输液袋多工位尾灌装置及输液袋尾灌式制备设备的制作方法
本技术涉及输液袋灌装,特别地,涉及一种输液袋多工位尾灌装置。此外,本技术还涉及一种包括上述输液袋多工位尾灌装置的输液袋尾灌式制备设备。
背景技术:
1、在输液袋的袋体成型后,需要将药液灌入袋体内,且输液袋的袋体的头部开口上需要焊接输液袋盖,以在输注针穿刺时抱紧密封输注针,若先从输液袋的袋体的头部开口灌装药液,再焊接输液袋盖,焊接时易产生不容物掉落至药液中,严重影响药液质量,若先焊接输液袋盖,再灌入药液,则会破坏输液袋盖的密封性能,为了解决上述问题,现有的输液袋制备时,通常先焊接输液袋盖,再从输液袋的袋体尾部开口灌入药液。
2、如中国发明专利申请cn105270659a公开了一种尾灌双硬管非pvc软袋大输液自动生产线,包括机架及环形传送带,机架上设有接口传送部件和沿环形传送带输送方向依次连接的印字部件、拉膜部件、制袋部件、接口热焊部件、接口热焊与去废角部件、接口冷焊与去废边部件、剔除废袋部件及袋转移部件,袋转移部件后侧依次设有灌装部件、尾部封口部件,袋转移部件、灌装部件、尾部封口部件均与转盘部件相配合。本发明将膜材经过印字,袋成型,焊接接口,剔除废角、废边,剔除废袋,灌装,尾部封口与焊接等工序依次连接,在一台机器上实现非pvc双硬管尾灌软袋大输液自动生产,形成双硬管尾灌软袋大输液自动生产自动生产线;且去除热熔焊接盖工序,减少药液中的不容物。
3、然而,上述的软袋生产线,在软袋尾灌过程中,通过转盘部件转动输送软袋,且只设置了一个灌装部件来进行软袋的单次灌装,而各个部件中的软袋完成相应工序的时间虽然不相同,但转盘部件是同时进行多个部件中软袋的转动输送,因此,转盘部件需等待时间最久的部件完成对应工序后才能继续转动输送软袋,通常灌装工序所耗费的时间最长,特别是在进行大规格的软袋灌装时,且单次灌装会大大延长灌装时间,进而降低软袋输送效率,从而降低尾灌式软袋的制备效率,但若简单增加多个灌装部件,由于转盘部件上的输送通道的行程固定,又会导致转盘部件的空间布局不合理,易使得部件之间相互磕碰损伤。
技术实现思路
1、本实用新型提供了一种输液袋多工位尾灌装置及输液袋尾灌式制备设备,以解决现有的输液袋尾灌装置,尾灌时间久,输送等待时间长,灌装效率低的技术问题。
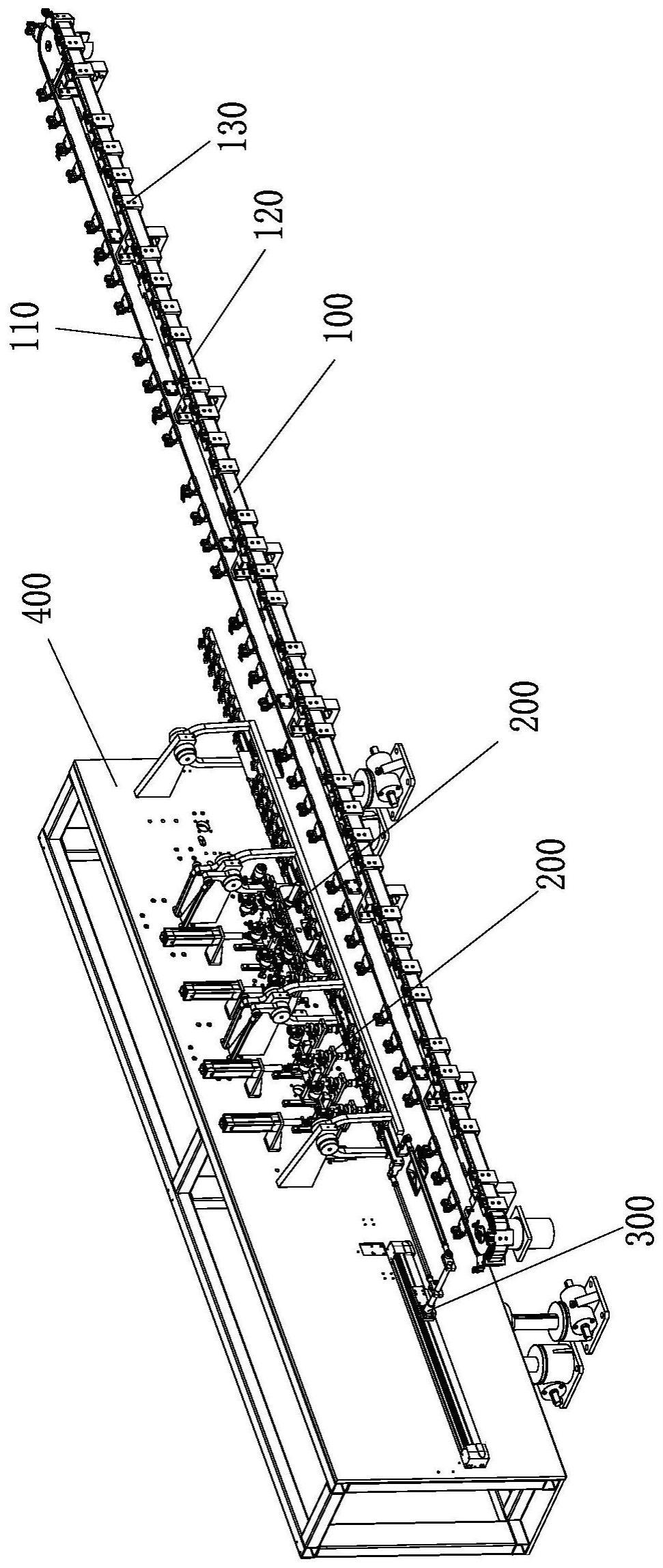
2、根据本实用新型的一个方面,提供一种输液袋多工位尾灌装置,包括传袋组件、灌装组件和夹袋组件,传袋组件呈直线式布设并用于夹持输液袋的袋口以输送输液袋,夹袋组件呈直线式布设并处于传袋组件的上方,夹袋组件用于夹持输液袋的袋尾以随传袋组件同步输送输液袋或者松开输液袋的袋尾以反向复位,灌装组件布设于夹袋组件的上方并用于将药液灌装至输液袋内,多个灌装组件沿传袋组件的输送方向间隔排布。
3、作为上述技术方案的进一步改进:
4、进一步地,输液袋多工位尾灌装置还包括升降机架,升降机架的升降端分别支撑灌装组件和夹袋组件并用于带动灌装组件和夹袋组件同步竖向升降。
