一种预埋槽道型钢抓取转运装置的制作方法
本技术涉及夹持转运设备,具体涉及一种预埋槽道型钢抓取转运装置。
背景技术:
1、预埋槽道为预埋在隧道衬砌内部的用于固定接触网吊柱及附加导线支架等设备的锚固件。
2、在预埋槽道制作生产过程中,槽道转运大多采用整捆吊装或者解捆人工搬抬,不方便操作,生产效率低,耗费人工较多;并且在现有的人工搬运过程中,预埋槽道在多次人工搬运过程中使得槽道表层铁锈不断的掉落产生扬尘,操作工人的工作环境极差。操作人员长时间身处这种工作环境,极易对身心健康产生不利影响,更有出现职业病的风险。
技术实现思路
1、本实用新型为解决现有技术的不足,目的在于提供一种预埋槽道型钢抓取转运装置,采用本方案,通过倾斜的容纳槽,使若干槽道在自重作用下排列整体,且通过可倾斜摆动的夹取装置,能更稳定的快速夹持槽钢,从而实现机械化快速转运,提高了槽钢的制作效率。
2、本实用新型通过下述技术方案实现:
3、一种预埋槽道型钢抓取转运装置,包括:
4、毛坯槽道存放架,所述毛坯槽道存放架上带有若干间隔排布的支架,所述支架上带有容纳槽,所述容纳槽的底部为倾斜面;
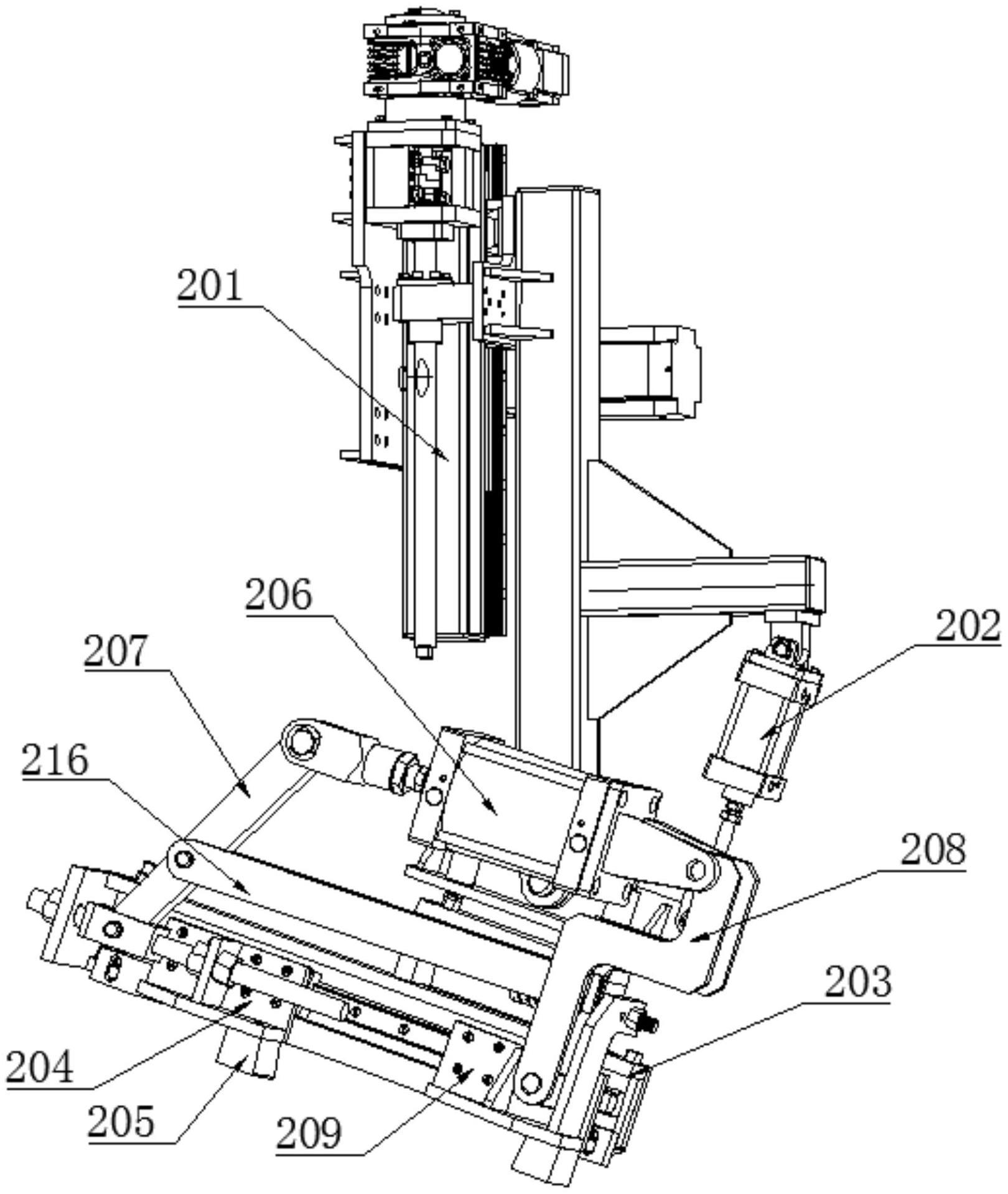
5、夹取装置,所述夹取装置包括起升放料架、夹持组件和伸缩件,所述起升放料架用于带动所述夹持组件升降;所述夹持组件用于夹持槽道;
6、所述夹持组件和所述起升放料架铰接:所述夹持组件的夹持端能在竖直平面内旋转;所述伸缩件的两端分别和所述夹持组件与所述起升放料架铰接,所述伸缩件的伸缩用于带动所述夹持组件的夹持端转动。
7、相对于现有技术中,在预埋槽道制作生产过程中,槽道转运大多采用整捆吊装或者解捆人工搬抬,不方便操作,生产效率低,耗费人工较多等问题,本实用新型提供了一种预埋槽道型钢抓取转运装置,采用本方案,通过倾斜的容纳槽,使若干槽道在自重作用下排列整体,且通过可倾斜摆动的夹取装置,能更稳定的快速夹持槽钢,从而实现机械化快速转运,提高了槽钢的制作效率。
8、具体方案中,包括毛坯槽道存放架,在毛坯槽道存放架上,沿自身长度方向上依次间隔排布有若干支架,每个支架上均带有容纳槽,容纳槽用于放置槽钢,另外,在宽度方向上,支架上还可设置若干容纳槽,从而放置更多的槽钢;容纳槽的底面为倾斜面,这样,采用斜面式设计,若干槽钢放置在容纳槽内时,能在自身重力作用下自动排列整齐,且夹取装置在夹持上层排列的一层槽钢时,花费的夹持力更小,若槽钢在平面放置,夹取装置会通过更大的夹持力,才能将上层若干槽钢夹持靠拢,从而提升;还包括有夹取装置,夹取装置包括起升放料架、夹持组件和伸缩件,起升放料架用于带动夹持组件升降,向下移