一种钧瓷生产用原料称量装置的制作方法
本技术涉及称量装置领域,具体为一种钧瓷生产用原料称量装置。
背景技术:
1、钧瓷始于唐、盛于宋,是中国古代五大名瓷之一,并以其独特的釉料及烧成方法产生的窑变神奇而闻名于世,钧瓷之所以名贵,除了造型浑厚端庄外,最突出的有两个方面:一是钧瓷在烧制中会出现窑变现象,含有铜质的釉料经窑变后会形成海棠红、朱砂红、鸡血红等釉色,彼此渗化,相映成辉,有“进窑一色,出窑万彩”之说;二是钧瓷制作工艺复杂,成品率低,一件钧瓷从选料到烧成需经过72道工序。
2、目前钧瓷制作需要将多种原料进行精确混合,在混合前需要对各原料进行逐个称重,现在的称重方式主要采用电子秤进行人工称重,操作繁琐且效率较低;因此市场急需研制一种钧瓷生产用原料称量装置来帮助人们解决现有的问题。
技术实现思路
1、本实用新型的目的在于提供一种钧瓷生产用原料称量装置,以解决上述背景技术中提出的现在的称重方式主要采用电子秤进行人工称重,操作繁琐且效率较低的问题。
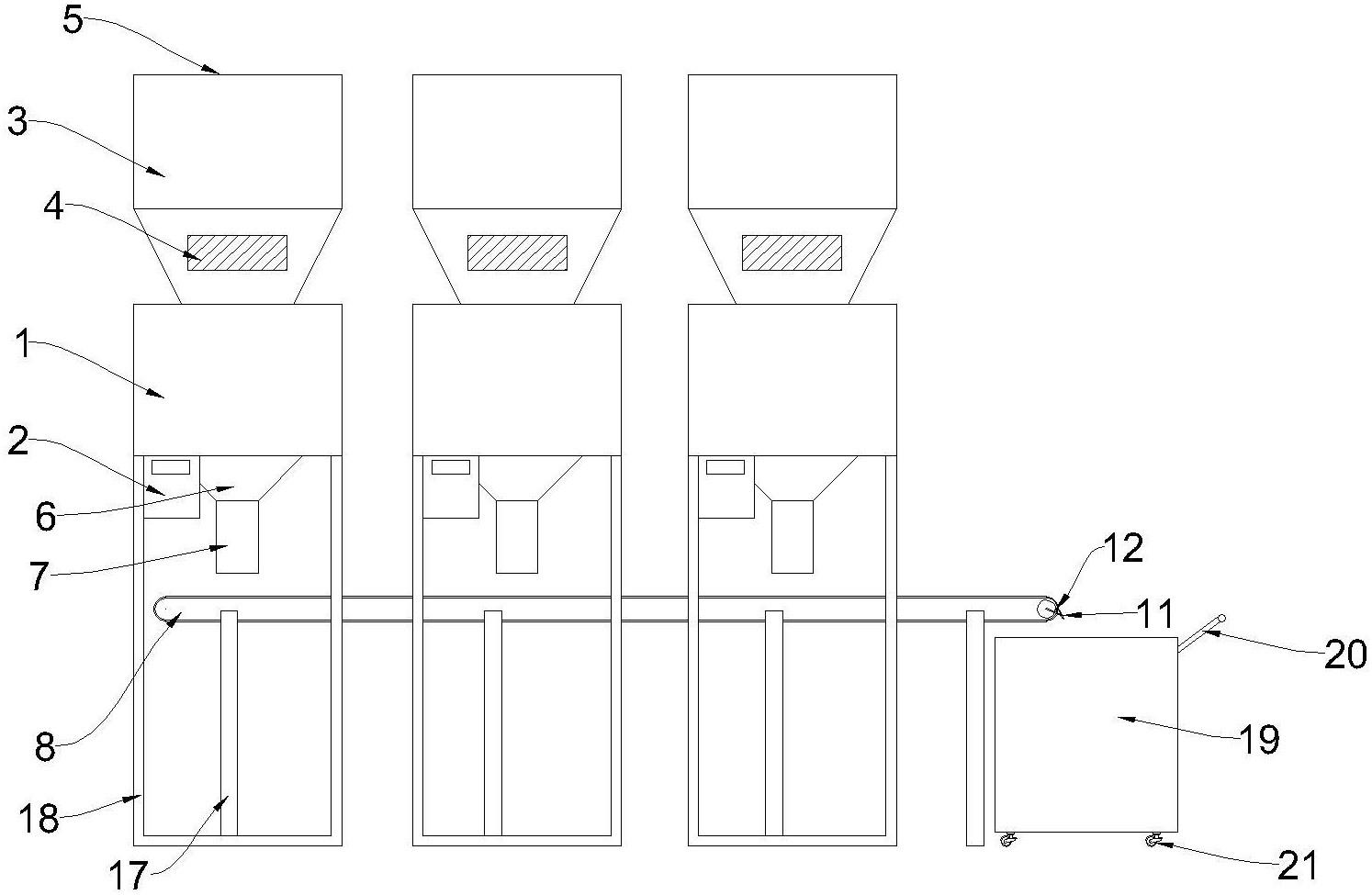
2、为实现上述目的,本实用新型提供如下技术方案:一种钧瓷生产用原料称量装置,包括自动称重装料机,所述自动称重装料机上端设置有原料箱,所述原料箱前端的下端设置有透视窗,所述原料箱上端设置有原料入口,所述自动称重装料机下端设置有原料出口,所述原料出口下端设置有导管,所述导管的下端设置有传送带输送机,所述传送带输送机下端设置有h型支撑架,所述传送带输送机内部一侧设置有第一转轴,所述传送带输送机内部另一侧设置有第二转轴,所述传送带输送机的一端设置有刮刀,所述传送带输送机内部在第一转轴一侧设置有电机。
3、优选的,所述原料箱与自动称重装料机固定连接,所述原料出口与自动称重装料机固定连接,所述导管与原料出口固定连接并延伸至传送带输送机中部上端且留有间隙。
4、优选的,所述h型支撑架设置有四个,四个所述h型支撑架在传送带输送机的下端等间距设置,所述刮刀前后两端通过连接杆与传送带输送机一侧的前后两端固定连接。
5、优选的,所述第一转轴上固定连接有第一齿轮,所述电机输出轴固定连接有第二齿轮,所述第一齿轮与第二齿轮之间通过传动齿轮互相啮合连接转动。
6、优选的,所述自动称重装料机下端固定连接有支撑架,所述自动称重装料机下端的一侧的前端连接有控制面板。
7、优选的,所述传送带输送机一侧沿刮刀的下端设置有手推车,所述手推车一侧固定连接有拉杆,所述手推车下端的两侧的前后两端均连接有万向轮。
8、与现有技术相比,本实用新型的有益效果是:
9、该实用新型中,通过自动装料机的设置,通过在传送带输送机上设置多个自动称重装料机,对各个原料同时进行单独称重后统一输送至传送带输送机上,人员仅需在控制面板设置所需重量,使原料称重过程更加简单便捷。
10、该实用新型中,通过传送带输送机的设置,传送带输送机位于自动装料机上导管下端,电机带动传送带输送机转动,即可将称重完成的原料输送至手推车中。
11、该实用新型中,通过刮刀的设置,刮刀位于传送带输送机第二转轴的一侧并与传送带输送机紧密相接,将原料与传送带输送机分离导向至手推车中,保证原料与传送带输送机不会黏连。
