一种焊丝生产用集线装置的制作方法
本技术涉及焊丝生产装置领域,具体涉及一种焊丝生产用集线装置。
背景技术:
1、为达到防锈和导电的目的,埋弧焊丝和co气保焊丝表面都镀有一层铜,目前国内外焊丝镀铜方式有两种:电镀铜和化学置换镀铜,在采用电镀铜工艺的生产方式下,多采用中径镀铜,在中等规格的焊丝上镀铜,再经拉拔至成品焊丝后由收线机进行收线保存。
2、线材通常由工字轮收集,当需要换工字轮时,镀铜生产线停车,此时无论是浸在各个工作槽溶液液面下的焊丝还是暴露在空气中的焊丝,都会因浸泡或沾有溶液而发生相应的化学反应或电化学腐蚀,对焊丝基体和已镀上的铜层产生不良影响,例如在后续拉拔中,铜层太薄使焊丝基体露出;铜层蚀坑会使焊丝表面不光洁,填充有润滑剂,出现“黑丝”;铜粉附着力差,被拉丝模刮下后堵在拉丝模入口处,以致造成焊丝“发毛”等,严重影响焊丝质量和后续使用,需要人工去除。焊丝铜层对焊丝的机械保护及施焊的导电意义很大,停车所带来的焊丝不良影响会造成施焊过程送丝不畅,影响施焊效率以及焊丝质量。
3、镀铜生产线停车的原因有时是因为放线不畅,焊丝在放线区和渡槽内出现乱线缠结、断裂等,必须停车处理,此因素无法人为控制,只能尽量避免;或是因为需要更换工字轮,停车等待,若能在更换工字轮时做到不停车,则可以在此方面避免停车所产生的不良影响,提高焊丝的合格率,同时节约去除不合格焊丝的人工成本和时间成本,降低生产过程中的损耗,提高焊丝生产的连续性,提高焊丝质量,为智慧工厂数字化车间建设奠定基础。
技术实现思路
1、为了解决现有技术中的一个或多个技术问题,或至少提供一种有益的选择,本实用新型提供一种焊丝生产用集线装置,解决了在更换工字轮时需要停车而导致的对焊丝铜层产生的影响,以及在后续拉拔过程中出现“黑丝”或“发毛”等影响焊丝质量和使用的问题。
2、本实用新型公开的一种焊丝生产用集线装置,本技术的技术方案中,包括外部挡板和位于外部挡板内部的收放线机构,外部挡板设有使焊丝穿过的开口,焊丝经开口穿入或穿出收放线机构,收放线机构包括驱动装置和引线装置,引线装置包括定轮组和动轮组,定轮组与动轮组在竖直方向错位设置,动轮组由驱动装置驱动以相对定轮组沿竖直方向移动,并使引线装置具有收线状态和放线状态,在收线状态,动轮组带动焊丝与定轮组接触并朝向远离定轮组的方向移动,以使焊丝绕设在动轮组与定轮组上并增加焊丝在竖直方向上的长度;在放线状态,动轮组带动焊丝朝向靠近定轮组的方向移动,以减小焊丝在竖直方向上的长度。
3、在一种焊丝生产用集线装置优选的实现方式中,驱动装置驱动引线装置还具有分离状态,在分离状态,动轮组带动焊丝在开口处分别与定轮组和动轮组分离。
