一种储料罐锥筒结构及其成型模具、储料罐的制作方法
本技术涉及储料罐,具体而言,涉及一种储料罐锥筒结构及其成型模具及储料罐。
背景技术:
1、储料罐是常用的物料储存装置,其锥筒结构是储料罐的重要组成部件之一,储料罐内部粉料通过下方的锥筒结构进行下料,现有的储料罐锥筒结构多为焊接式结构,例如通过极大尺寸的钢板弯曲后焊接成锥筒结构,或者先通过铸造形成多个较小尺寸的弧形板,然后将周向上多个弧形板再焊接为锥筒单元,轴向上的多个锥筒单筒再焊接为锥筒结构,这种焊接式锥筒结构不可避免会存在一些焊接缺陷;而且,对于由多块弧形板拼焊形成的锥筒结构来说,相邻的锥筒单元轴向定位比较困难。
技术实现思路
1、本实用新型旨在解决上述背景技术中的至少一个问题。
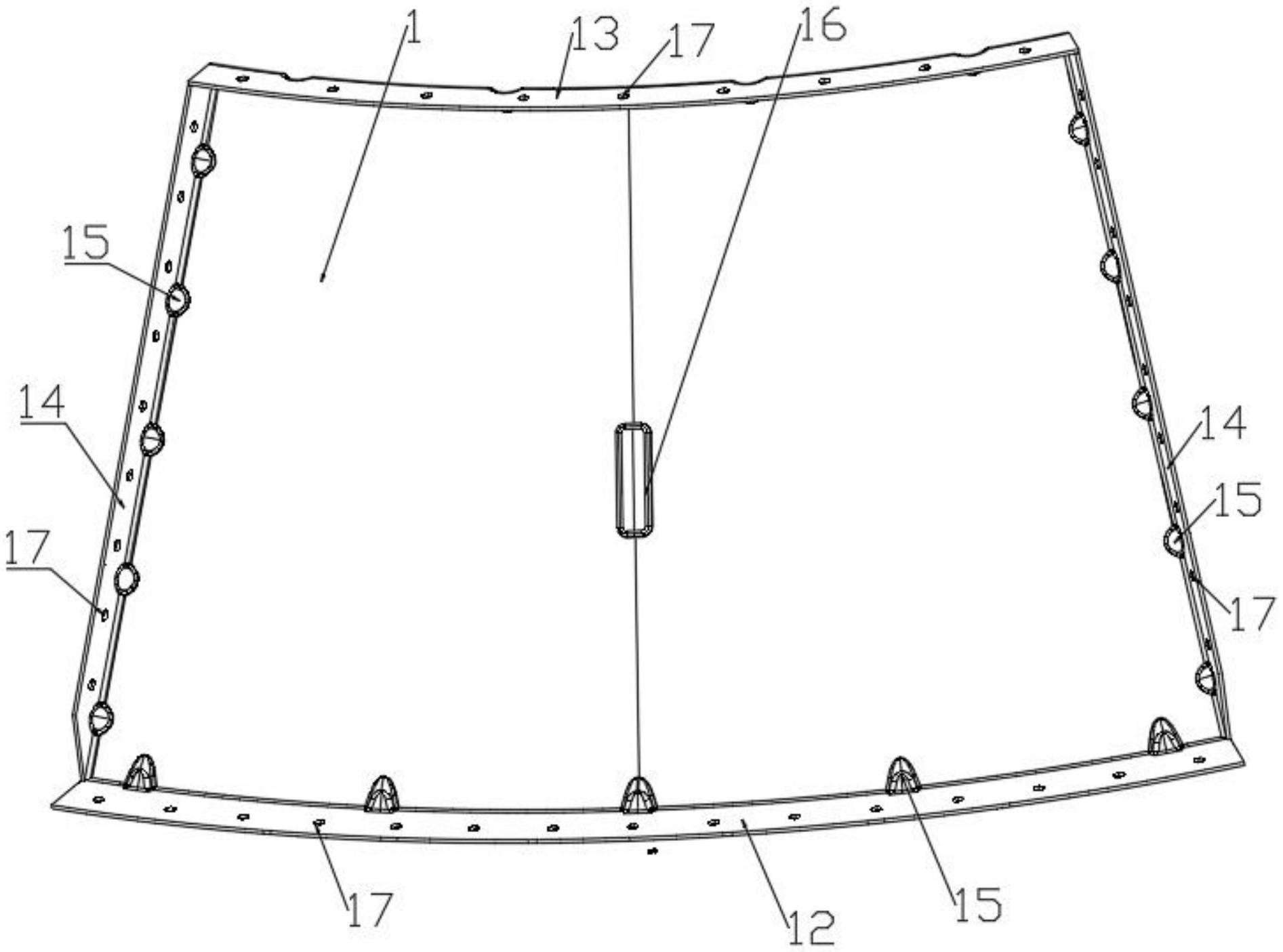
2、为解决上述问题,本实用新型提供一种储料罐锥筒结构,包括多个不同规格的锥筒单元,当多个所述锥筒单元的轴线共线设置时,多个所述锥筒单元的母线共线;每个所述锥筒单元包括多个弧形板本体,所述弧形板本体母线方向的一端设置有第一翻边,所述弧形板本体母线方向的另一端设置有第二翻边,所述弧形板本体周向两端分别设置有第三翻边,两个所述第三翻边的延长面相交于所述弧形板本体的轴线处,所述第一翻边和所述第二翻边相平行,且所述第一翻边与所述弧形板本体的横截面呈夹角设置,所述弧形板本体的横截面垂直于所述弧形板本体的轴线,其中,多个所述弧形板本体用于通过所述第三翻边连接以形成所述锥筒单元,在相邻两个所述锥筒单元中,一个所述锥筒单元用于通过所述第一翻边与另一个所述锥筒单元的所述第二翻边连接。
3、本实用新型提供的一种储料罐锥筒结构,相较于现有技术,具有但不局限于以下技术效果:
4、该储料罐锥筒结构不是一体成型结构,而是由多个锥体单元沿轴向依次连接形成,即多个锥筒单元的轴线共线设置时,多个锥筒单元的母线也共线,以使多个锥筒单元拼接后的储料罐锥筒结构呈一个锥筒状,而每个圆筒单元又是由多个弧形板本体沿周向依次连接形成,如此,在整车运输时,可以将多个弧形板本体叠放在一起进行运输,减小空间占用,也减小运输成本。
5、具体地,由于每个弧形板本体的周向两端分别设置有第三翻边,且第三翻边的延长面与弧形板本体的轴线共面设置,即,两个第三翻边的延长面相交于弧形板本体的轴线处如此,在每个圆筒单元拼接时,周向上相邻的弧形板本体可以通过第三翻边进行连接,进而形成整圆的锥筒单元,比如在第三翻边上设置有用于连接螺栓的螺栓孔;由于弧形板本体的母线方向的两端分别设置有第一翻边和第二翻边,在轴向相邻的两个锥筒单元拼接时,两个弧形板本体之间则可以通过第一翻边和第二翻边进行连接,比如在第一翻边和第二翻边上设置有用于连接螺栓的螺栓孔。由于第一翻边、第二翻边和两个第三翻边和弧形板本体是一体成型结构,如此,第一翻边、第二翻边和第三翻边可以提高弧形板本体刚度,相应地,弧形板本体也会提高第一翻边、第二翻边和第三翻边的法向刚度,最终提高整个锥筒单元乃至储料罐锥筒结构的刚度,不会比传统焊接式锥筒结构的刚度低,也避免了焊接缺陷。
