一种用于真空回潮周转箱的烟块装箱控制装置的制作方法
本技术涉及周转箱装箱的,特别涉及一种用于真空回潮周转箱的烟块装箱控制装置。
背景技术:
1、卷烟厂采用不锈钢周转箱装载烟叶的真空回潮工序,目前真空回潮周转箱采用人工手动控制装箱,在烟块落入周转箱内会造成中间堆积高,两边间隙大,操作人员通过手工推动烟块均匀落入烟箱,需要花费大量人工。同时,在装料量偏少有时会导致下游工序的物料跟不上,而装料量过多,物料则会超出周转箱上沿,在周转箱移出装箱工位时会与升降围布发生刮碰,轻则造成烟叶造碎和掉落,破坏现场环境,重则会造成烟箱卡滞,导致设备故障,影响设备运行效率。因此,如何使烟块均匀落入周转箱,并控制周转箱内的物料量,具有重要的意义。
技术实现思路
1、本实用新型提供一种用于真空回潮周转箱的烟块装箱控制装置,解决现有真空回潮周转箱的落料控制需要花费大量人工的问题,能提高周转箱进料的均匀性和便捷性,提高周转箱装料的智能性和自动化水平,提高工作效率。
2、为实现以上目的,本实用新型提供以下技术方案:
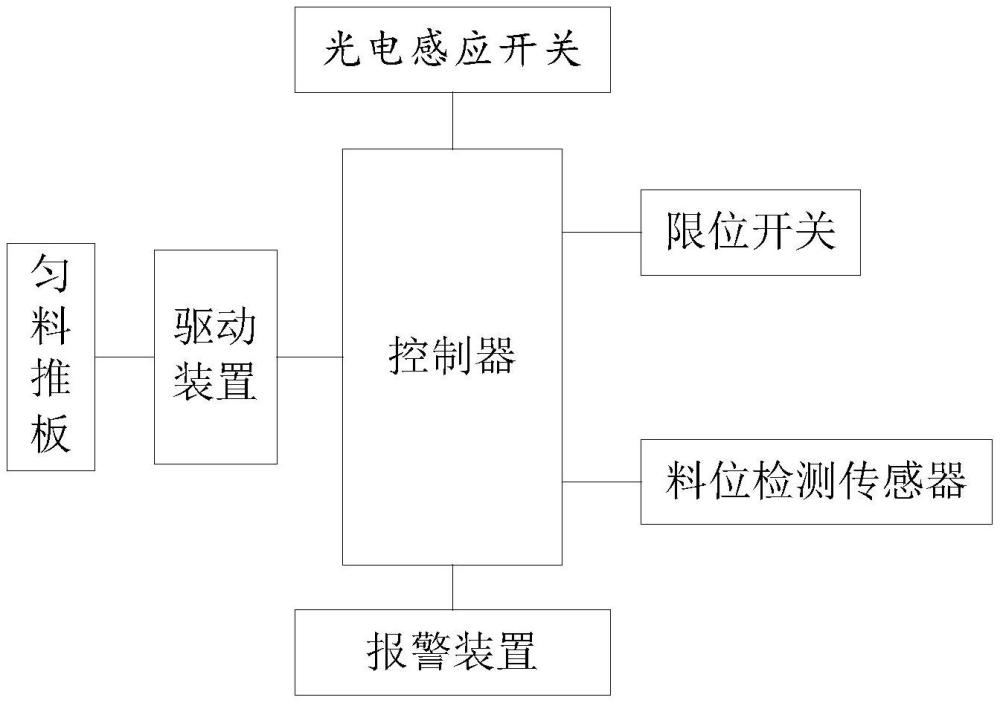
3、一种用于真空回潮周转箱的烟块装箱控制装置,包括:控制器、匀料推板、驱动装置和光电感应开关;
4、所述驱动装置与所述匀料推板驱动连接,所述匀料推板设置在烟块输送带装置的未端位置,用于推动输送带上的烟块向左或向右移动,使烟块落入周转箱内交错分布;
5、所述光电感应开关设置在烟块输送带装置的设定位置,用于检测输送带上的烟块是否达到推送位置;
6、所述控制器分别与所述驱动装置和所述光电感应开关信号连接,并在输送带上的烟块达到推送位置时控制所述驱动装置驱动所述匀料推板向左或向右移动。
7、优选的,还包括:限位开关;
8、所述限位开关与所述控制器信号连接,用于检测周转箱是否到达指定位置;
9、所述控制器在周转箱到达到指定位置,且输送带上的烟块到达所述推送位置时控制所述驱动装置运转,以带动所述匀料推板进行推料。
10、优选的,还包括:报警装置;
11、所述控制器与所述报警装置信号连接,并在周转箱在设定时间内未到达所述指定位置或输送带上的烟块在规定时间内未到达所述推送位置时,控制所述报警装置进行报警。
12、优选的,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
13、优选的,所述驱动装置包括:气缸和电磁阀;
14、所述气缸与外部气源通过送气管路连接,所述气缸的传动杆与所述匀料推板驱动连接;
15、所述送气管路中设有所述电磁阀,所述电磁阀与所述控制器信号连接,所述控制器通过控制所述电磁阀的通断,使所述气缸驱动所述匀料推板进行推料。
16、优选的,所述气缸采用双作用气缸,并在烟块输送带装置的未端两侧分别设有一个所述匀料推板;
17、所述双作用气缸分别与两侧对应的所述匀料推板驱动连接,以分别带动左侧或右侧对应的所述匀料推板进行向右或向左推料。
18、优选的,还包括:料位检测传感器;
19、所述料位检测传感器与所述控制器信号连接,用于检测周转箱内的料位是否达到预设位置;
20、所述控制器在周转箱内的料位达到所述预设位置时上报更换周转箱信号,并控制所述驱动装置停止驱动所述匀料推板的运转。
