一种多类型产品检测用辅助装置的制作方法
本技术涉及自动化领域,尤其是涉及钣金设备,具体为一种多类型产品检测用辅助装置。
背景技术:
1、在热铆检测设备中,需要通过对多种零件利用气缸带动加热棒,由热铆头挤压铆接产品的设备,然而在设备中,进行铆接的产品的零件具备有多件,通常采用在设备框架的同一侧面进行放置,然而无法适应不同尺寸的产品;
2、而采用周转车的方式,无法利用机架的左右两侧范围,以及采用周转车存在局限性,无法灵活运动,会导致现场操作的混乱,导致生产效率降低,无法合理布局生产空间。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种多类型产品检测用辅助装置,用于解决现有技术的难点。
2、为实现上述目的及其他相关目的,本实用新型提供一种多类型产品检测用辅助装置,包括:
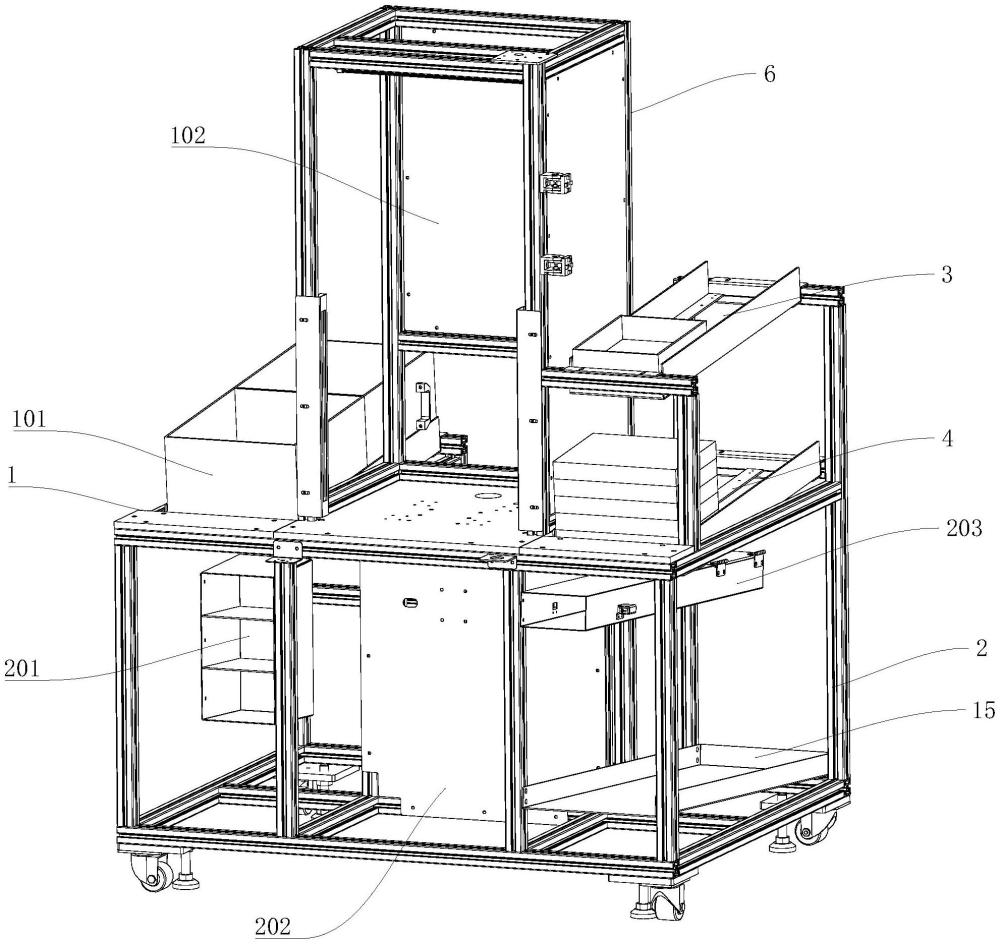
3、机架本体,所述机架本体分为上层区域1和下层区域2;
4、所述上层区域1沿着轴向分为来料盒单元101、上操作区域102和进料通道;
5、所述下层区域2沿着平行于上层区域1的方向设置有辅助物料区201、下操作区域202、ng品出料通道203;
6、所述上操作区域102和下操作区域202同轴设置;
7、所述进料通道沿着上操作区域102的纵向依次设置有一号进料通道3和二号进料通道4,所述一号进料通道3和二号进料通道4的尺寸不同。
8、根据优选方案,上操作区域102上通过钣金、玻璃和型钢设置安装有防护罩6,所述防护罩6内形成用于容纳操作设备的腔体。
9、根据优选方案,辅助物料区201竖直设置,靠近员工操作面的一侧设置有展示口。
10、根据优选方案,进料通道包括:
11、框架7,所述框架7安装在上层区域1上,靠近操作面一侧的高度低于远离操作面一侧的高度;
12、所述一号进料通道3安装在框架7的顶部;
13、所述二号进料通道4安装在框架7的底部。
14、根据优选方案,框架7的底部镂空设置。
15、根据优选方案,框架7内安装的进料通道根据实际生产产品的数量进行配置。
16、根据优选方案,一号进料通道3和二号进料通道4内均包括:
17、左侧钣金8和右侧钣金9,所述左侧钣金8和右侧钣金9相对设置,之间形成传递物料的间距;
18、前连接钣金10和后连接钣金11,所述前连接钣金10和后连接钣金11分别通过螺栓安装在框架7的前侧顶部和后侧顶部,所述前连接钣金10和后连接钣金11设置成阶梯形,包括一体设置的上层水平端、竖直端和下层水平端,上层水平端安装在框架7的顶部,竖直端贴设在框架7的侧面,下层水平端延伸设置在框架7内侧上;
19、所述左侧钣金8和右侧钣金9的两端底部通过螺栓安装在下层水平端上。
20、根据优选方案,位于一号进料通道3内的前连接钣金10和后连接钣金11的宽度大于位于二号进料通道4内的前连接钣金10和后连接钣金11的宽度。
21、根据优选方案,二号进料通道4内还包括加强筋12,所述加强筋12设置在左侧钣金8和右侧钣金9之间,所述加强筋12的两端安装在前连接钣金10和后连接钣金11的下层水平端上。