动夹持,向上移动提升,即沿y轴方向移动;夹持组件在向下移动靠近槽道时,能通过夹持端将一层上的若干槽道夹持在内,从而转运到输送架上,进入下一道生产工序;而为配合毛坯槽道存放架上倾斜放置的槽钢,夹取装置的夹持端也需要倾斜转动,从而在倾斜方向上对槽钢进行夹持,并能通过旋转,在平面内将槽钢平放到输送架上;夹取装置的转动通过伸缩件来实现,夹取装置的一侧中部和起升放料架的下端铰接,而伸缩件的一端和起升放料架铰接,另一端和夹取装置的一端铰接,此时通过伸缩件的伸缩作用,便可带动夹取装置旋转倾斜;伸缩件采用气缸。
9、以上方案:旨在实现:通过倾斜式设计,能使若干槽道在自身重力作用下自动排列整齐,且夹取装置的夹持角度可变,通过夹取装置的配合,能通过更省力的方式将若干槽道夹持转运,并能同时提升若干槽道;另外,通过将毛胚槽道抓取运输设备进行一体化整合,从而形成了隧道用预埋槽道自动运输,从而使生产效率得到了大幅提升:整个运输过程流畅,工序高度融合,效率大幅度提升,完全满足整套自动锯切焊接生产线每小时产量400m的要求。
10、进一步的,作为夹持组件的具体实现方式,所述夹持组件包括安装板和驱动件,所述安装板上带有滑槽,所述滑槽上分别带有第一滑块和第二滑块,所述驱动件用于带动所述第一滑块和第二滑块相向靠近或远离,所述第一滑块和第二滑块底部均带有夹爪;其中,第一滑块和第二滑块分别位于安装板两端,通过控制驱动件,使第一滑块和第二滑块相向靠拢夹持,相互远离释放。
11、在上述方案中,若将驱动件设置在两个滑块中间进行拉动,势必会影响两个滑块之间的夹持行程,而若分别在两个滑块处均设置驱动件,也会增加额外成本,因此,作为一种驱动夹持的具体实现方式,所述驱动件为气缸,且悬空设置;所述气缸的两端分别铰接有第一连杆和第二连杆,所述第一连杆一端和所述气缸输出端铰接,所述第一连杆另一端和第一滑块连接;所述第二连杆一端和所述气缸尾端铰接,所述第二连杆另一端和第二滑块铰接;所述第一连杆和第二连杆之间还连接有第三连杆,所述第三连杆一端和所述第一连杆中部铰接,所述第三连杆另一端和所述第二连杆中部固定连接。具体实施时,气缸驱动输出端伸缩,从而带动两端的第一连杆和第二连杆转动,从而驱动两个滑块滑动,以此形成类似于四边形的滑块连杆机构,气缸在输出端向外伸出时,推动第一连杆上端向外移动,由于在第一连杆的中部铰接有第三连杆,第三连杆另一端被固定在第二连杆上,因此,在第一连杆上端被推动向外移动时,第一连杆两端便绕中部的第三连杆铰接点旋转,使第一连杆下端带动第一滑块向内滑动,从而实现滑块的夹持;此时由于气缸悬空,气缸另一端同时也会产生向外的推力,从而推动第二连杆的上端向外移动,第二连杆为z型件,且由于第三连杆的连接,使第二连杆的下端带动第二滑块向内滑动;此时气缸悬空,在驱动时自身位置也会发生倾斜,同时第三连杆也会发生倾斜,从而适应第二连杆的转动。