21、优选的,所述料位检测传感器采用光电感应传感器。
22、优选的,所述控制器为plc控制器或微处理器。
23、本实用新型提供一种用于真空回潮周转箱的烟块装箱控制装置,通过在烟块输送带装置的未端设置匀料推板,并由控制器控制驱动装置驱动所述匀料推板将输送带上的烟块向左或向右推送,使烟块落入周转箱内交错分布。解决现有真空回潮周转箱的落料控制需要花费大量人工的问题,能提高周转箱进料的均匀性和便捷性,提高周转箱装料的智能性和自动化水平,提高工作效率。
技术特征:
1.一种用于真空回潮周转箱的烟块装箱控制装置,其特征在于,包括:控制器、匀料推板、驱动装置和光电感应开关;
2.根据权利要求1所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,还包括:限位开关;
3.根据权利要求2所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,还包括:报警装置;
4.根据权利要求3所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
5.根据权利要求4所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,所述驱动装置包括:气缸和电磁阀;
6.根据权利要求5所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,所述气缸采用双作用气缸,并在烟块输送带装置的未端两侧分别设有一个所述匀料推板;
7.根据权利要求6所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,还包括:料位检测传感器;
8.根据权利要求7所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,所述料位检测传感器采用光电感应传感器。
9.根据权利要求8所述的用于真空回潮周转箱的烟块装箱控制装置,其特征在于,所述控制器为plc控制器或微处理器。
技术总结
本技术提供一种用于真空回潮周转箱的烟块装箱控制装置,包括:控制器、匀料推板、驱动装置和光电感应开关。所述驱动装置与所述匀料推板驱动连接,所述匀料推板设置在烟块输送带装置的未端位置,用于推动输送带上的烟块向左或向右移动,使烟块落入周转箱内交错分布。所述光电感应开关设置在烟块输送带装置的设定位置,用于检测输送带上的烟块是否达到推送位置。所述控制器分别与所述驱动装置和所述光电感应开关信号连接,并在输送带上的烟块达到推送位置时控制所述驱动装置驱动所述匀料推板向左或向右移动。本技术能提高周转箱进料的均匀性和便捷性,提高周转箱装料的智能性和自动化水平。
技术研发人员:谢昆航,王华建,肖一博,赵健,尹二兵,张航,周霆,朱瑞雯,付露,许志兵,王璐
受保护的技术使用者:河南中烟工业有限责任公司
技术研发日:20230731
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!