6、除此之外,锥筒单元由于是由周向上多个弧形板本体拼接而成,该锥筒单元母线一端的多个第一翻边会拼接为一个呈锥筒状的第一翻边锥筒,锥筒单元母线另一端的多个第二翻边则会拼接为一个呈锥筒状的第二翻边锥筒,如此,两个锥筒单元轴向上拼接时,可以将上方锥筒单元底部的第二翻边锥筒套在下方锥筒单元顶部的第一翻边锥筒上,就可以使得上下两个锥筒单元的轴向定位准确,两个锥筒单元拼接时的轴向定位更便捷,而且,上方锥筒单元底部的第二翻边锥筒套在下方锥筒单元顶部的第一翻边锥筒上后,两个锥筒单元不会意外错位(比如不会水平错位),只有在轴向移动其中一个锥筒单元,才能使两个锥筒单元分离。
7、进一步地,所述第一翻边、所述第二翻边和所述第三翻边与所述弧形板本体的连接处设置有凸台结构;和/或,所述弧形板本体的设定位置凹陷形成有加强凸台。
8、进一步地,所述第一翻边、所述第二翻边和所述第三翻边分别设置有螺栓孔。
9、本实用新型还提供一种储料罐,包括支腿、仓顶、储料罐圆筒结构和如前所述的储料罐锥筒结构,所述储料罐圆筒结构的顶端与所述仓顶的底端连接,所述储料罐圆筒结构的底端与所述储料罐锥筒结构的顶端连接,所述支腿的顶端与所述储料罐圆筒结构或所述储料罐锥筒结构连接,所述支腿的底端用于支撑在地面上。
10、由于所述储料罐的技术改进和所述储料罐锥筒结构一样,因此不再对所述储料罐进行赘述。
11、本实用新型还提供一种储料罐锥筒结构的成型模具,用于冲压板材,所述板材包括扇形板,所述扇形板的两个圆弧端分别设置有第一延伸边和第二延伸边,所述扇形板的两个直线端分别设置有第三延伸边,所述储料罐锥筒结构的成型模具包括上模和下模,所述上模朝向所述下模的一侧设置有弧形芯板和楔块,所述弧形芯板的表面包括弧形凹面和设置于所述弧形凹面周边的第一直面、第二直面和两个第三直面,所述楔块设置有第一倾斜面;
12、所述下模朝向所述上模的一侧设置有弧形凹槽和滑块,所述弧形凹槽水平一侧设置有敞口,所述弧形凹槽的内壁包括弧形凸面、第四直面和两个第五直面,所述第四直面为所述弧形凹槽远离所述敞口的一侧内壁,所述滑块用于相对所述弧形凹槽移动以朝向或远离所述敞口,所述滑块朝向所述敞口的一侧设置有第六直面,所述滑块远离所述敞口的一侧设置有与所述第一倾斜面配合的第二倾斜面;
13、当所述上模向下运动时,通过所述第一倾斜面与所述第二倾斜面的配合,以使所述楔块驱动所述滑块水平朝向所述敞口移动;当所述上模与所述下模合模时,所述弧形凹面与所述弧形凸面之间用于将扇形板冲压形成弧形板本体,所述第一直面与所述第四直面之间用于将所述第一延伸边冲压形成第一翻边,所述第二直面和所述第六直面之间用于将所述第二延伸边冲压形成第二翻边,所述第三直面和所述第五直面之间用于将所述第三延伸边冲压形成第三翻边。
