一种用于小型块状零件的自动化上料模块及加工设备的制作方法
本技术涉及自动化加工领域,具体涉及一种用于小型块状零件的自动化上料模块及加工设备。
背景技术:
1、伴随人工成本的逐渐提高,生产加工自动化是必然趋势。在实现自动化加工的过程中,加工设备的自动化技术已日渐成熟,申请人在先提交的申请公布号为cn 115026622a的中国发明专利申请公开了一种用于复杂零件的通用型自动化加工系统,可以自动化完成产品的上料、加工和卸料操作,具有自动化程度高的优点。
2、但在上述申请中,产品以料盒形式完成转运,并通过机械手逐一从料盒中取料直接送入加工模块,当单一料盒内的产品用完,下一料盒未及时送入的情况下,机械手无法完成取料和上料操作,会对加工模块的加工节拍造成一定影响。
技术实现思路
1、本实用新型要解决的技术问题是提供一种用于小型块状零件的自动化上料模块及加工设备,通过预定位组件对产品坯料进行缓存,以更好的适应加工模块的加工节拍,提高保证加工效率。
2、为了解决上述技术问题,本实用新型提供的技术方案如下:一种用于小型块状零件的自动化上料模块,包括分拣组件、预定位组件和上料组件,所述的分拣组件包括自动进料机构和分拣执行机构,所述的自动进料机构包括进料输送单元,所述的进料输送单元上设有分拣工位;
3、所述的预定位组件包括预定位夹具,所述的分拣执行机构用于从分拣工位逐个夹取坯料,并转移至预定位夹具;
4、所述的上料组件与预定位组件对应。
5、分拣执行机构将产品坯料从分拣工位逐一转移至预定位组件进行缓存,上料组件从预定位组件夹取产品坯料对加工模块进行上料。预定位夹具的数量可以为多个,当分拣工位的产品为空,重新进料的过程中,可以通过消耗预定位夹具上坯料的形式满足加工模块的节拍要求,提高保证加工效率。
6、作为优选,所述的分拣执行机构包括机械手。
7、作为优选,所述的分拣组件还包括视觉检测单元,所述的视觉检测单元朝向分拣工位设置。视觉检测单元对分拣操作进行监测,可以为机械手指示产品位置,同时判定料盒是否已空。
8、作为优选,所述的预定位组件上设有接料工位和预定位工位,所述的预定位工位设有横向定位单元和纵向定位单元;
9、所述的预定位组件还包括驱动预定位夹具在接料工位和预定位工位之间切换的换位驱动单元。
10、作为优选,所述的预定位工位设有横向定位单元和纵向定位单元,所述的横向定位单元和纵向定位单元分别包括位于预定位工位侧面的推块,横向定位单元和纵向定位单元中推块的运动方向相对垂直设置。
11、横向定位单元和纵向定位单元用于坯料的水平预定位,可以提高上料组件的夹料精度。
12、作为优选,所述的换位驱动单元包括电缸和齿轮齿条传动机构,其中的齿轮与预定位夹具连接,电缸驱动齿条滑动。
13、作为优选,所述的分拣组件还包括料盒清理机构,所述的料盒清理机构包括上横梁、平移滑块、支撑臂和平移驱动单元,所述的平移滑块设置在上横梁上,所述的支撑臂设置在平移滑块上;所述的平移驱动单元用于驱动平移滑块沿上横梁平移运动、及驱动支撑臂相对于平移滑块沿长度方向平移运动;所述支撑臂的下端设有清废夹持单元。
14、作为优选,所述的清废夹持单元包括负压夹持件和机械夹持件,负压夹持件和机械夹持件并排设置。
15、由于产品的体积较小,坯料以整齐码放在包装盒内的形式进料,进料输送单元用于将包装盒输送至分拣工位,分拣执行机构用于从分拣工位的包装盒内逐一将坯料取出并转移至预定位组件。
16、而当包装盒内的坯料全部分拣完成后,料盒清理组件用于将空料盒转移。为了进一步提高单次坯料的进料量,包装盒内以多层堆叠的形式码放坯料,每相邻两层之间设置隔板。当每一层坯料分拣完毕后,料盒清理组件将隔板转移。
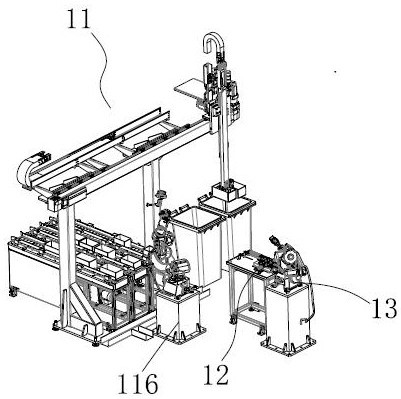
17、一种用于小型块状零件的自动化加工设备,包括加工模块和如上所述的自动化上料模块;所述的加工模块包括机架,所述的机架上设有上下料工位和加工工位,所述的加工工位设有切削加工单元;所述的上料组件用于从预定位夹具夹取坯料并转移至上下料工位。
