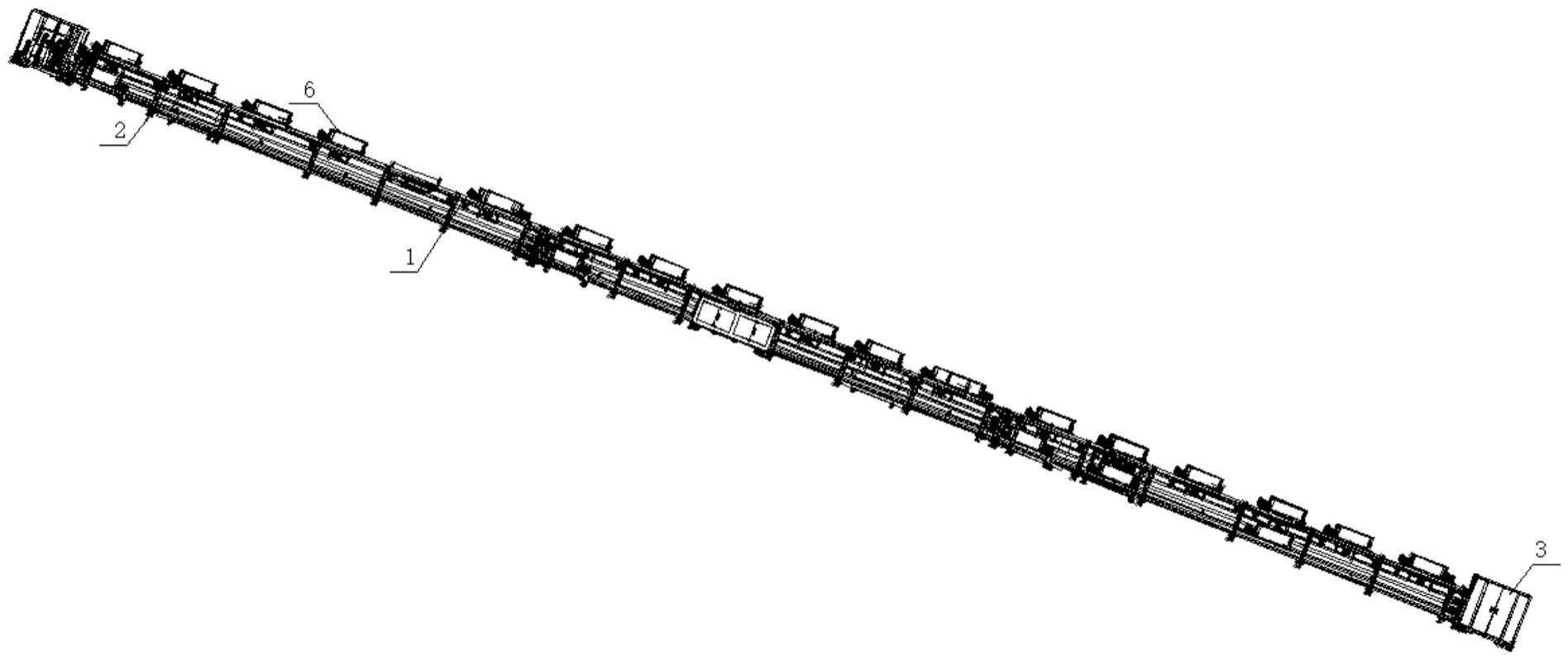
2、为实现上述目的,本实用新型提供如下技术方案:一种倍速链组装线,包括组装线本体,所述组装线本体包括第一输送架和第二输送架,所述组装线本体的两侧均设置有控制箱,所述控制箱内设置有升降组件,所述第一输送架上设置有移动板,所述移动板的上方设置有输送物料,所述移动板的前后两侧均设置有输送组件,所述移动板的一侧设置有压紧组件。
3、优选的,所述升降组件包括第一气缸,所述第一气缸的上方通过安装块安装有两组链轮,两个所述链轮的表面均啮合设置有升降链条,所述升降链条的一端与移动板固定。
4、优选的,所述输送组件包括两组放置槽,两组所述放置槽的内壁均转动安装有多个输送轮。
5、优选的,所述压紧组件包括侧压组件和移动压紧组件,所述侧压组件包括侧压板,所述侧压板的一侧设置有第二气缸,所述第二气缸的上方设置有推紧块,所述推紧块的一侧安装有压紧弹簧。
6、优选的,所述侧压板的一侧安装有挂板,所述第二气缸的一侧通过挂钩与挂板固定。
7、优选的,所述移动压紧组件包括定位轨,所述定位轨的一侧安装有电机,所述电机的输出端安装有蜗杆,所述蜗杆的另一端与定位轨内壁的一侧转动连接,所述定位轨的内壁的一侧转动安装有蜗轮,所述蜗轮的表面与蜗杆的杆壁啮合连接,所述蜗轮的一侧安装有螺杆,所述定位轨的杆壁螺纹安装有移动块,所述移动块的上表面安装有夹块。
8、优选的,所述移动板上表面的四角处均安装有第三气缸,多个所述第三气缸的输出端共同安装有压板。
9、本实用新型的有益效果是:
10、本实用新型中,通过组装线本体、第一输送架、第二输送架、控制箱、升降组件、移动板、输送物料、输送组件、压紧组件的设置,可以在设备出现故障的时候,控制输送组件停止输送,每个工位上的压紧组件解开,使得输送物料得以被取下,进而方便工作人员便于确定故障位置并且检修设备。
11、本实用新型中,通过组装线本体、第一输送架、第二输送架、控制箱、升降组件、移动板、输送物料、输送组件、压紧组件的设置,设置多个工位,每个工位对应一个工人,使得整条组装线得以平稳运行,锁定工位的设置能够降低工人的劳动强度。
技术特征:
1.一种倍速链组装线,包括组装线本体,其特征在于:所述组装线本体包括第一输送架(1)和第二输送架(2),所述组装线本体的两侧均设置有控制箱(3),所述控制箱(3)内设置有升降组件(4),所述第一输送架(1)上设置有移动板(5),所述移动板(5)的上方设置有输送物料(7),所述移动板(5)的前后两侧均设置有输送组件(8),所述移动板(5)的一侧设置有压紧组件(9)。
