非对称料件自动整列装置的制作方法
本技术涉及一种料件整列装置,尤其涉及一种非对称料件自动整列装置。
背景技术:
1、近年来料件的分选装置,通常利用振动或其他检测方式将料件区分为良品或不良品,再利用分边机构驱使良品、不良品进入各自的轨道(例如实用新型专利twm433254),或使用吹气阀剔除不良品(例如实用新型专利twm269975)。然而这些分选装置只能区分良品与不良品,并不能进一步将良品的料件整齐排列成头尾方向一致。
2、现有技术采用振动盘将例如螺丝等的长形料件整列分边,使螺丝尽量保持头尾方向相同的排列,然而仍存在一定的失误。并且这样的做法仅适用于长形料件的两端重量较不一致的情形,当长形料件的两端重量相差越少,振动盘就越难将长形料件整列。而当长形料件的两端重量没有差异,只有外观有区别时,振动盘就完全无法派上作用。
技术实现思路
1、本实用新型的目的在于解决现有的料件整列的多种问题,提出一种非对称料件自动整列装置。
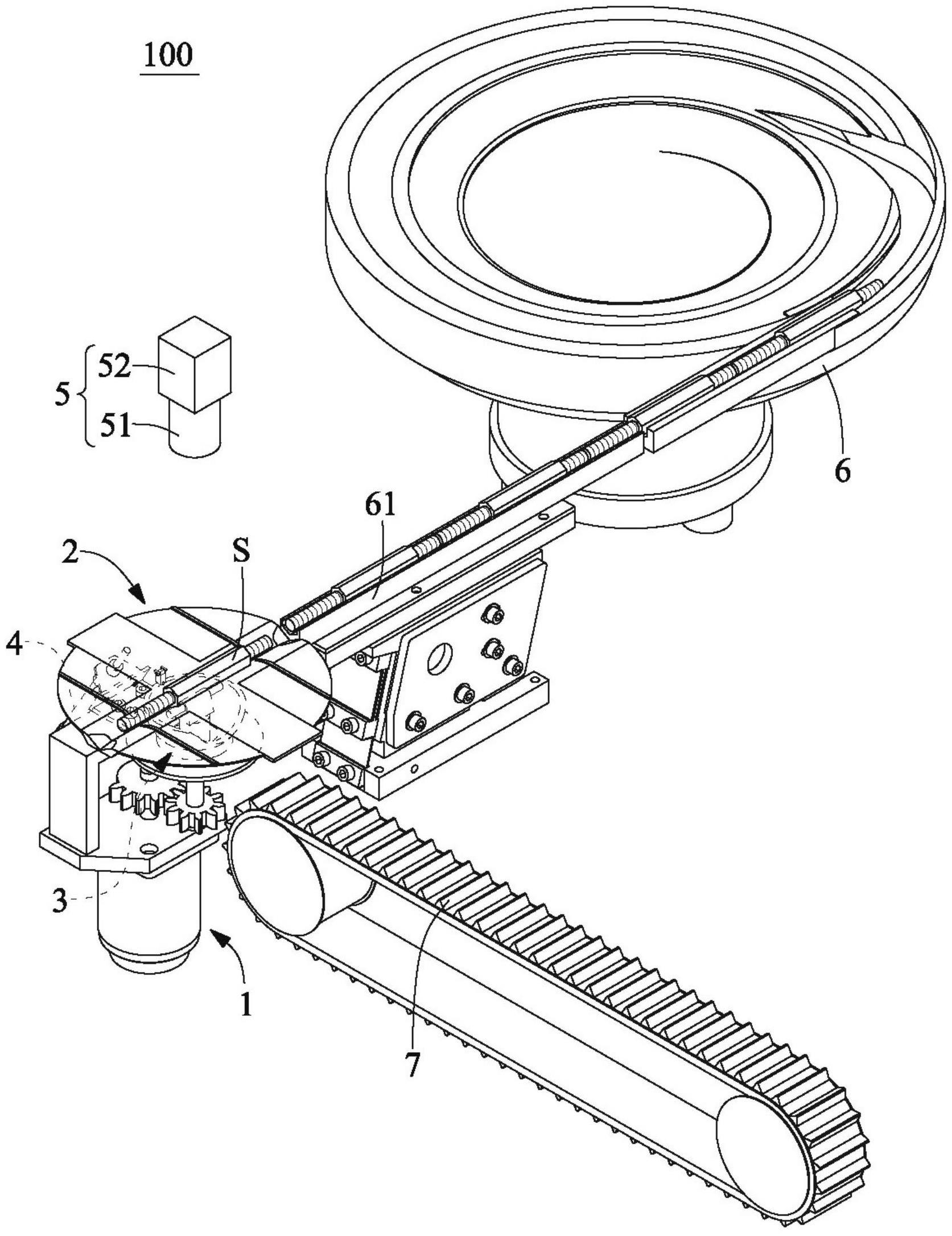
2、为达上述目的及其他目的,本实用新型提出一种非对称料件自动整列装置,包括:旋转模组,包括马达及旋转动力输出轴,该旋转动力输出轴连接该马达,该旋转动力输出轴的轴向为重力方向;承托模组,包括承托盘及第一枢转轴,该第一枢转轴连接该旋转动力输出轴,该第一枢转轴的轴向垂直于重力方向,该承托盘的旋转中心枢接于该第一枢转轴;循迹模组,包括轨迹治具及磁吸治具,该轨迹治具环绕设于该旋转动力输出轴并可被磁力吸引,该轨迹治具提供封闭的曲线轨迹且该曲线轨迹位在一个球面上,该曲线轨迹包括平移段及下凹段,该平移段的水平高度相同,该下凹段的水平高度低于该平移段的水平高度,该磁吸治具可滑移地设置于该曲线轨迹,该磁吸治具的两端分别设有磁吸件及第二枢转轴,该磁吸治具通过该磁吸件磁力吸附于该轨迹治具,该承托盘的远离该旋转中心的一侧枢接于该第二枢转轴;顶推模组,设置于该轨迹治具的远离该下凹段的一侧;以及外观判读模组,包括摄像镜头及判读控制器,该摄像镜头朝向该承托盘,该判读控制器信号连接该摄像镜头、该马达及该顶推模组,该判读控制器依据该摄像镜头拍摄的图像决定驱动该马达或该顶推模组。
3、可选地,该承托盘的承托表面设有容置槽,该容置槽的至少一端连通至该承托盘的边缘。
4、可选地,该球面的球心位于该旋转中心。
5、可选地,该旋转模组还包括齿轮组,该旋转动力输出轴包括彼此平行的主动轴及从动轴,该齿轮组包括设置于该主动轴的主动齿轮及设置于该从动轴的从动齿轮,该主动齿轮具有空齿。