4、在一种焊丝生产用集线装置优选的实现方式中,动轮组设有带线轮,定轮组设有过线轮,带线轮与过线轮呈背向固定。
5、在一种焊丝生产用集线装置优选的实现方式中,带线轮与过线轮皆设有多个,且每个带线轮的垂直投影位于相邻的两个过线轮之间。
6、在一种焊丝生产用集线装置优选的实现方式中,在收线状态和放线状态,带线轮与过线轮可旋转,且带线轮与过线轮的旋转方向相反。
7、在一种焊丝生产用集线装置优选的实现方式中,多个带线轮呈弧形排列,且由两端向中心高度逐渐增加。
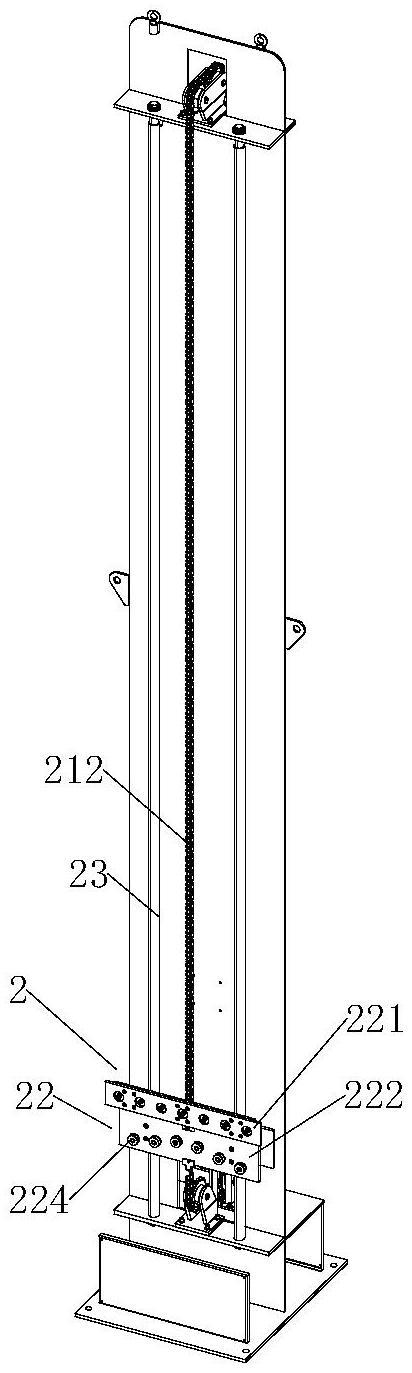
8、在一种焊丝生产用集线装置优选的实现方式中,收放线机构设有导杆,导杆外部围绕设有滑套座,滑套座外壁固定有连接板与动轮组连接,滑套座带动动轮组沿导杆移动。
9、在一种焊丝生产用集线装置优选的实现方式中,驱动装置包括齿轮以及与齿轮连接的链条,链条分段固定于连接板的顶部和底部。
10、在一种焊丝生产用集线装置优选的实现方式中,收放线机构设有转向轮,转向轮位于导杆顶部且与链条连接。
11、在一种焊丝生产用集线装置优选的实现方式中,外部挡板对应引线装置设有镂空部,镂空部可开合的固定于外部挡板。
12、本实用新型的有益效果:
13、(1)集线装置位于工字轮收线工序的上一级,在正常进行拉拔收线时,焊丝自集线装置的开口直接穿过至收线机,当需要暂停收线更换工字轮时,启用集线装置对焊丝进行暂时收集,从而实现镀铜工序不停车,避免在后续拉拔中出现“黑丝”等,从而提高焊丝质量和生产效率,减少焊丝损耗,节约时间和人工成本。当更换工字轮时,引线装置处于收线状态,带动焊丝在竖直方向实现移动,实现焊丝以竖直形式收集,在使镀铜工艺不停车的同时对收集的焊丝竖直收集,尽量避免其弯折;工字轮安装完成后,启动收线机,此时引线装置处于放线状态,将收集的焊丝放出至收线机,在更换工字轮的过程中,焊丝始终处于移动状态,避免停车对焊丝铜层产生影响,从而提高焊丝质量和使用性能,降低焊丝损耗,节约成本,保证焊丝生产的连续性。
14、(2)除了收线状态和方向状态之外,引线装置还具有分离状态,由于定轮组的位置是固定的,当换好工字轮重新运作时,动轮组带动焊丝移动,将收集的焊丝放出,动轮组带动焊丝移动至开口处,与定轮组分离,同时动轮组继续移动,与焊丝分离,焊丝通过开口穿出至收线机,在收线机工作过程中。动轮组和定轮组始终与焊丝处于分离状态,以避免对焊丝产生触碰,影响焊丝的收线速率。
15、(3)带线轮和过线轮背向固定设置,在收线状态,带线轮移动至开口处将焊丝顶起,焊丝绕射在带线轮顶部,并随着带线轮的移动而移动,带线轮移动至过线轮位置时,由于带线轮与过线轮错位设置,随着带线轮移动的位置高度超出过线轮,绕设在带线轮顶部的焊丝则会绕设在邻近的过线轮底部,随移动焊丝呈现波形,通过此方式对焊丝实现分段收集,使焊丝的收集量加倍,提高收线量。