2.根据权利要求1所述的一种倍速链组装线,其特征在于:所述升降组件(4)包括第一气缸(401),所述第一气缸(401)的上方通过安装块安装有两组链轮(402),两个所述链轮(402)的表面均啮合设置有升降链条(403),所述升降链条(403)的一端与移动板(5)固定。
3.根据权利要求1所述的一种倍速链组装线,其特征在于:所述输送组件(8)包括两组放置槽(801),两组所述放置槽(801)的内壁均转动安装有多个输送轮(802)。
4.根据权利要求1所述的一种倍速链组装线,其特征在于:所述压紧组件(9)包括侧压组件和移动压紧组件,所述侧压组件包括侧压板(701),所述侧压板(701)的一侧设置有第二气缸(704),所述第二气缸(704)的上方设置有推紧块(705),所述推紧块(705)的一侧安装有压紧弹簧(706)。
5.根据权利要求4所述的一种倍速链组装线,其特征在于:所述侧压板(701)的一侧安装有挂板(702),所述第二气缸(704)的一侧通过挂钩(703)与挂板(702)固定。
6.根据权利要求4所述的一种倍速链组装线,其特征在于:所述移动压紧组件包括定位轨(901),所述定位轨(901)的一侧安装有电机(902),所述电机(902)的输出端安装有蜗杆(903),所述蜗杆(903)的另一端与定位轨(901)内壁的一侧转动连接,所述定位轨(901)的内壁的一侧转动安装有蜗轮(904),所述蜗轮(904)的表面与蜗杆(903)的杆壁啮合连接,所述蜗轮(904)的一侧安装有螺杆(905),所述定位轨(901)的杆壁螺纹安装有移动块(906),所述移动块(906)的上表面安装有夹块(907)。
7.根据权利要求1所述的一种倍速链组装线,其特征在于:所述移动板(5)上表面的四角处均安装有第三气缸,多个所述第三气缸的输出端共同安装有压板(6)。
技术总结
本技术公开了一种倍速链组装线,涉及到物料输送技术领域,包括组装线本体,组装线本体包括第一输送架和第二输送架,组装线本体的两侧均设置有控制箱,控制箱内设置有升降组件,第一输送架上设置有移动板,移动板的上方设置有输送物料,移动板的前后两侧均设置有输送组件,移动板的一侧设置有压紧组件,升降组件包括第一气缸,第一气缸的上方通过安装块安装有两组链轮,两个链轮的表面均啮合设置有升降链条,升降链条的一端与移动板固定。本技术可以在设备出现故障的时候,控制输送组件停止输送,每个工位上的压紧组件解开,使得输送物料得以被取下,进而方便工作人员便于确定故障位置并且检修设备。
技术研发人员:林钰杭,陈冠定,林钰钦,罗健
受保护的技术使用者:广东源拓科技有限公司
技术研发日:20230421
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!