5、进一步地,灌装组件包括密封机构、灌装机构以及吹气机构,密封机构开设有用于包覆的输液袋的袋尾的密封腔,灌装机构用于伸入至密封腔的输液袋内以与密封机构配合形成封闭腔室进而对输液袋进行密封灌装药液,吹气机构和灌装机构连通并用于在灌装前向输液袋内吹入气体以撑开输液袋。
6、进一步地,密封机构包括回转驱动件、联动凸轮、第一联动杆、第一密封板、第二联动杆和第二密封板,回转驱动件沿竖向布设于升降机架上,联动凸轮固定套设于回转驱动件的回转端上,联动凸台的径向两侧壁上分别设有径向向外延伸形成的第一连接部和第二连接部,第一连接部和第二连接部沿回转驱动件的轴向对称排布,第一联动杆分别与第一连接部和第一密封板铰接,第二联动杆分别与第二连接部和第二密封板铰接,第一密封板和第二密封板相对布设并用于靠拢后围合形成密封腔或者分离后打开密封腔。
7、进一步地,灌装机构包括固定布设于升降机架上的气缸安装板、布设于气缸安装板上的升降气缸、与升降气缸的输出端连接的升降安装板,以及布设于升降安装板上并与密封腔对应布设的灌装头,灌装头内开设有用于向输液袋内灌装药液的灌装通道。
8、进一步地,灌装头内还开设有与灌装通道分隔的用于连通输液袋的内部腔体的输气通道,吹气机构包括与输气通道连通的进气管道以及与进气管道连通的供气件。
9、进一步地,夹袋组件包括剪刀臂机构、第一夹袋件、第二夹袋件以及夹袋驱动件,升降机架的升降端分别支撑剪刀臂机构和夹袋驱动件,剪刀臂机构设有相对布设的两个自由端并用于带动两个自由端相互靠近或者相互远离,第一夹袋件可滑动地布设于剪刀臂机构的其中一个自由端上,第二夹袋件可滑动地布设于剪刀臂机构的另一个自由端上,夹袋驱动件分别与第一夹袋件和第二夹袋件连接并用于带动第一夹袋件和第二夹袋件在直线方向上同步同向运动且往返滑动。
10、进一步地,剪刀臂机构包括布设于升降机架的升降端上的支撑悬臂、呈剪刀式布设并与支撑悬臂铰接的支撑剪刀以及活动端与支撑剪刀连接的剪刀驱转件,剪刀臂机构的两个自由端布设于支撑剪刀上。
11、进一步地,传袋组件包括呈直线布设的传袋安装座、回转套设于传袋安装座上的用于输送输液袋的传送带以及布设于传送带上的用于夹持输液袋的袋口的传袋夹具,多个传袋夹具间隔排布于传送带上。
12、根据本实用新型的另一方面,还提供了一种输液袋尾灌式制备设备其包括上述的输液袋多工位尾灌装置。
13、本实用新型具有以下有益效果:
14、本实用新型的输液袋多工位尾灌装置,通过传袋组件夹持输液袋的袋口,再通过处于传袋组件的上方的夹袋组件夹持输液袋的袋尾,以使输液袋的尾部朝上,便于灌装,且通过传袋组件和夹袋组件同时运动以沿直线输送输液袋,大大提高了输液袋过程中的稳定性,从而可通过大幅提高输送速度,来提高输送效率,且在输液袋输送到位后,夹袋组件松开输液袋的袋尾以反向复位,以实现对输液袋的持续输送,且随着输液袋的直线式输送,通过夹袋组件上方的多个灌装组件形成多个灌装工位来依次对同一个输液袋进行多次灌装,以大大缩短单个灌装组件