6、可选地,还包括振动盘,该振动盘的输出口朝向该承托盘。
7、可选地,还包括运载轨道,设置于邻近该下凹段。
8、借此,本实用新型的非对称料件自动整列装置通过外观判读模组辨识出料件的朝向,并搭配整列旋转模组、承托模组、循迹模组及顶推模组的设置,让料件经判读后转至正向,可快速、可靠、自动地将不同朝向的料件整列成相同的朝向。
9、为能够更进一步了解本实用新型的特征及技术内容,请参阅以下有关实用新型的详细说明与附图,但是此说明与附图仅用来说明本实用新型,而非对本实用新型的权利范围作任何的限制。
技术特征:
1.一种非对称料件自动整列装置,其特征在于,所述非对称料件自动整列装置包括:
2.根据权利要求1所述的非对称料件自动整列装置,其特征在于,该承托盘的承托表面设有容置槽,该容置槽的至少一端连通至该承托盘的边缘。
3.根据权利要求1所述的非对称料件自动整列装置,其特征在于,该球面的球心位于该旋转中心。
4.根据权利要求1所述的非对称料件自动整列装置,其特征在于,该旋转模组还包括齿轮组,该旋转动力输出轴包括彼此平行的主动轴及从动轴,该齿轮组包括设置于该主动轴的主动齿轮及设置于该从动轴的从动齿轮,该主动齿轮具有空齿。
5.根据权利要求1所述的非对称料件自动整列装置,其特征在于,还包括振动盘,该振动盘的输出口朝向该承托盘。
6.根据权利要求1所述的非对称料件自动整列装置,其特征在于,还包括运载轨道,设置于邻近该下凹段。
技术总结
本技术提供一种非对称料件自动整列装置,包含:旋转模组、承托模组、循迹模组、顶推模组及外观判读模组,承托模组包括承托盘及第一枢转轴,承托盘的旋转中心枢接于第一枢转轴,循迹模组包括轨迹治具及磁吸治具,轨迹治具环绕设于旋转动力输出轴,轨迹治具提供封闭的曲线轨迹且位在一个球面上,曲线轨迹的下凹段的水平高度低于平移段的水平高度,磁吸治具可滑移地设置于曲线轨迹,磁吸治具通过磁吸件磁力吸附于轨迹治具,外观判读模组包括摄像镜头及判读控制器,判读控制器信号连接摄像镜头、马达及顶推模组,判读控制器依据摄像镜头拍摄的图像决定驱动马达或顶推模组。本技术的非对称扣件自动整列装置提供对料件快速、高效的自动整列。
技术研发人员:张智超,吴家荣
受保护的技术使用者:东莞倍力扣金属制品有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!