22、根据优选方案,左侧钣金8和右侧钣金9均设置成l形,包括水平端和竖直端,左侧钣金8和右侧钣金9的竖直端对应设置,水平端位于竖直端的内侧。
23、根据优选方案,ng品出料通道203包括:
24、出料通道本体13,所述出料通道本体13靠近操作侧面的一侧设置有入口,另一侧封闭设置,中间形成送料通道,所述出料通道本体13靠近下操作区域202的一侧安装在机架本体的槽钢上;
25、取料门14,所述出料通道本体13远离操作侧面的顶部开设有出口,出口上铰接有取料门14。
26、根据优选方案,出料通道本体13倾斜设置,靠近操作侧面的一端高于另一端设置。
27、根据优选方案,ng品出料通道203的底部平行设置有周转箱出料通槽15。
28、本实用新型达到了以下有益效果:
29、(1)通过对机架的合理布局,在同一机架上同时承载具有多种尺寸物料和物料盒,方便操作人员的拿取,适用于在中间位置进行快速配合;
30、(2)利用钣金的自由调整实现多种尺寸料盒的安装和传递,提高使用效率,降低整体架构的成本。
31、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:
1.一种多类型产品检测用辅助装置,其特征在于,包括:
2.根据权利要求1所述的多类型产品检测用辅助装置,其特征在于,所述进料通道包括:
3.根据权利要求2所述的多类型产品检测用辅助装置,其特征在于,所述一号进料通道(3)和二号进料通道(4)内均包括:
4.根据权利要求3所述的多类型产品检测用辅助装置,其特征在于,位于所述一号进料通道(3)内的前连接钣金(10)和后连接钣金(11)的宽度大于位于二号进料通道(4)内的前连接钣金(10)和后连接钣金(11)的宽度。
5.根据权利要求4所述的多类型产品检测用辅助装置,其特征在于,所述二号进料通道(4)内还包括加强筋(12),所述加强筋(12)设置在左侧钣金(8)和右侧钣金(9)之间,所述加强筋(12)的两端安装在前连接钣金(10)和后连接钣金(11)的下层水平端上。
6.根据权利要求5所述的多类型产品检测用辅助装置,其特征在于,所述左侧钣金(8)和右侧钣金(9)均设置成l形,包括水平端和竖直端,左侧钣金(8)和右侧钣金(9)的竖直端对应设置,水平端位于竖直端的内侧。
7.根据权利要求6所述的多类型产品检测用辅助装置,其特征在于,所述ng品出料通道(203)包括:
技术总结
本技术提供一种多类型产品检测用辅助装置,包括机架本体;上层区域沿着轴向分为来料盒单元、上操作区域和进料通道;下层区域沿着平行于上层区域的方向设置有辅助物料区、下操作区域、NG品出料通道;上操作区域和下操作区域同轴设置;进料通道沿着上操作区域的纵向依次设置有一号进料通道和二号进料通道,一号进料通道和二号进料通道的尺寸不同。本技术通过对机架的合理布局,在同一机架上同时承载具有多种尺寸物料和物料盒,方便操作人员的拿取,适用于在中间位置进行快速配合;利用钣金的自由调整实现多种尺寸料盒的安装和传递,提高使用效率,降低整体架构的成本。
技术研发人员:朱佳元
受保护的技术使用者:无锡蓝得精密机械有限公司
技术研发日:20230704
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!