一种塑料灯壳初坯上料装置的制作方法
本技术涉及灯壳生产,具体是涉及一种塑料灯壳初坯上料装置。
背景技术:
1、照明设计与人类文明的发展密不可分,随着现代科技的快速进展,不断促成新式照明与灯具的问世,亦使得灯具不再只是提供单纯照明功能,更像是空间照明的艺术品;其次,现代照明灯除了必须由光电组件的运作而产生光源之外,还会在光电组件的外部罩设一灯壳,以对光电组件提供应有的屏蔽,以及提供更好的光源输出作用与进阶的光源投射效果。
2、目前,随着高功率低热度的光源不断被开发,很多灯壳的材料已由塑料取代传统的玻璃材质。在这些塑料灯壳的生产制作的过程中,一般是先将塑形材料注入一注塑设备中,使该塑形材料形成一初坯,接着再将该初坯置入一吹塑设备并将气体灌入到该初坯中,从而利用这些气体的压力将该初坯吹胀,以完成该塑料灯壳的成品。
3、其中,在将初坯输送至吹塑设备的过程中一般会使用到一种上料机构。授权公告号cn203187005u公开了一种双端灯泡自动上料机构,其具体公开了包括用于对灯壳上有凸点的双端灯泡进行排料的振动排料机构,所述振动排料机构设有排出双端灯泡的排料出口;用于运送双端灯泡的运料机构,所述运料机构始端口与振动排料机构的排料出口相连;用于将双端灯泡转移至下一道工序的夹送料机构;所述振动排料机构内部设置有螺旋上升的轨道的振动盘,所述振动盘的内壁设置有至少一段随轨道上升而逐渐升高的圆杆,所述圆杆的始端位于振动盘与轨道的交接处,末端离轨道上表面的高度不小于双端灯泡灯壳上的凸点到相对侧面的厚度。
4、由于上述的自动上料机构在上料过程中使用的是振动盘排料,如果使用这类型的上料机构进行初坯的上料,其具体是利用振动而促使初坯移动的,但由于初坯是塑料制成的,且其在振动输送的过程中由于需要一直对初坯进行振动,从而很容易会使初坯的外表面在振动盘上由于频繁摩擦而被刮花,进而容易影响到产品的质量,不利于生产制作。
技术实现思路
1、针对以上现有技术所存在的问题,本实用新型的目的是提供一种塑料灯壳初坯上料装置,其可以实现自动化的上料,且其采用了新设计的排料盘进行初坯的排料而不采用振动盘进行输送,其能够降低初坯在输送过程中被刮花的概率,保证了产品的质量。
2、为了实现上述目的,本实用新型的技术方案是:
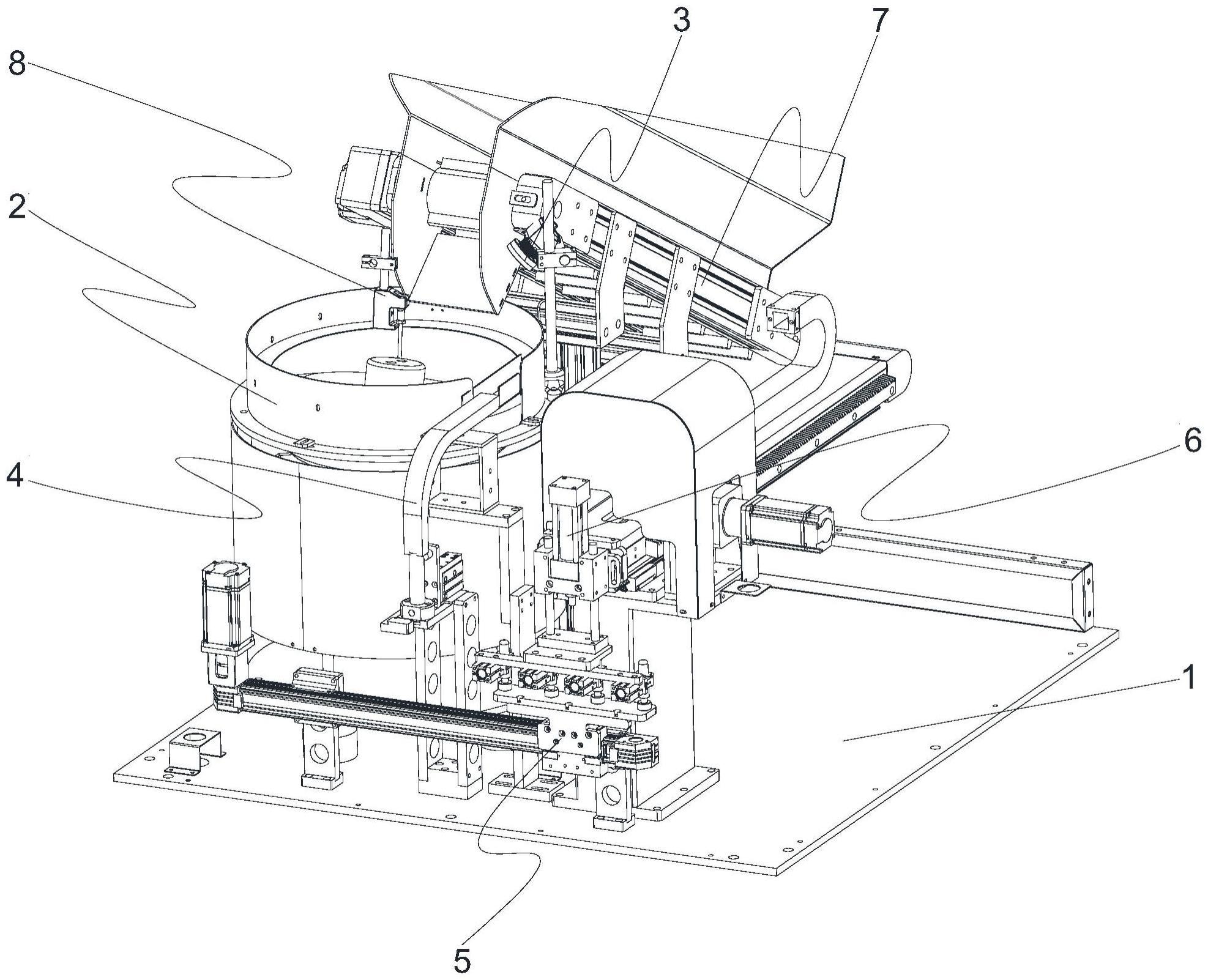
3、一种塑料灯壳初坯上料装置,包括有依次配合地安装在机座上的排料机构、不良品剔除机构、放料机构、定位机构和夹取机构;所述排料机构包括有排料盘;所述排料盘包括有倾斜设置的储料斜板、环绕在所述储料斜板四周的且顶面为一条环形排料通道的排料部以及用于分别驱动所述储料斜板和所述排料部自转的排料驱动设备;所述储料斜板的侧边连通所述环形排料通道且所述环形排料通道连通所述放料机构。