技术特征:
1.一种钧瓷生产用原料称量装置,包括自动称重装料机(1),其特征在于:所述自动称重装料机(1)上端设置有原料箱(3),所述原料箱(3)前端的下端设置有透视窗(4),所述原料箱(3)上端设置有原料入口(5),所述自动称重装料机(1)下端设置有原料出口(6),所述原料出口(6)下端设置有导管(7),所述导管(7)的下端设置有传送带输送机(8),所述传送带输送机(8)下端设置有h型支撑架(17),所述传送带输送机(8)内部一侧设置有第一转轴(9),所述传送带输送机(8)内部另一侧设置有第二转轴(10),所述传送带输送机(8)的一端设置有刮刀(11),所述传送带输送机(8)内部在第一转轴(9)一侧设置有电机(16)。
2.根据权利要求1所述的一种钧瓷生产用原料称量装置,其特征在于:所述原料箱(3)与自动称重装料机(1)固定连接,所述原料出口(6)与自动称重装料机(1)固定连接,所述导管(7)与原料出口(6)固定连接并延伸至传送带输送机(8)中部上端且留有间隙。
3.根据权利要求1所述的一种钧瓷生产用原料称量装置,其特征在于:所述h型支撑架(17)设置有四个,四个所述h型支撑架(17)在传送带输送机(8)的下端等间距设置,所述刮刀(11)前后两端通过连接杆(12)与传送带输送机(8)一侧的前后两端固定连接。
4.根据权利要求1所述的一种钧瓷生产用原料称量装置,其特征在于:所述第一转轴(9)上固定连接有第一齿轮(13),所述电机(16)输出轴固定连接有第二齿轮(15),所述第一齿轮(13)与第二齿轮(15)之间通过传动齿轮(14)互相啮合连接转动。
5.根据权利要求1所述的一种钧瓷生产用原料称量装置,其特征在于:所述自动称重装料机(1)下端固定连接有支撑架(18),所述自动称重装料机(1)下端的一侧的前端连接有控制面板(2)。
6.根据权利要求3所述的一种钧瓷生产用原料称量装置,其特征在于:所述传送带输送机(8)一侧沿刮刀(11)的下端设置有手推车(19),所述手推车(19)一侧固定连接有拉杆(20),所述手推车(19)下端的两侧的前后两端均连接有万向轮(21)。
技术总结
本技术公开了一种钧瓷生产用原料称量装置,涉及称量装置领域,为解决现有技术中的现在的称重方式主要采用电子秤进行人工称重,操作繁琐且效率较低的问题。所述自动称重装料机上端设置有原料箱,所述原料箱前端的下端设置有透视窗,所述原料箱上端设置有原料入口,所述自动称重装料机下端设置有原料出口,所述原料出口下端设置有导管,所述导管的下端设置有传送带输送机,所述传送带输送机下端设置有H型支撑架,所述传送带输送机内部一侧设置有第一转轴,所述传送带输送机内部另一侧设置有第二转轴,所述传送带输送机的一端设置有刮刀,所述传送带输送机内部在第一转轴一侧设置有电机。
技术研发人员:张海稳,张亚通
受保护的技术使用者:禹州市垕钧堂钧窑有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!