的灌装时间,减少传袋组件和夹袋组件的等待时间,从而缩短多个输液袋的灌装周期,提高灌装效率,且直线式输送的传袋组件和夹袋组件的输送行程调节方便,以便于根据生产需求灵活设置相应数量灌装组件,空间布局方便合理,本方案通过传袋组件、多个灌装组件和夹袋组件相互协同配合,实现对输液袋的多次灌装,相对于现有技术,单个灌装组件的尾灌时间短,传袋组件和夹袋组件的输送等待时间短,且输送稳定性高,有利于提高输送速度,大大缩短了多个输液袋的灌装周期,灌装效率高,且直线式输送便于调节输送行程,利于多个灌装组件合理布局,实用性强,适于广泛推广和应用。
15、除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
技术特征:
1.一种输液袋多工位尾灌装置,其特征在于,包括传袋组件(100)、灌装组件(200)和夹袋组件(300),传袋组件(100)呈直线式布设并用于夹持输液袋的袋口以输送输液袋,夹袋组件(300)呈直线式布设并处于传袋组件(100)的上方,夹袋组件(300)用于夹持输液袋的袋尾以随传袋组件(100)同步输送输液袋或者松开输液袋的袋尾以反向复位,灌装组件(200)布设于夹袋组件(300)的上方并用于将药液灌装至输液袋内,多个灌装组件(200)沿传袋组件(100)的输送方向间隔排布。
2.根据权利要求1所述的输液袋多工位尾灌装置,其特征在于,输液袋多工位尾灌装置还包括升降机架(400),升降机架(400)的升降端分别支撑灌装组件(200)和夹袋组件(300)并用于带动灌装组件(200)和夹袋组件(300)同步竖向升降。
3.根据权利要求2所述的输液袋多工位尾灌装置,其特征在于,灌装组件(200)包括密封机构(210)、灌装机构(220)以及吹气机构(230),密封机构(210)开设有用于包覆的输液袋的袋尾的密封腔,灌装机构(220)用于伸入至密封腔的输液袋内以与密封机构(210)配合形成封闭腔室进而对输液袋进行密封灌装药液,吹气机构(230)和灌装机构(220)连通并用于在灌装前向输液袋内吹入气体以撑开输液袋。
4.根据权利要求3所述的输液袋多工位尾灌装置,其特征在于,密封机构(210)包括回转驱动件(211)、联动凸轮(212)、第一联动杆(213)、第一密封板(214)、第二联动杆(215)和第二密封板(216),回转驱动件(211)沿竖向布设于升降机架(400)上,联动凸轮(212)固定套设于回转驱动件(211)的回转端上,联动凸台的径向两侧壁上分别设有径向向外延伸形成的第一连接部和第二连接部,第一连接部和第二连接部沿回转驱动件(211)的轴向对称排布,第一联动杆(213)分别与第一连接部和第一密封板(214)铰接,第二联动杆(215)分别与第二连接部和第二密封板(216)铰接,第一密封板(214)和第二密封板(216)相对布设并用于靠拢后围合形成密封腔或者分离后打开密封腔。