4、对于以上技术方案的附加结构,还包括以下方案:
5、进一步地,还包括有用于将初坯输入至所述储料斜板上的输料机构。
6、进一步地,还包括有产品数量检测机构;所述产品数量检测机构包括有固定在所述储料斜板上方的固定座、上端铰接在所述固定座一侧的且下端靠近储料斜板的摆杆以及安装在所述固定座上的且用于检测所述摆杆的摆动数据的传感器;所述摆杆用于与所述储料斜板上的初坯碰撞,以实现向外摆动;当所述传感器感应到所述摆杆在单位时间内的摆动次数小于预设值时,所述输料机构启动并自动地将初坯输入至所述储料斜板上;当所述传感器感应到所述摆杆在单位时间内的摆动次数等于或大于预设值时,所述输料机构停止。
7、进一步地,所述输料机构包括有通过输料电机驱动的输送带和设置在所述输送带的四周外侧的输送挡板。
8、进一步地,所述不良品剔除机构包括有正对所述环形排料通道的视觉摄像头和位于所述环形排料通道外侧的且可朝向所述储料斜板方向吹气的气管;所述视觉摄像头的检测区域和所述气管的吹气区域均位于所述放料机构的入口前。
9、进一步地,所述放料机构包括有放料管、放料气缸、堵头和堵板;所述放料管的入料端连接所述环形排料通道并用于输入初坯,出料端用于连接所述定位机构并用于放出初坯;所述堵头和所述堵板分别安装在所述放料气缸的输出轴上;所述堵板可用于盖设在所述放料管的出口且在所述堵板上设置有一与所述放料管的出口对应的放料通孔;在所述放料管的出料端的侧边上设置有一穿孔;所述放料气缸可驱动所述堵头与所述穿孔卡合或分离以及驱动所述放料通孔与所述放料管的出口对准或错位,以控制所述初坯的放料。
10、进一步地,所述定位机构包括有固定在所述机座上的第一线性模组、对应地位于所述放料机构的出口外的且可水平移动地安装在所述第一线性模组的滑块上的滑座以及固定在所述滑座上的且用于供初坯套设的若干个依次排布的定位杆。
11、进一步地,所述夹取机构包括有固定在所述机座上的第二线性模组、可水平移动地安装在所述第二线性模组的滑块上的夹取气缸和可上下移动地连接在所述夹取气缸的输出轴上的且用于夹取初坯的手指气缸。
12、进一步地,所述排料驱动设备包括有用于驱动所述储料斜板自转的第一排料电机和用于驱动所述排料部自转的第二排料电机。
13、本实用新型的有益效果为:
