一种磁吸工装的制作方法
本技术涉及xps泡沫预埋铁板过程中铁板的取放技术,特别涉及一种磁吸工装。
背景技术:
1、玻璃钢复合板在超低温下不会发生脆裂,在高温下不会变形,并且可以防止热传递,可替代彩钢板、铝板、不锈钢板等,并克服了传统产品生锈、腐蚀、导热、易于凹陷变形、不易清洗、耐久性差、易磨损、不能适应恶劣环境等缺点。
2、由于玻璃钢复合板的优异特性,玻璃钢复合板被广泛应用在冷藏厢式货车领域,因厢体安装和设备安装等需要,需在xps泡沫板上预埋尺寸及厚度大小不等的铁板,为了确保预埋的铁板与xps泡沫板表面平齐,一种处理方式是将铁板加热后直接与泡沫板热熔连接,因此需要设计一种能够取放被加热的铁板的工装。
技术实现思路
1、本申请实施例通过提供一种磁吸工装,用于解决如何移动被加热的铁板的目的。
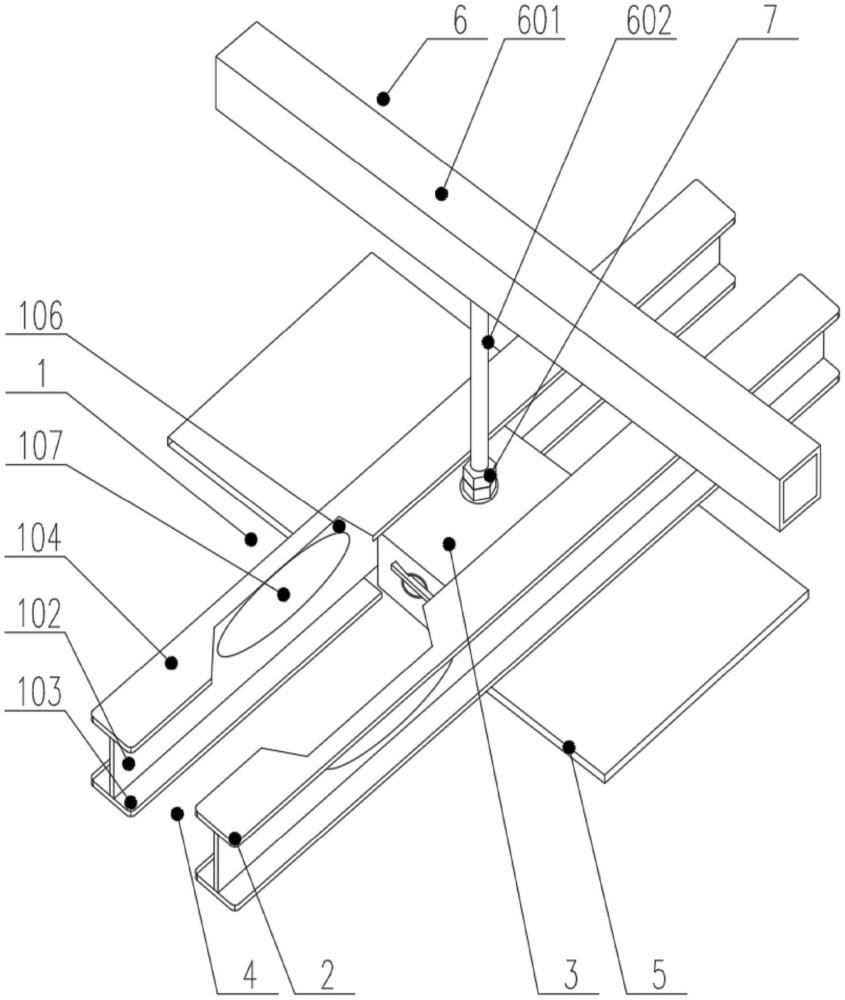
2、本申请实施例提供了一种磁吸工装,包括:
3、限位件a,下端具有限位面a,所述限位面a用于与泡沫板表面接触定位;
4、限位件b,与所述限位件a并列设置且与所述限位件a之间具有间隙,所述限位件b下端具有限位面b,所述限位面b与所述限位面a平齐,所述限位面b用于与泡沫板表面接触定位;
5、磁吸件,设置于所述间隙中并分别与所述限位件a和所述限位件b连接,所述磁吸件用于将铁板吸附至与所述限位面a和限位面b贴合;
6、其中,所述限位面a、限位面b的面积大于被吸合铁板的面积。
7、上述实施例的有益效果在于:通过磁吸件的电磁力可以将加热后的铁板吸附定位在限位面a、限位面b上,再移动整个磁吸工装至xps泡沫板上,从而解决如何移动被加热的铁板的问题,并且,限位面a与限位面b还会与xps表面形成限位结构,防止铁板进一步下陷进xps泡沫中,以此保证铁板热熔连接的质量。
8、在上述实施例的基础上,本申请实施例还可以做如下改进:
9、在本申请其中一个实施例中:所述磁吸件为开关式磁力座。
10、在本申请其中一个实施例中:所述限位件a与所述限位件b以所述间隙中间位置处的平面为对称结构。