16、(4)设置多个带线轮和过线轮,且各个带线轮之间沿水平方向依次排列,各个过线轮之间沿水平方向依次排列,在收线状态时,焊丝绕设在每个过线轮,多个过线轮将焊丝分成多段,同样在焊丝绕设于过线轮后朝着远离过线轮的方向延伸,进一步增加焊丝的集线量,保证收线速率。每个带线轮的垂直投影位于相邻的两个过线轮之间,带线轮移动顺畅,与过线轮不接触,且能保证带线轮与过线轮联合对焊丝起到分段作用。
17、(5)带线轮与过线轮设置为可旋转的,当焊丝与带线轮和过线轮接触时,由于焊丝始终处于运动状态,与焊丝接触的带线轮和过线轮旋转,在移动过程中减小焊丝与带线轮和过线轮之间的摩擦力,使移动更顺畅且避免摩擦过大对焊丝造成损伤;且在收线状态和放线状态,带线轮分别带动焊丝想着远离过线轮的方向和靠近过线轮的方向移动,焊丝在邻近的带线轮与过线轮的受力方向相反,因此带线轮与过线轮的旋转方向相反,减小与焊丝之间的摩擦,保证焊丝移动顺畅。
18、(6)带线轮呈弧形排列,在收线状态,带线轮与焊丝接触时,由于多个带线轮高度不一,因此多个带线轮与焊丝不是同时接触,从而实现多个带线轮与焊丝逐个接触,从而进一步保证运行平稳,同时为了保证收线效率,设置多个带线轮由两端向中心的高度逐渐增加,位于同一高度的带线轮能同时与焊丝接触,既能有逐个受力,运行平稳的效果,又能保证对焊丝的收线效率。
19、(7)滑套座外部设置连接板与动轮组连接,以实现滑套座移动时带动动轮组移动,滑套座沿导杆移动,导杆为竖直滑杆,既能实现滑套座带动动轮组的方向改变,同时占据较小的空间,方便且容易设置。
20、(8)滑套座的移动由驱动装置驱动实现,设置驱动电机驱动齿轮转动,齿轮连接链条,通过链传动实现滑套座的移动,与带传动相比,无弹性滑动和打滑现象,平均传动比准确,工作可靠,效率高;传递功率大,过载能力强,相同工况下的传动尺寸小;所需张紧力小,作用于轴上的压力小;能在高温、潮湿、多尘、有污染等环境中工作。此外,通过连接板将滑套座、链条和动轮组实现同步移动,提高工作效率。
21、(9)由于要实现焊丝竖直形态的收集,因此装置的高度较高,链条必须长度超出导杆长度才能保证移动需求,在导杆顶部设置转向轮,链条与转向轮连接,在转向轮处改变方向,保证链条的转向顺畅,保证其带动动轮组的移动顺畅,从而保证对焊条的收集效果。
22、(10)通过设置镂空部,一方面减轻集线装置的整体质量,另一方面,通过镂空部方便观察焊丝的集线情况以便及时处理,镂空部设置为可开合的,将镂空部打开能够更清晰直观的观察集线情况,同时方便对引线装置的检修。
- 还没有人留言评论。精彩留言会获得点赞!