12、上述方案中,由于不同型号的槽道,同样一排,夹持的尺寸差别很大,如同时夹持8根,有的一根是30mm宽,一排8根就是240mm,有的是52mm宽,一排8根就得400多mm,并且气缸控制驱动是一个固定的行程,因此,为了调节夹持组件的初始夹持宽度,用于适配气缸调节后的固定行程,所述安装板靠近所述第一滑块的一端带有第一侧板,所述第一侧板上带有第一调节丝杆,所述第一调节丝杆能沿所述第一滑块的滑动方向移动;所述第一调节丝杆一端穿过所述第一侧板并抵接于所述第一连杆另一端的铰接点。具体实施时,第一调节丝杆穿过第一侧板的位置处设置有调节螺母,通过调节螺母的调节,从而改变第一调节丝杆的伸入长度,第一调节丝杆一端抵接在第一连杆另一端的铰接点处,从而通过调节第一调节丝杆的伸入长度,推动第一连杆另一端的位置,以此调节第一滑块的初始位置。
13、上述方案中,若只通过第一调节丝杆进行位置调节,其调节方式会因此受限,如第一调节丝杆的长度较短,会导致调节距离有限,而若将第一调节丝杆的长度增长,则会在调节过程中会伸出去很远,摆动时很容易碰到其它设备,因此,为更方便的对滑块位置进行调节,还包括铰接框,所述第一连杆另一端伸入所述铰接框内并和所述铰接框铰接;所述第一滑块上带有第二侧板,所述第二侧板上带有第二调节丝杆,所述第二调节丝杆能沿所述第一滑块的滑动方向移动;所述第二调节丝杆一端穿过所述第二侧板并抵接于所述铰接框。具体实施时,还设置有铰接框,铰接框的中部横向设有杆件,第一连杆另一端则深入铰接框内铰接在杆件上,此时铰接框的两侧分别设有第一调节丝杆和第二调节丝杆,第二调节丝杆连接在第二侧板的位置处同样设置有调节螺母,从而调节长度;在调节过程中,通过调节第二调节丝杆的长度,从而调节铰接框和第二侧板之间的距离,在调节第一调节丝杆时,通过第二调节丝杆改变滑块和铰接框之间的距离,从而实现更大的调节范围。
14、在上述方案中,调节丝杆若只通过抵接在铰接框上的方式进行推动,在第一丝杆摆动时难免会造成铰接框错位,不会在直线上移动,因此,为防止铰接框发生偏移,所述第一调节丝杆和第二调节丝杆分设于所述铰接框两侧;所述铰接框两侧均设有供所述第一调节丝杆和第二调节丝杆伸入的插孔;具体实施时,在铰接框两侧均设有插孔,调节丝杆的端部伸入插孔并可抵接在内部的铰接点处,在铰接框向内移动时,通过第二调节丝杆伸入插孔的限位作用,从而使铰接框始终在滑块的滑动方向上移动,从而推动滑块滑动。
