自动下料装置的制作方法
本技术涉及机械生产,特别涉及一种自动下料装置。
背景技术:
1、现有技术中,空调阀是空调当中的重要组成件,其加工生产要求非常高。空调阀加工完成后需要清洗,在下料、搬运、清洗的过程中很容易将阀体碰伤。下料过程中,传统的下料方式为:气动夹手夹持加工好的空调阀放在输送带上,输送带输送出机床,人工再摆放,需要多次卸料,摆料,容易碰伤阀体;效率低,耗费人力。
技术实现思路
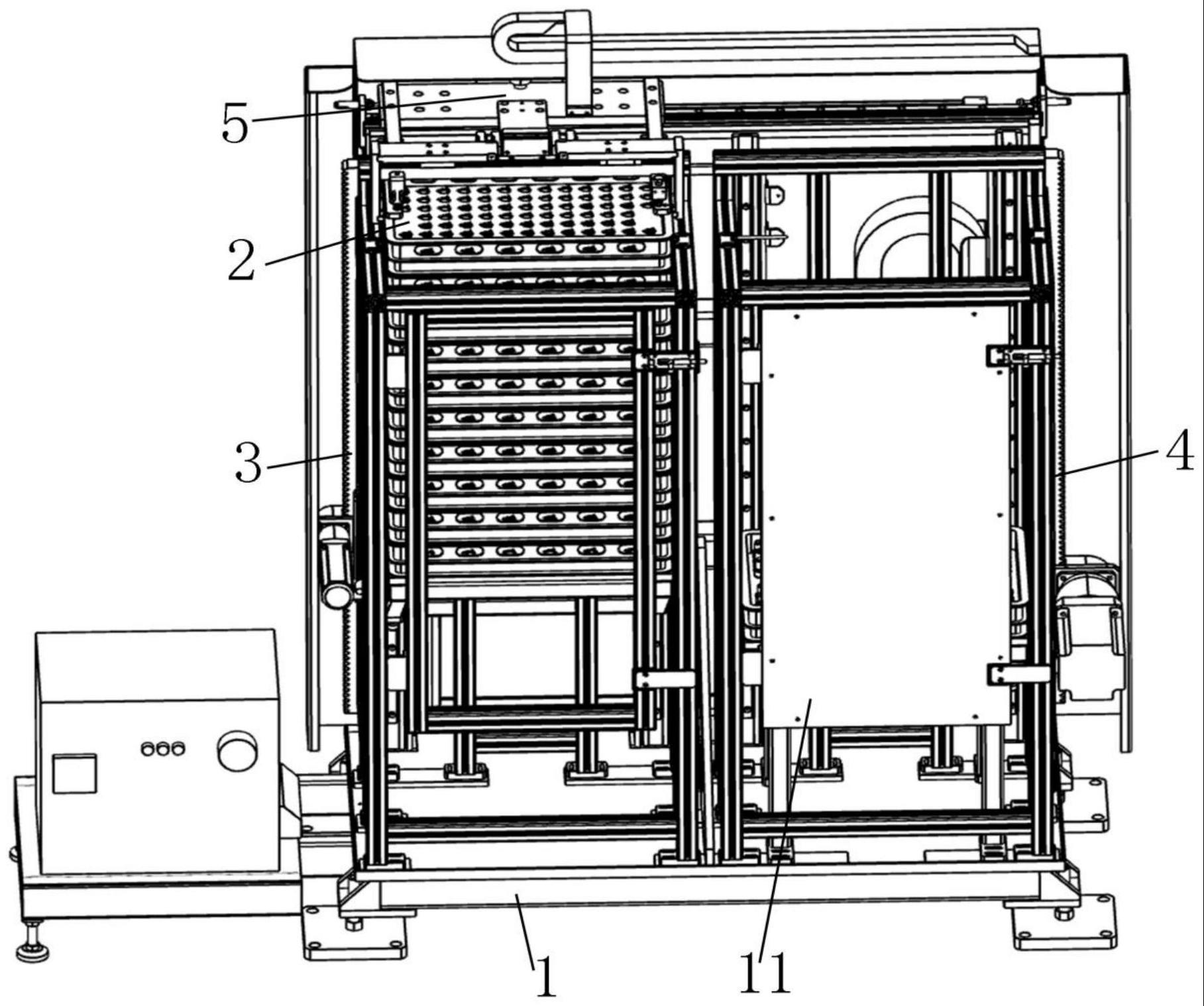
1、根据本实用新型实施例,提供了一种自动下料装置,用于空调阀的下料,包含:机架和料框,还包含固定在机架上的:上料模块、下料模块和移料模块;
2、料框放置在上料模块内,上料模块驱动待摆料的料框上移至设定位置;
3、移料模块与上料模块相衔接,移料模块驱动摆好物料的料框移动;
4、下料模块与移料模块相衔接,下料模块驱动料框下移至设定位置。
5、进一步,料框内部设有若干凹槽,凹槽用于放置物料,料框相对的两侧设有相对的提孔。
6、进一步,机架侧面固定有防护门。
7、进一步,上料模块包含:第一支撑件、第一驱动组件和第一检测件;第一驱动组件固定在机架上并与第一支撑件相连,驱动第一支撑件竖直方向移动,第一支撑件支撑料框;第一检测件固定在机架顶部,第一检测件检测料框的位置;
8、下料模块包含:第二支撑件、第二驱动组件和第二检测件;第二驱动组件固定在机架上并与第二支撑件相连,驱动第二支撑件竖直方向移动,第二支撑件支撑料框;第二检测件固定在机架顶部,第二检测件检测第二支撑件的位置。
9、进一步,第一驱动组件包含:第一齿条、第一齿轮和第一伺服电机;第一齿条竖直固定在机架一侧,第一齿条与第一齿轮相接且相啮合;第一齿轮和第一伺服电机固定在第一支撑件上,第一伺服电机的输出端与第一齿轮相连,驱动第一齿轮沿第一齿条转动,以带动第一支撑件沿第一齿条上下移动;
10、第二驱动组件包含:第二齿条、第二齿轮和第二伺服电机;第二齿条竖直固定在机架另一侧,第二齿条与第二齿轮相接且相啮合;第二齿轮和第二伺服电机固定在第二支撑件上,第二伺服电机的输出端与第二齿轮相连,驱动第二齿轮沿第二齿条转动,以带动第二支撑件沿第二齿条上下移动。
11、进一步,第一驱动组件还包含:第一直线导轨,第一直线导轨竖直固定在机架上,第一直线导轨的滑块与第一支撑件相连;
12、第二驱动组件还包含:第二直线导轨,第二直线导轨竖直固定在机架上,第二直线导轨的滑块与第二支撑件相连。
13、进一步,移料模块包含:滑动组件、夹持组件和驱动件;
14、滑动组件固定在机架顶部;
15、驱动件固定在机架上并与滑动组件相连,驱动滑动组件滑动;
