一种冷轧薄板输送线的制作方法
本技术涉及输送设备,尤其涉及一种冷轧薄板输送线。
背景技术:
1、冷轧钢板在加工生产的过程中,需要经由输送线将其在各个加工设备之间进行转运,以往的输送线都包括输送架、输送辊以及压辊,冷轧钢板经由输送辊进行输送,为了避免其在运输过程中出现偏差,保证钢板能够准确的运输,会在输送辊的上方设置压辊,压辊一般都是并排设置在输送辊的上方,冷轧钢板在压辊与输送辊之间的间隙处进行输送,但是现有的压辊,其都是直接固定在输送架上,其在针对不同厚度的钢板进行输送时,还需要调节压辊的位置以保证钢板可以顺利的进行运输,由于压辊不具备自我调节的功能,每次都需要工作人员进行辅助调节,这给输送线的使用带来极大的不便,并且以往的压辊基本上与输送辊等长,这样不仅废料,还增加了使用的成本,这些都是输送线目前存在的弊端。
技术实现思路
1、本实用新型的目的在于避免现有技术的不足之处,提供一种冷轧薄板输送线,从而有效解决现有技术中存在的不足之处。
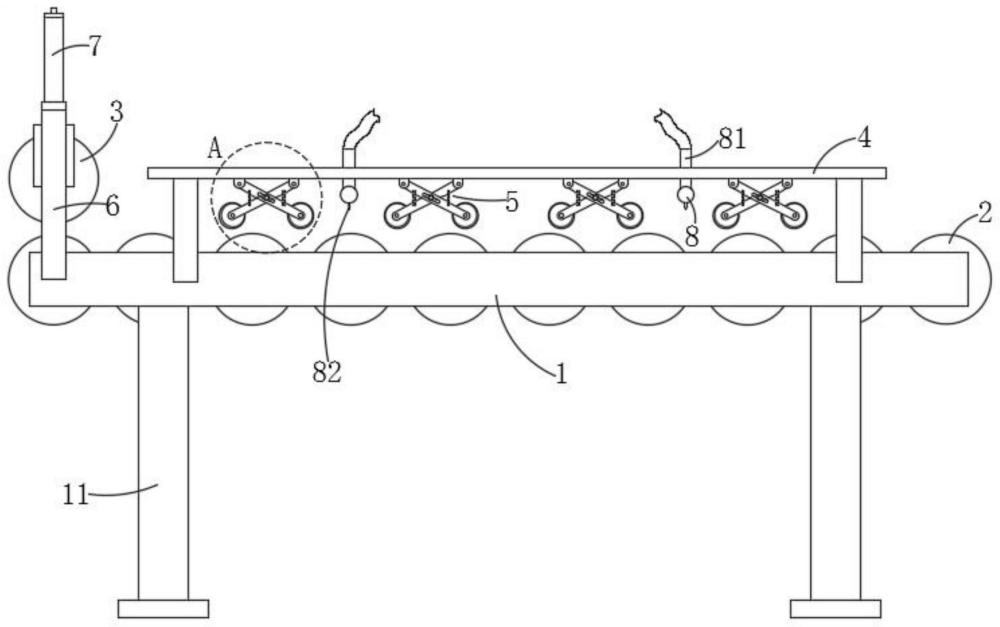
2、为实现上述目的,本实用新型采取的技术方案为:一种冷轧薄板输送线,包括支撑架,所述支撑架上均布设置有若干输送辊,一端的所述输送辊通过电机驱动转动,支撑架上在对应电机连接输送辊上方的位置设置有下压辊,支撑架上在对应输送辊上方的位置设置有安装架,所述安装架上均布设置有若干压板组件;
3、所述压板组件包括第一压杆与第二压杆,所述第一压杆与所述第二压杆呈x型交叉布置,第一压杆及第二压杆的上端分别与所述安装架的顶板铰接,第一压杆及第二压杆的下端均设置有压轮,第二压杆的中部设置有销柱,第一压杆的中部配合销柱设置有长条形的滑动孔,销柱可滑动的插接在所述滑动孔内,第一压杆与第二压杆的两侧通过伸缩簧互相连接。
4、进一步,所述安装架的顶板上在对应所述压板组件的位置对称设置有铰接头,所述第一压杆及所述第二压杆分别与铰接头铰接。
5、进一步,所述压轮的外侧套设有防护套。
6、进一步,所述支撑架上在对应所述电机的位置设置有立架,所述立架的顶部设置有伸缩油缸,所述伸缩油缸的活塞杆竖直向下设置,所述下压辊外侧的辊架与伸缩油缸的活塞杆连接。
7、进一步,所述安装架上在对应所述压板组件之间的位置设置有供气管,所述供气管横跨在所述输送辊的上方,供气管的顶部设置有进气接头,供气管的下端均布设置有若干出气孔。
8、进一步,所述出气孔处设置有喷气头。
9、进一步,所述支撑架的下端设置有支撑腿。