15、在上述方案中,由于滑块连杆机构的自由活动性,在夹持组件松开夹持,连杆复位时,可能会导致两个滑块无法返回到初始位置,发生错位,因此,为使滑块复位,所述第二滑块上还带有第三侧板,所述第三侧板一端向安装板一端延伸,所述第三侧板一端和所述安装板端部之间留有间隙;所述第三侧板一端带有复位杆,所述安装板一端带有供所述复位杆穿过的通孔,所述复位杆一端活动穿设于所述通孔,并伸入所述安装板内;所述复位杆伸入所述安装板内的部分上套设有复位弹簧,所述复位弹簧一端和所述安装板内侧固定连接,所述复位弹簧另一端通过弹簧安装座和所述复位杆一端固定连接。具体实施时,当第二滑块向内移动,此时第三侧板一端会向安装板一端靠拢,由于压缩弹簧两端固定,从而会使内部的压缩弹簧拉伸,而在复位时,通过弹簧的复位作用,使第三侧板一端和安装板一端之间回到初始距离,从而使第二滑块复位,第二滑块复位到初始位置时,则第一滑块也能复位到初始位置。
16、进一步的,所述复位杆为丝杆,所述复位杆和所述第三侧板连接的位置处带有调节螺母;通过调节复位杆的伸入长度,从而适应复位弹簧的长度。
17、作为一种夹持力更稳定的具体实施方式,两个所述夹爪的相对面均为相向倾斜的夹持面,一个所述夹持面下端向另一个所述夹持面一方倾斜;通过底部向内收缩的夹持面,从而将若干槽钢更稳定的夹持在内。
18、上述方案中,在转运槽钢到下一步工序时,还需要三轴系模组控制槽钢的移动,设置为:还包括行走龙门架,所述行走龙门架包括x轴移动模组和z轴移动模组,所述x轴移动模组用于带动所述z轴移动模组沿x轴移动;所述z轴移动模组上带有若干所述夹取装置,并用于带动若干所述夹取装置沿z轴移动;另外,y轴移动模组为夹取装置自身所带的起升放料架。
19、本实用新型与现有技术相比,具有如下的优点和有益效果:
20、1.本实用新型提供了一种预埋槽道型钢抓取转运装置,通过倾斜式设计,能使若干槽道在自身重力作用下自动排列整齐,且夹取装置的夹持角度可变,通过夹取装置的配合,能通过更省力的方式将若干槽道夹持转运,并能同时提升若干槽道。
21、2.本实用新型提供了一种预埋槽道型钢抓取转运装置,通过将毛胚槽道抓取运输设备进行一体化整合,从而形成了隧道用预埋槽道自动运输,从而使生产效率得到了大幅提升:整个运输过程流畅,工序高度融合,效率大幅度提升,完全满足整套自动锯切焊接生产线每小时产量400m的要求。在完成毛坯槽道抓取转运这些过程,都由设备保证,大大的减少了人与机械设备的接触时间,有效降低了机械伤人的概率。同时,在毛坯槽钢传送过程中,依靠设备的自动运转,人无需一直看守,可以有效的避免铁锈的扬尘伤害。
- 还没有人留言评论。精彩留言会获得点赞!