16、夹持组件固定在滑动组件上,夹持组件与上料模块和下料模块相衔接,夹持组件夹持料框。
17、进一步,滑动组件包含:第一水平直线导轨、滑板和接近开关;
18、第一水平直线导轨固定在机架顶部;
19、滑板滑动安装在第一水平直线导轨上,滑板与驱动件相连;
20、接近开关安装在滑板上,检测料框的位置。
21、进一步,夹持组件包含:阔形气爪和一对夹勾;
22、阔形气爪固定在滑板上,阔形气爪的两个输出端分别与一对夹勾相连,驱动一对夹勾合拢或分开,夹勾用于夹持料框。
23、进一步,夹持组件还包含:第二水平直线导轨,第二水平直线导轨固定在滑板上,一对夹勾滑动安装在第二水平直线导轨上。
24、根据本实用新型实施例的自动下料装置,能够降低阀体不良率;节省时间,提高生产效率;结构紧凑,占地面积小,实用性强。
25、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种自动下料装置,用于空调阀的下料,包含:机架和料框,其特征在于,还包含固定在机架上的:上料模块、下料模块和移料模块;
2.如权利要求1所述自动下料装置,其特征在于,所述料框内部设有若干凹槽,所述凹槽用于放置物料,所述料框相对的两侧设有相对的提孔。
3.如权利要求1所述自动下料装置,其特征在于,所述机架侧面固定有防护门。
4.如权利要求1所述自动下料装置,其特征在于,
5.如权利要求4所述自动下料装置,其特征在于,
6.如权利要求4所述自动下料装置,其特征在于,
7.如权利要求1所述自动下料装置,其特征在于,所述移料模块包含:滑动组件、夹持组件和驱动件;
8.如权利要求7所述自动下料装置,其特征在于,所述滑动组件包含:第一水平直线导轨、滑板和接近开关;
9.如权利要求8所述自动下料装置,其特征在于,所述夹持组件包含:阔形气爪和一对夹勾;
10.如权利要求9所述自动下料装置,其特征在于,所述夹持组件还包含:第二水平直线导轨,所述第二水平直线导轨固定在所述滑板上,所述一对夹勾滑动安装在所述第二水平直线导轨上。
技术总结
本技术公开了一种自动下料装置,用于空调阀的下料,包含:机架和料框,还包含固定在机架上的:上料模块、下料模块和移料模块;料框放置在上料模块内,上料模块驱动待摆料的料框上移至设定位置;移料模块与上料模块相衔接,移料模块驱动摆好物料的料框移动;下料模块与移料模块相衔接,下料模块驱动料框下移至设定位置。本技术能够降低阀体不良率;节省时间,提高生产效率;结构紧凑,占地面积小,实用性强。
技术研发人员:康开一
受保护的技术使用者:罗夯智能科技(上海)有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!