一种软包电池的自动上料装置的制作方法
本申请涉及电池制造,尤其涉及一种软包电池的自动上料装置。
背景技术:
1、随着电池市场需求量的不断增长,终端应用市场对电池品质要求越来越高;与之不相适应的是,各种电池事故时有发生,消费者要求提高电池安全保障的呼声越来越高,迫使电池生产厂商必须加大对电池安全性检测技术的投入,以确保自身产品质量安全性。
2、在现有的软包电池检测技术中,人工上料时,由于受限于上料方式,上料方式单一,导致软包电池上料效率低下,进而导致软包电池质量检测的效率低下。
3、因此,现有技术还有待于改进和发展。
技术实现思路
1、本申请的主要目的在于提供一种软包电池的自动上料装置,旨在解决现有技术中软包电池的上料装置结构和上料形式单一,上料效率低的问题。
2、为实现上述目的,本实用新型提供一种软包电池的自动上料装置,所述软包电池的自动上料装置,包括:
3、电池上料托盘、电池上移皮带、电池吸盘、气缸和进料皮带线;
4、所述电池上料托盘、所述电池上移皮带、所述进料皮带线、所述电池吸盘、所述气缸自下而上依次设置;
5、所述电池上料托盘固定在所述电池上移皮带上,用于承载软包电池;
6、所述电池上移皮带设置在所述电池吸盘的下方,用于带动所述电池上料托盘并向上运输所述软包电池;
7、所述电池吸盘设置在所述气缸的下方,并通过吸盘架与所述气缸连接,用于将所述电池上移皮带运送上来的所述软包电池吸附起来;
8、所述气缸设置在所述进料皮带线和所述电池吸盘的上方,用于在所述电池吸盘吸附到所述软包电池后,控制所述电池吸盘将所述软包电池移动到所述进料皮带线上;
9、所述进料皮带线设置在所述电池上移皮带的顶端的后方和所述气缸的下方,用于接收移动过来的所述软包电池。
10、可选地,所述的软包电池的自动上料装置,其中,所述电池上料托盘为防滑材质的电池上料托盘,用于承载多个软包电池;
11、所述软包电池依次叠放在所述电池上料托盘上。
12、可选地,所述的软包电池的自动上料装置,其中,所述电池上移皮带设置有若干条,若干条电池上移皮带同时运动或者静止。
13、可选地,所述的软包电池的自动上料装置,其中,所述电池吸盘设置有若干个,所述电池吸盘的数量与所述电池上移皮带的数量相同,每一个电池吸盘对应抓取一条电池上移皮带上的软包电池;
14、所述若干个电池吸盘同时抓取对应电池上移皮带上的软包电池。
15、可选地,所述的软包电池的自动上料装置,其中,所述软包电池的自动上料装置还包括:
16、光电感应器,所述光电感应器有两个,分别设置在第一条电池上移皮带和最后一条电池上移皮带的顶端,并与所述电池吸盘处于同一平面上,用于判断所述电池吸盘是否吸附到所述软包电池;
17、所述光电感应器感应到电池吸盘吸附到所述软包电池后,气缸带动所述电池吸盘运动,并同时控制所述电池上移皮带移动预设距离。
18、可选地,所述的软包电池的自动上料装置,其中,所述气缸包括提升气缸和平移气缸。
19、可选地,所述的软包电池的自动上料装置,其中,所述提升气缸设置在所述电池吸盘上方,通过所述电池吸盘架与所述电池吸盘连接;
20、所述提升气缸用于控制所述电池吸盘在竖直方向上进行上下移动。
21、可选地,所述的软包电池的自动上料装置,其中,所述平移气缸设置在所述提升气缸的后方,与所述提升气缸垂直连接;
22、所述平移气缸用于控制所述电池吸盘在水平方向上进行前后移动。
23、可选地,所述的软包电池的自动上料装置,其中,所述软包电池打包成软包电池组,所述软包电池组由若干个软包电池组成;
24、所述电池吸盘对所述软包电池组进行吸附,以通过一次吸附获取多个软包电池。