10、本实用新型的上述技术方案具有以下有益效果:本实用新型通过在支撑架上设置压板组件,压板组件中的两个压杆可同步进行运动,如此实现了压轮的上下移动,这样设计在使用时无需工作人员对压轮的位置进行调节,根据钢板厚度的不同,压杆会进行变形从而保证压轮可以压覆在输送的钢板之上,从而实现了压轮位置的自动调节,并且这样还节省了材料的使用,进而降低了使用成本。
技术特征:
1.一种冷轧薄板输送线,其特征在于:包括支撑架,所述支撑架上均布设置有若干输送辊,一端的所述输送辊通过电机驱动转动,支撑架上在对应电机连接输送辊上方的位置设置有下压辊,支撑架上在对应输送辊上方的位置设置有安装架,所述安装架上均布设置有若干压板组件;
2.根据权利要求1所述的一种冷轧薄板输送线,其特征在于:所述安装架的顶板上在对应所述压板组件的位置对称设置有铰接头,所述第一压杆及所述第二压杆分别与铰接头铰接。
3.根据权利要求2所述的一种冷轧薄板输送线,其特征在于:所述压轮的外侧套设有防护套。
4.根据权利要求1所述的一种冷轧薄板输送线,其特征在于:所述支撑架上在对应所述电机的位置设置有立架,所述立架的顶部设置有伸缩油缸,所述伸缩油缸的活塞杆竖直向下设置,所述下压辊外侧的辊架与伸缩油缸的活塞杆连接。
5.根据权利要求1所述的一种冷轧薄板输送线,其特征在于:所述安装架上在对应所述压板组件之间的位置设置有供气管,所述供气管横跨在所述输送辊的上方,供气管的顶部设置有进气接头,供气管的下端均布设置有若干出气孔。
6.根据权利要求5所述的一种冷轧薄板输送线,其特征在于:所述出气孔处设置有喷气头。
7.根据权利要求1所述的一种冷轧薄板输送线,其特征在于:所述支撑架的下端设置有支撑腿。
技术总结
本技术公开的一种冷轧薄板输送线,包括支撑架,所述支撑架上均布设置有若干输送辊,一端的所述输送辊通过电机驱动转动,支撑架上在对应电机连接输送辊上方的位置设置有下压辊,支撑架上在对应输送辊上方的位置设置有安装架,所述安装架上均布设置有若干压板组。本技术通过在支撑架上设置压板组件,压板组件中的两个压杆可同步进行运动,如此实现了压轮的上下移动,这样设计在使用时无需工作人员对压轮的位置进行调节,根据钢板厚度的不同,压杆会进行变形从而保证压轮可以压覆在输送的钢板之上,从而实现了压轮位置的自动调节,并且这样还节省了材料的使用,进而降低了使用成本。
技术研发人员:冯倩倩,杨悦聪,任世峰,张浩冉,吕晓燕,王井丽,吴玉莹,柳景明,高占猛,赵新磊
受保护的技术使用者:河北中重冷轧材料有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!