14、(1)本实用新型通过相互配合的排料机构、不良品提出机构、放料机构、定位机构和夹取机构可实现自动化的产品上料,提高了生产效率,同时,通过将排料盘设置为包括可倾斜地自转的储料斜板和设置有环形排料通道的排料部,使得排料盘在启动的时候,储料斜板可以在转动过程中驱动初坯进入到环形排料通道上,接着再由转动的排料部将其输入到放料机构上。因此,本实用新型的排料盘采用旋转的方式来进行初坯的排料,不会出现一直对初坯进行振动的情况,这种方式可以使初坯在输送的过程中不容易发生刮花,对产品所起到的保护效果好,降低了产品被刮花的概率,也保证了产品的质量,其与现有技术中的采用振动盘进行输送的方式不同。
15、(2)本实用新型通过设置相互配合的输料机构与产品数量检测机构,从而使得产品数量检测机构通过检测摆杆在单位时间内的摆动数据进而可实现控制输送带的启停,以方便实现初坯的自动输送,也能够避免储料斜板上的初坯数量过多而出现堆积,亦即其可以方便地对储料斜板上的产品数量进行控制,以防止大量初坯之间在转动时出现频繁碰撞而造成刮花,另外,这种设计还可以使得工人只需在输料机构上预先放置好较多的初坯即可,不需要随时留意排料盘上的初坯数量,使用非常方便。
技术特征:
1.一种塑料灯壳初坯上料装置,其特征在于:
2.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
3.根据权利要求2所述的塑料灯壳初坯上料装置,其特征在于:
4.根据权利要求3所述的塑料灯壳初坯上料装置,其特征在于:
5.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
6.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
7.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
8.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
9.根据权利要求1所述的塑料灯壳初坯上料装置,其特征在于:
技术总结
本技术公开了一种塑料灯壳初坯上料装置,包括有依次配合地安装在机座上的排料机构、不良品剔除机构、放料机构、定位机构和夹取机构;排料机构包括有排料盘;排料盘包括有倾斜设置的储料斜板、环绕在储料斜板四周的且顶面为一条环形排料通道的排料部以及用于分别驱动储料斜板和排料部自转的排料驱动设备;储料斜板的侧边连通环形排料通道且环形排料通道连通放料机构。本技术的排料盘采用旋转的方式来进行初坯的排料,不会出现一直对初坯进行振动的情况,这种方式可以使初坯在输送的过程中不容易发生刮花,对产品所起到的保护效果好,降低了产品被刮花的概率,也保证了产品的质量。
技术研发人员:卢坚裕
受保护的技术使用者:东莞市星润诚实业有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!