一种自动贴电池包裹膜设备的制作方法
本技术涉及电池生产,具体为一种自动贴电池包裹膜设备。
背景技术:
1、电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置,随着科技的进步,电池泛指能产生电能的小型装置,电池在生产时需要对其进行包裹膜贴附操作。
2、目前,现有的电池在贴包裹膜时都是人工操作,贴包裹膜过程中的自动化程度较低,增加了贴包裹膜时的劳动强度,降低了电池在贴包裹膜时的工作效率;而且由于需要人工操作,因此在包裹膜贴附时的容易产生气泡,从而降低了电池贴包裹膜时的贴合效果,从而给人们的使用带来了很大的困扰。
技术实现思路
1、本实用新型的目的在于提供一种自动贴电池包裹膜设备,以解决上述背景技术中提出工作效率低,贴合效果不够理想的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种自动贴电池包裹膜设备,包括机架,所述机架的顶端安装有机罩,且机罩的表面镶嵌有用于控制整个设备运行的控制面板,所述机架的一侧设置有用于进料的进料机构,该进料机构的一侧还设置有用于对电池定位的定位组件;所述机架的另一端设置有用于下料的出料机构,所述机架的表面设置有用于包裹膜上料的进膜切膜机构,所述机架表面位于进膜切膜机构的一侧固定有转移机械手,该转移机械手用于移料工作;所述机架的表面还设置有贴正膜机构和贴侧膜机构,且贴正膜机构和贴侧膜机构分别用于电池正面与侧面的贴合工作,所述贴正膜机构包括有运动组件和滚压组件,所述运动组件固定连接在机架的表面,且运动组件的上方设置有滚压组件,该滚压组件用于将包裹膜与电池进行正面滚压,以避免贴合时发生气泡现象,所述贴侧膜机构包括有直线模组、xy向模组、侧压辊、压膜组件以及压侧膜组件,所述直线模组设置有两组,两组直线模组固接在机架的表面,且直线模组的滑动端连接有用于侧面贴膜的压侧膜组件。
3、优选的,所述进膜切膜机构是由放膜筒、切料模组、进膜组件以及切刀组成,所述放膜筒通过架体转动连接在机架的表面,且放膜筒下方的架体上连接有进膜组件,所述放膜筒一侧的架体上固定有切料模组,且切料模组的滑动端安装有用于裁剪包裹膜的切刀。
4、优选的,所述转移机械手包括有横移模组、纵移模组、搬运架以及吸嘴,所述横移模组通过支架固接在机架的表面,且横移模组的滑动端安装有纵移模组,且纵移模组的滑动端固定有搬运架,并且搬运架的表面通过支杆固定有五组吸嘴。
5、优选的,所述运动组件是由丝杠模组、滑架以及载具组成,所述丝杠模组固接在机架的表面,且丝杠模组的丝杠上螺纹连接有用于放置电池的载具。
6、优选的,所述滚压组件由横移气缸、推板、纵向气缸以及正压辊组合而成,所述横移气缸通过支架固接在机架的表面,且横移气缸的滑动端固定连接有推板。
7、优选的,所述推板的下方设置有正压辊,该正压辊用于将包裹膜与电池滚压贴合,所述推板的顶端固定连接纵向气缸,且纵向气缸的输出端贯穿推板并与正压辊固定连接。
8、优选的,所述直线模组的一侧设置有xy向模组,且xy向模组固接在机架的表面,所述xy向模组的滑动端固定有侧压辊,该侧压辊用于将包裹膜与电池进行侧面滚压贴合。
9、与现有技术相比,本实用新型的有益效果是:该自动贴电池包裹膜设备通过设置进料机构、进膜切膜机构及贴正侧膜机构,提高了包裹膜贴附时的自动化程度,在包裹膜贴附过程中不需要人工辅助操作,降低了对包裹膜贴附时的劳动强度,提高了工作效率;并且通过滚压组件与侧压辊的设置,使得包裹膜与电池贴附后实现了滚压工作,避免了包裹膜与电池贴附时产生气泡现象,从而影响了包裹膜与电池的贴合效果。
技术特征:
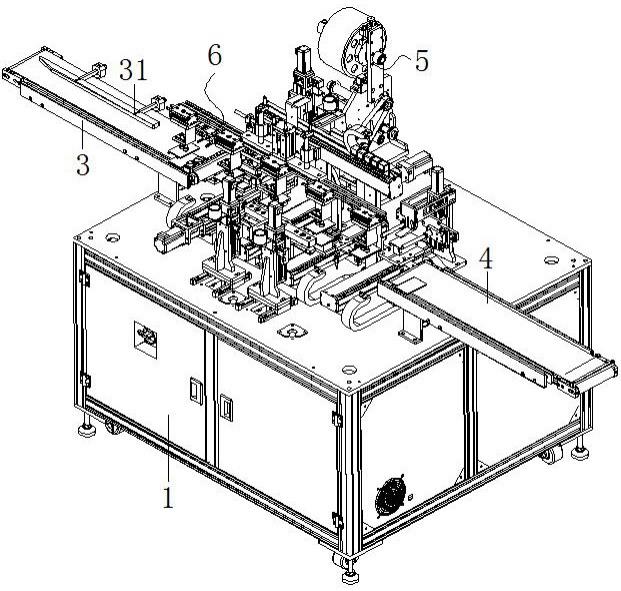