18、作为优选,还包括夹持定位组件,所述的夹持定位组件位于上下料工位;所述的夹持定位组件包括定位夹具,所述的定位夹具包括基座和两个相对设置的夹头,两个所述夹头之间形成夹持区间;所述的基座上设有定位部,所述夹持区间与定位相对的一侧为进料通道;
19、所述的夹持定位组件还包括定位驱动件,所述的定位驱动件至少具有两个状态:工作状态下,定位驱动件用于推动被夹持件向定位部方向运动;待机状态下,定位驱动件与进料通道错开设置。
20、上料组件可以实现产品的单侧定位,夹头可以实现另一侧的定位,定位驱动件和定位部共同完成最后一个方向的定位,同时满足了上下、左右和前后方向的定位,产品的夹持精度可靠。
技术特征:
1.一种用于小型块状零件的自动化上料模块,其特征在于:包括分拣组件、预定位组件和上料组件,
2.根据权利要求1所述的自动化上料模块,其特征在于:所述的分拣执行机构包括机械手。
3.根据权利要求1所述的自动化上料模块,其特征在于:所述的分拣组件还包括视觉检测单元,所述的视觉检测单元朝向分拣工位设置。
4.根据权利要求1-3中任一项所述的自动化上料模块,其特征在于:所述的预定位组件上设有接料工位和预定位工位,所述的预定位工位设有横向定位单元和纵向定位单元;
5.根据权利要求4所述的自动化上料模块,其特征在于:所述的预定位工位设有横向定位单元和纵向定位单元,所述的横向定位单元和纵向定位单元分别包括位于预定位工位侧面的推块,横向定位单元和纵向定位单元中推块的运动方向相对垂直设置。
6.根据权利要求4所述的自动化上料模块,其特征在于:所述的换位驱动单元包括电缸和齿轮齿条传动机构,其中的齿轮与预定位夹具连接,电缸驱动齿条滑动。
7.根据权利要求1-3、5、6中任一项所述的自动化上料模块,其特征在于:所述的分拣组件还包括料盒清理机构,所述的料盒清理机构包括上横梁、平移滑块、支撑臂和平移驱动单元,所述的平移滑块设置在上横梁上,所述的支撑臂设置在平移滑块上;所述的平移驱动单元用于驱动平移滑块沿上横梁平移运动、及驱动支撑臂相对于平移滑块沿长度方向平移运动;所述支撑臂的下端设有清废夹持单元。
8.根据权利要求7所述的自动化上料模块,其特征在于:所述的清废夹持单元包括负压夹持件和机械夹持件,负压夹持件和机械夹持件并排设置。
9.一种用于小型块状零件的自动化加工设备,其特征在于:包括加工模块和如权利要求1-8中任一项所述的自动化上料模块;所述的加工模块包括机架,所述的机架上设有上下料工位和加工工位,所述的加工工位设有切削加工单元;所述的上料组件用于从预定位夹具夹取坯料并转移至上下料工位。
10.根据权利要求9所述的自动化加工设备,其特征在于:还包括夹持定位组件,所述的夹持定位组件位于上下料工位;所述的夹持定位组件包括定位夹具,所述的定位夹具包括基座和两个相对设置的夹头,两个所述夹头之间形成夹持区间;所述的基座上设有定位部,所述夹持区间与定位相对的一侧为进料通道;
技术总结
本技术涉及自动化加工领域,具体公开了一种用于小型块状零件的自动化上料模块及加工设备。其中的自动化上料模块包括分拣组件、预定位组件和上料组件,所述的分拣组件包括自动进料机构和分拣执行机构,所述的自动进料机构包括进料输送单元,所述的进料输送单元上设有分拣工位;所述的预定位组件包括预定位夹具,所述的分拣执行机构用于从分拣工位逐个夹取坯料,并转移至预定位夹具;所述的上料组件与预定位组件对应。以上所述的自动化上料模块可以通过预定位组件对产品坯料进行缓存,以更好的适应加工模块的加工节拍,提高保证加工效率。
技术研发人员:方伟豪,余乐平
受保护的技术使用者:朗快智能科技(杭州)有限公司
技术研发日:20230801
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!