5.根据权利要求3所述的输液袋多工位尾灌装置,其特征在于,灌装机构(220)包括固定布设于升降机架(400)上的气缸安装板(221)、布设于气缸安装板(221)上的升降气缸(222)、与升降气缸(222)的输出端连接的升降安装板(223),以及布设于升降安装板(223)上并与密封腔对应布设的灌装头(224),灌装头(224)内开设有用于向输液袋内灌装药液的灌装通道。
6.根据权利要求5所述的输液袋多工位尾灌装置,其特征在于,灌装头(224)内还开设有与灌装通道分隔的用于连通输液袋的内部腔体的输气通道,吹气机构(230)包括与输气通道连通的进气管道(231)以及与进气管道(231)连通的供气件(232)。
7.根据权利要求2所述的输液袋多工位尾灌装置,其特征在于,夹袋组件(300)包括剪刀臂机构(310)、第一夹袋件(320)、第二夹袋件(330)以及夹袋驱动件(340),升降机架(400)的升降端分别支撑剪刀臂机构(310)和夹袋驱动件(340),剪刀臂机构(310)设有相对布设的两个自由端并用于带动两个自由端相互靠近或者相互远离,第一夹袋件(320)可滑动地布设于剪刀臂机构(310)的其中一个自由端上,第二夹袋件(330)可滑动地布设于剪刀臂机构(310)的另一个自由端上,夹袋驱动件(340)分别与第一夹袋件(320)和第二夹袋件(330)连接并用于带动第一夹袋件(320)和第二夹袋件(330)在直线方向上同步同向运动且往返滑动。
8.根据权利要求7所述的输液袋多工位尾灌装置,其特征在于,剪刀臂机构(310)包括布设于升降机架(400)的升降端上的支撑悬臂(311)、呈剪刀式布设并与支撑悬臂(311)铰接的支撑剪刀(312)以及活动端与支撑剪刀(312)连接的剪刀驱转件(313),剪刀臂机构(310)的两个自由端布设于支撑剪刀(312)上。
9.根据权利要求1-8中任意一项所述的输液袋多工位尾灌装置,其特征在于,传袋组件(100)包括呈直线布设的传袋安装座(110)、回转套设于传袋安装座(110)上的用于输送输液袋的传送带(120)以及布设于传送带(120)上的用于夹持输液袋的袋口的传袋夹具(130),多个传袋夹具(130)间隔排布于传送带(120)上。
10.一种输液袋尾灌式制备设备,其特征在于,包括权利要求1-9中任意一项所述的输液袋多工位尾灌装置。
技术总结
本技术公开了一种输液袋多工位尾灌装置,包括传袋组件、灌装组件和夹袋组件,传袋组件呈直线式布设并用于夹持输液袋的袋口以输送输液袋,夹袋组件呈直线式布设并处于传袋组件的上方,夹袋组件用于夹持输液袋的袋尾以随传袋组件同步输送输液袋或者松开输液袋的袋尾以反向复位,灌装组件布设于夹袋组件的上方并用于将药液灌装至输液袋内,多个灌装组件沿传袋组件的输送方向间隔排布。此外,本技术还公开了一种包括上述输液袋多工位尾灌装置的输液袋尾灌式制备设备。
技术研发人员:陈欢,刘祥华
受保护的技术使用者:湖南千山制药机械股份有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!