11、在本申请其中一个实施例中:所述限位件a包括:立板,与所述磁吸件连接;底板,连接于所述立板底端,对应所述磁吸件配置有缺口a,所述磁吸件下端位于所述缺口a中;顶板,连接于所述立板顶端,配置有缺口b,所述缺口b与所述磁吸件的开关相邻。本步的有益效果:通过设置缺口a防止开关式磁力座的磁吸端被遮挡,使得磁吸端能够更加靠近铁板,提高开关式磁力座的磁吸效率,同时还可以缩小限位件a、限位件b的尺寸,以此降低整个磁吸工装的重量,便于操作人员拿取磁吸工装;通过设置缺口b,便于操作人员在上方对开关式磁力座的开关进行相应操作。
12、在本申请其中一个实施例中:所述立板开设有与所述间隙连通的孔体,所述孔体与所述开关相邻。本步的有益效果:过设置孔体,便于操作人员在侧面对开关式磁力座的开关进行相应操作。
13、在本申请其中一个实施例中:还包括:握持件,连接于所述磁吸件,所述握持件上端具有沿横向设置的握持端。本步的有益效果:通过设置握持件,便于操作人员拿取该种磁吸工装。
技术特征:
1.一种磁吸工装,其特征在于,包括:
2.根据权利要求1所述的磁吸工装,其特征在于,所述磁吸件为开关式磁力座。
3.根据权利要求2所述的磁吸工装,其特征在于,所述限位件a与所述限位件b以所述间隙中间位置处的平面为对称结构。
4.根据权利要求3所述的磁吸工装,其特征在于,所述限位件a包括:
5.根据权利要求4所述的磁吸工装,其特征在于,所述立板开设有与所述间隙连通的孔体,所述孔体与所述开关相邻。
6.根据权利要求1所述的磁吸工装,其特征在于,还包括:
技术总结
本技术公开了一种磁吸工装,包括:限位件A、限位件B、磁吸件,限位件A下端具有限位面A,限位面A用于与泡沫板表面接触定位,限位件B与限位件A并列设置且与限位件A之间具有间隙,限位件B下端具有限位面B,限位面B与限位面A平齐,即限位面A与限位面B位于同一水平面高度,限位面B用于与泡沫板表面接触定位,磁吸件设置于间隙中并分别与限位件A和限位件B连接,磁吸件用于将铁板吸附至与限位面A和限位面B贴合,其中,限位面A、限位面B的面积大于被吸合铁板的面积。通过磁吸件的电磁力可以将加热后的铁板吸附定位在限位面A、限位面B上,再移动整个磁吸工装至XPS泡沫板上,从而解决如何移动被加热的铁板的问题。
技术研发人员:石为民,许振江,章斌,王昀
受保护的技术使用者:扬州万盛厢车新材料有限公司
技术研发日:20230828
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!