14、本实用新型提供的一种储料罐锥筒结构的成型模具,用于冲压形成前述的储料罐锥筒结构的弧形板本体。具体地,下模的底侧设置有具有一定厚度的弧形芯板,弧形芯板的表面包括弧形凹面、第一直面、第二直面和第三直面;上模的顶侧设置有弧形凹槽,且弧形凹槽水平一侧设置有敞口,弧形凹槽的内壁包括弧形凸面、第四直面和两个第五直面,上模上还设置有滑块,滑块朝向敞口的一侧设置有第六直面,滑块远离敞口的一侧设置有与第一倾斜面配合的第二倾斜面。如此,当所述上模向下运动时,由于所述第一倾斜面与所述第二倾斜面的配合关系,楔块随下模的下移,会驱动所述滑块水平朝向敞口移动,当所述上模与所述下模完成合模时,滑块的第六直面与弧形凸面位于敞口处的一端抵接,弧形凹面与弧形凸面之间将扇形板冲压形成弧形板本体,第一直面与第四直面之间将第一延伸边冲压形成第一翻边,第二直面和第六直面之间用于将第二延伸边冲压形成第二翻边,第三直面和第五直面之间用于将第三延伸边冲压形成第三翻边。可以通过一种冲压模具就能实现储料罐锥筒结构中一个规格锥筒单元中所有弧形板的冲压成型,提高自动化生产水平。
15、进一步地,所述弧形凹面与所述第一直面的连接处设置有凹点,所述弧形凹面与所述第二直面的连接处设置有所述凹点,所述弧形凸面与所述第三直面的连接处设置有所述凹点,所述弧形凸面与所述第四直面的连接处设置有凸点,所述弧形凸面与所述第五直面的连接处设置有所述凸点;
16、所述弧形凸面与所述第六直面的对接处设置有所述凸点,所述第六直面与所述弧形凸面的对接处设置有与所述凸点配合的缺口;或者,所述第六直面与所述弧形凸面的对接处设置有所述凸点,所述弧形凸面与所述第六直面的对接处设置有与所述凸点配合的缺口;
17、当所述上模与所述下模合模时,所述凹点与所述凸点之间用于形成凸台结构。
18、进一步地,所述弧形凸面设置有凸筋,所述弧形凹面设置有与所述凸筋对应的凹陷部,或者,所述弧形凸面的设置有凹陷部,所述弧形凹面设置有与所述凹陷部对应的凸筋;
19、当所述上模与所述下模合模时,所述凸筋与所述凹陷部之间用于形成加强凸台。
20、进一步地,所述第四直面远离所述弧形凸面的一端设置有第一支撑槽边,所述第五直面远离所述弧形凸面的一端设置有第三支撑槽边,所述第六直面远离所述弧形凸面的一端设置有第二支撑槽边,其中,所述第一支撑槽边用于支撑所述第一延伸边,所述第三支撑槽边用于支撑所述第三延伸边,所述第二支撑槽边用于支撑所述第二延伸边。
21、进一步地,所述下模上设置有复位机构,所述复位机构与所述滑块连接,所述复位机构用于驱动所述滑块远离所述敞口。
22、进一步地,所述滑块的两端分别设置有延伸凸肩,所述下模上设置有第一限位组件和第二限位组件,所述第一限位组件包括两对第一限位板,每对所述第一限位板分别抵接于对应所述延伸凸肩的上下两侧,所述第二限位组件包括两个第二限位板,两个所述第二限位板分别抵接于两个所述延伸凸肩相远离的一侧。
- 还没有人留言评论。精彩留言会获得点赞!