一种提高电化铝烫金张力的稳定性装置的制作方法
【】本技术涉及烫金加工技术,尤其涉及一种提高电化铝烫金张力的稳定性装置。
背景技术
0、
背景技术:
1、在烫金加工过程中,电化铝的收卷卷芯一般采用l寸芯和3寸芯两种规格,l寸芯可直接装在烫金机电化铝轴上直接使用,3寸芯则需要通过支撑块配合使用。
2、对于专版定位烫的电化铝一般都是采用3寸芯,以便电眼识别光标的稳定;因此,专版定位烫电化铝等3寸芯的电化铝目前一直按照设备厂家配备的铝制半弧形的支撑块来安装使用,此铝制半弧形支撑块装到电化铝轴上后与电化铝卷芯内壁周向之间相对固定的(即通过铝制半弧形支撑块与3寸芯电化铝内壁之间的摩擦力同轴心的带动整个电化铝的收卷卷芯同步转动),由于周向滑动、半弧形的支撑块不能与电化铝卷芯同步运转,而是电化铝卷芯在支撑块上转动,因而容易造成电化铝拉不动收卷卷芯以及转动张力的不稳定情况发生,导致电化铝的压重复或烫金图案偏位等质量问题。
技术实现思路
0、
技术实现要素:
1、本实用新型提供一种提高电化铝烫金张力的稳定性装置,具有结构简单、便于定位和安装连接,有效保证同心的圆环轴套与电化铝卷芯同步转动,避免电化铝压重复或烫金图案偏位。
2、本实用新型解决其技术问题所采用的技术方案是:
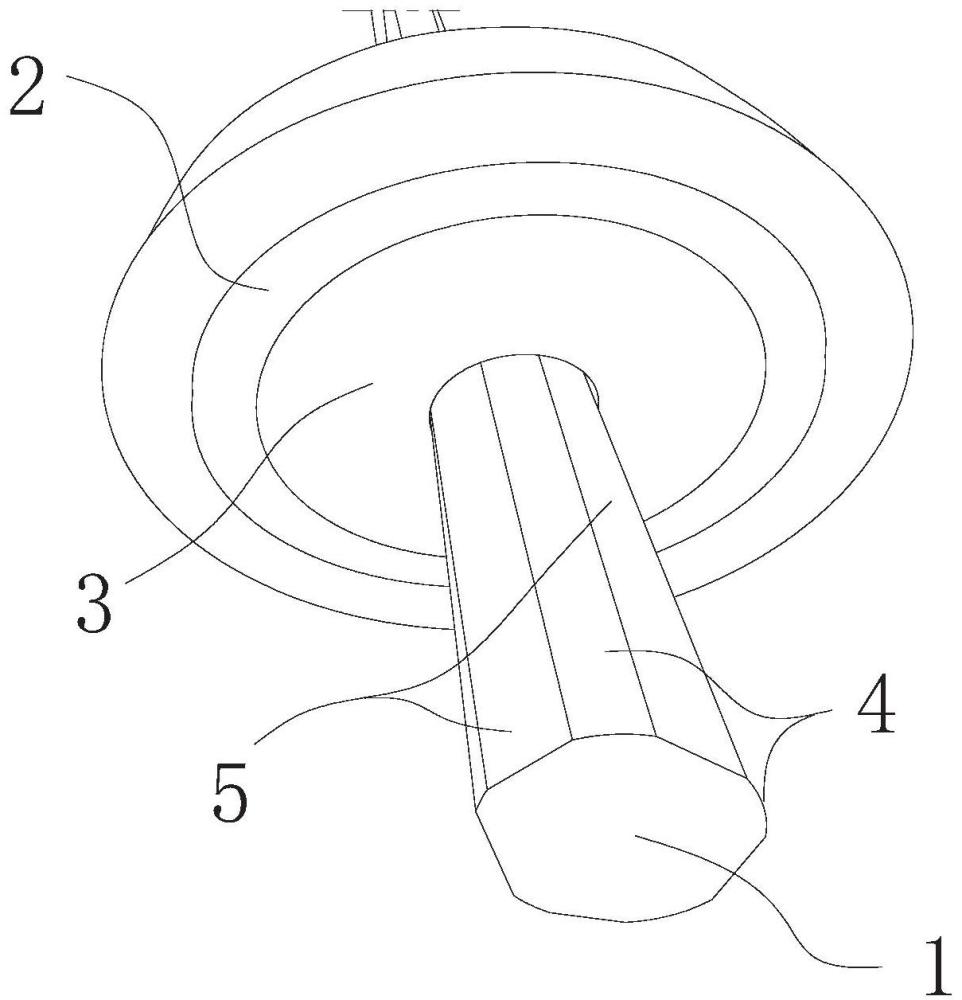
3、一种提高电化铝烫金张力的稳定性装置,用于烫金机中电化铝卷芯的同轴心同步固定连接,包括电化铝轴,所述电化铝轴为圆柱体结构;
4、所述电化铝轴与电化铝卷芯的轴心孔之间同轴心的套装设置有相对电化铝轴周向旋转的圆环轴套;
5、所述圆环轴套的外环沿轴向嵌套安装于所述电化铝卷芯的轴心孔中、且圆环轴套的外端面与所述电化铝卷芯的外端面平齐设置;
6、所述圆环轴套的中心开设有与所述电化铝轴同轴心转动配合的内环孔。
7、优选地,所述电化铝轴的圆柱体周向还设置有多个沿轴向依次间隔分布、用于与所述圆环轴套中心的内环孔转动配合的圆弧面和平直面;有效便于所述电化铝轴插套安装于所述圆环轴套的内环孔中,在保证中心轴向定位的同时有效减少两者之间的周向摩擦力,便于电化铝卷芯和圆环轴套相对电化铝轴平稳转动。
8、优选地,所述圆环轴套的内环孔直径为25.2~25.5mm,所述圆环轴套的外环直径为75.5~76mm。
9、优选地,所述圆环轴套的内环孔直径优选的为25.3mm,所述圆环轴套的外环直径优选的为75.8mm。
10、优选地,所述圆环轴套的轴向厚度为18~25mm,且在具体使用时,根据电化铝的宽幅进行调整。