1.一种自动贴电池包裹膜设备,包括机架(1),其特征在于:所述机架(1)的顶端安装有机罩(2),且机罩(2)的表面镶嵌有用于控制整个设备运行的控制面板(21),所述机架(1)的一侧设置有用于进料的进料机构(3),该进料机构(3)的一侧还设置有用于对电池定位的定位组件(31);所述机架(1)的另一端设置有用于下料的出料机构(4),所述机架(1)的表面设置有用于包裹膜上料的进膜切膜机构(5),所述机架(1)表面位于进膜切膜机构(5)的一侧固定有转移机械手(6),该转移机械手(6)用于移料工作;所述机架(1)的表面还设置有贴正膜机构(7)和贴侧膜机构(8),且贴正膜机构(7)和贴侧膜机构(8)分别用于电池正面与侧面的贴合工作;所述进膜切膜机构(5)是由放膜筒(51)、切料模组(52)、进膜组件(53)以及切刀(54)组成,所述放膜筒(51)通过架体转动连接在机架(1)的表面,且放膜筒(51)下方的架体上连接有进膜组件(53),所述放膜筒(51)一侧的架体上固定有切料模组(52),且切料模组(52)的滑动端安装有用于裁剪包裹膜的切刀(54)。
2.根据权利要求1所述的一种自动贴电池包裹膜设备,其特征在于:所述转移机械手(6)包括有横移模组(61)、纵移模组(62)、搬运架(63)以及吸嘴(64),所述横移模组(61)通过支架固接在机架(1)的表面,且横移模组(61)的滑动端安装有纵移模组(62),且纵移模组(62)的滑动端固定有搬运架(63),并且搬运架(63)的表面通过支杆固定有五组吸嘴(64)。
3.根据权利要求1所述的一种自动贴电池包裹膜设备,其特征在于:所述贴正膜机构(7)包括有运动组件(71)和滚压组件(72),所述运动组件(71)固定连接在机架(1)的表面,且运动组件(71)的上方设置有滚压组件(72),该滚压组件(72)用于将包裹膜与电池进行正面滚压,以避免贴合时发生气泡现象。
4.根据权利要求3所述的一种自动贴电池包裹膜设备,其特征在于:所述运动组件(71)是由丝杠模组(711)、滑架(712)以及载具(713)组成,所述丝杠模组(711)固接在机架(1)的表面,且丝杠模组(711)的丝杠上螺纹连接有用于放置电池的载具(713)。
5.根据权利要求3所述的一种自动贴电池包裹膜设备,其特征在于:所述滚压组件(72)由横移气缸(721)、推板(722)、纵向气缸(723)以及正压辊(724)组合而成,所述横移气缸(721)通过支架固接在机架(1)的表面,且横移气缸(721)的滑动端固定连接有推板(722)。
6.根据权利要求5所述的一种自动贴电池包裹膜设备,其特征在于:所述推板(722)的下方设置有正压辊(724),该正压辊(724)用于将包裹膜与电池滚压贴合,所述推板(722)的顶端固定连接纵向气缸(723),且纵向气缸(723)的输出端贯穿推板(722)并与正压辊(724)固定连接。
7.根据权利要求1所述的一种自动贴电池包裹膜设备,其特征在于:所述贴侧膜机构(8)包括有直线模组(81)、xy向模组(82)、侧压辊(83)、压膜组件(84)以及压侧膜组件(85),所述直线模组(81)设置有两组,两组直线模组(81)固接在机架(1)的表面,且直线模组(81)的滑动端连接有用于侧面贴膜的压侧膜组件(85)。
8.根据权利要求7所述的一种自动贴电池包裹膜设备,其特征在于:所述直线模组(81)的一侧设置有xy向模组(82),且xy向模组(82)固接在机架(1)的表面,所述xy向模组(82)的滑动端固定有侧压辊(83),该侧压辊(83)用于将包裹膜与电池进行侧面滚压贴合。
技术总结
本技术涉及电池生产技术领域,具体为一种自动贴电池包裹膜设备,包括机架,所述机架的顶端安装有机罩,且机罩的表面镶嵌有用于控制整个设备运行的控制面板,所述机架的一侧设置有用于进料的进料机构,所述机架的另一端设置有用于下料的出料机构,所述机架的表面设置有用于包裹膜上料的进膜切膜机构,所述机架表面位于进膜切膜机构的一侧固定有转移机械手,所述机架的表面还设置有贴正膜机构和贴侧膜机构。本技术提高了包裹膜贴附时的自动化程度,在包裹膜贴附过程中不需要人工辅助操作,降低了对包裹膜贴附时的劳动强度,提高了工作效率,而且避免了包裹膜与电池贴附时产生气泡现象,从而影响了包裹膜与电池的贴合效果。
技术研发人员:李永洪,常伟,曾锦辉
受保护的技术使用者:珠海市嘉德电能科技有限公司
技术研发日:20230807
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!