25、可选地,所述的软包电池的自动上料装置,其中,所述电池上移皮带呈预设的倾斜角度设置。
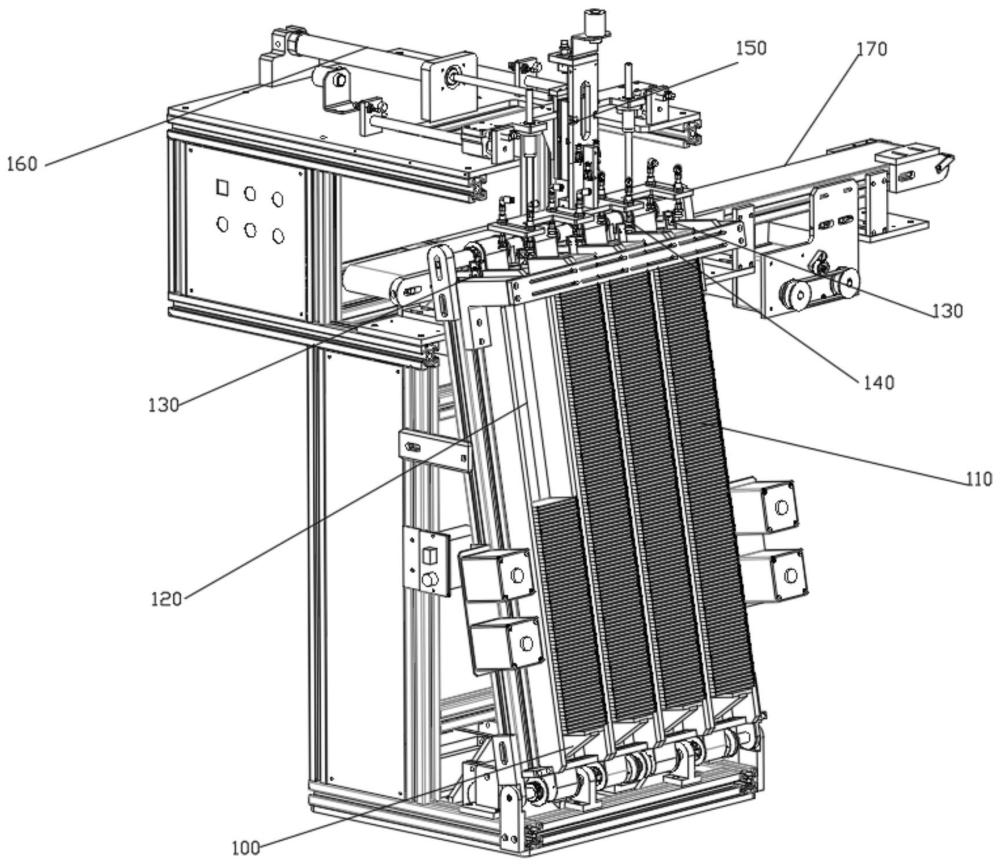
26、本实用新型公开了一种软包电池的自动上料装置,所述软包电池的自动上料装置包括电池上料托盘、电池上移皮带、电池吸盘、气缸和进料皮带线;所述电池上料托盘、所述电池上移皮带、所述进料皮带线、所述电池吸盘、所述气缸自下而上依次设置;所述电池上料托盘固定在所述电池上移皮带上,用于承载软包电池;所述电池上移皮带设置在所述电池吸盘的下方,用于带动所述电池上料托盘并向上运输所述软包电池;所述电池吸盘设置在所述气缸的下方,并通过吸盘架与所述气缸连接,用于将所述电池上移皮带运送上来的所述软包电池吸附起来;所述气缸设置在所述进料皮带线和所述电池吸盘的上方,用于在所述电池吸盘吸附到所述软包电池后,控制所述电池吸盘将所述软包电池移动到所述进料皮带线上;所述进料皮带线设置在所述电池上移皮带的顶端的后方和所述气缸的下方,用于接收移动过来的所述软包电池。本实用新型提出的软包电池的自动上料装置大大提高了人工上料的效率、降低了人工上料的操作难度。
技术特征:
1.一种软包电池的自动上料装置,其特征在于,所述软包电池的自动上料装置包括:
2.根据权利要求1所述的软包电池的自动上料装置,其特征在于,所述电池上料托盘为防滑材质的电池上料托盘,用于承载多个软包电池;
3.根据权利要求1所述的软包电池的自动上料装置,其特征在于,所述电池上移皮带设置有若干条,若干条电池上移皮带同时运动或者静止。
4.根据权利要求3所述的软包电池的自动上料装置,其特征在于,所述电池吸盘设置有若干个,所述电池吸盘的数量与所述电池上移皮带的数量相同,每一个电池吸盘对应抓取一条电池上移皮带上的软包电池;
5.根据权利要求4所述的软包电池的自动上料装置,其特征在于,所述软包电池的自动上料装置还包括:
6.根据权利要求1所述的软包电池的自动上料装置,其特征在于,所述气缸包括提升气缸和平移气缸。
7.根据权利要求6所述的软包电池的自动上料装置,其特征在于,所述提升气缸设置在所述电池吸盘上方,通过所述电池吸盘架与所述电池吸盘连接;
8.根据权利要求6所述的软包电池的自动上料装置,其特征在于,所述平移气缸设置在所述提升气缸的后方,与所述提升气缸垂直连接;
9.根据权利要求1所述的软包电池的自动上料装置,其特征在于,所述软包电池打包成软包电池组,所述软包电池组由若干个软包电池组成;
10.根据权利要求1所述的软包电池的自动上料装置,其特征在于,所述电池上移皮带呈预设的倾斜角度设置。
技术总结
本技术公开了一种软包电池的自动上料装置,所述软包电池的自动上料装置包括:电池上料托盘、电池上移皮带、电池吸盘、气缸和进料皮带线;将软包电池按列放至电池上料托盘上,所述电池上料托盘固定在所述电池上移皮带上;所述电池上移皮带设置在所述电池吸盘的下方,用于带动所述电池上料托盘并向上运输所述软包电池;当吸盘吸附走软包电池后,上方的光电感应器进行识别,倾斜的电池平台在电池上移皮带的带动下上升预设距离;保证所述电池吸盘下一次仍能够准确地可靠的从所述电池上料托盘上抓取软包电池。本技术提出的软包电池的自动上料装置大大提高了人工上料的效率、降低了人工上料的操作难度。
技术研发人员:周立朝,董巧华,刘骏
受保护的技术使用者:深圳市日联科技有限公司
技术研发日:20230801
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!