11、优选地,所述圆环轴套采用木质板材一体加工成形。
12、本实用新型的有益效果是:
13、由于电化铝轴与电化铝卷芯的轴心孔之间同轴心的套装设置有相对电化铝轴周向旋转的圆环轴套,且圆环轴套的外端面与电化铝卷芯的外端面平齐设置,整体的连接结构简单,通过圆环轴套便于电化铝卷芯的定位和安装固定,且在拉动电化铝时,有效保证电化铝卷芯和同心的圆环轴套相对电化铝轴一起同步转动,有效实现电化铝转动的平缓稳定,避免烫金过程中电化铝压重复或烫金图案偏位。
技术特征:
1.一种提高电化铝烫金张力的稳定性装置,用于烫金机中电化铝卷芯的同轴心同步固定连接,其特征在于,包括电化铝轴,所述电化铝轴为圆柱体结构;
2.根据权利要求1所述的一种提高电化铝烫金张力的稳定性装置,其特征在于:所述电化铝轴的圆柱体周向还设置有多个沿轴向依次间隔分布、用于与所述圆环轴套中心的内环孔转动配合的圆弧面和平直面。
3.根据权利要求1所述的一种提高电化铝烫金张力的稳定性装置,其特征在于:所述圆环轴套的内环孔直径为25.2~25.5mm,所述圆环轴套的外环直径为75.5~76mm。
4.根据权利要求2所述的一种提高电化铝烫金张力的稳定性装置,其特征在于:所述圆环轴套的内环孔直径为25.3mm,所述圆环轴套的外环直径为75.8mm。
5.根据权利要求2所述的一种提高电化铝烫金张力的稳定性装置,其特征在于:所述圆环轴套的轴向厚度为18~25mm。
6.根据权利要求1所述的一种提高电化铝烫金张力的稳定性装置,其特征在于:所述圆环轴套采用木质板材一体加工成形。
技术总结
本技术公开的一种提高电化铝烫金张力的稳定性装置,用于烫金机中电化铝卷芯的同轴心同步固定连接,包括电化铝轴,电化铝轴为圆柱体结构;电化铝轴与电化铝卷芯的轴心孔之间同轴心的套装设置有相对电化铝轴周向旋转的圆环轴套;圆环轴套的外环沿轴向嵌套安装于所述电化铝卷芯的轴心孔中、且圆环轴套的外端面与所述电化铝卷芯的外端面平齐设置;圆环轴套的中心开设有与电化铝轴同轴心转动配合的内环孔;具有结构简单、便于定位和安装连接,拉动电化铝则电化铝卷芯和同心的圆环轴套一起同步转动,避免电化铝压重复或烫金图案偏位,有效实现电化铝的转动平缓稳定。
技术研发人员:颜文华,王会,符秀科
受保护的技术使用者:珠海经济特区诚成印务有限公司
技术研发日:20230818
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!