纸盖自动包装生产联线的转接送料机构的制作方法
本技术涉及一种纸盖自动包装生产联线,具体涉及一种纸盖自动包装生产联线的转接送料机构。
背景技术:
1、现有技术中,纸盖成型机将纸盖进行生产制作后,一般纸盖先在外面进行堆叠成筒形,然后将堆叠成筒形的纸盖再送到纸盖包装机内进行塑料袋包装,缺点是工序多,自动化程度低,不能适应现代化的纸盖生产包装要求。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的旨在提供一种用于将纸盖成型机生产的纸盖送去纸盖包装机进行包装,全程实现自动化,结构简单的纸盖自动包装生产联线的转接送料机构。
2、本实用新型是采取如下技术方案来完成的:
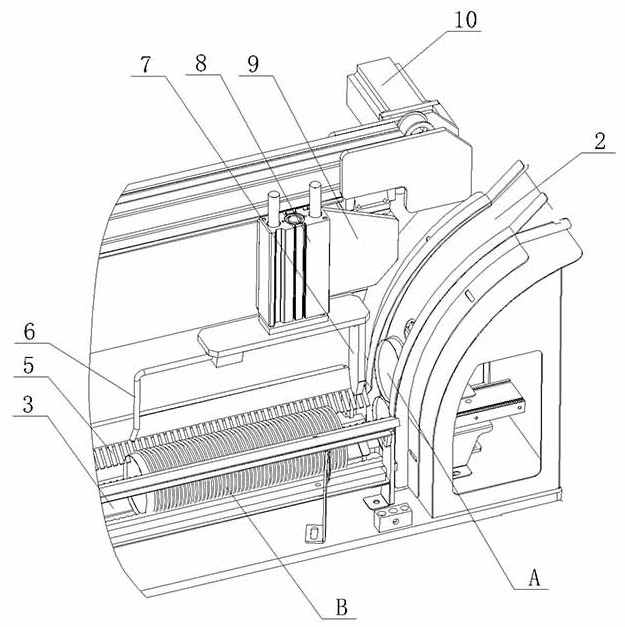
3、纸盖自动包装生产联线的转接送料机构,其特征在于:由单个纸盖输送台、堆叠纸盖输送台和将两者衔接的转向滑道组成,单个纸盖输送台包括电机驱动的传送带,传送带用于将单个纸盖进行输送,堆叠纸盖输送台包括卧式安装的条形托台,条形托台用于将堆叠纸盖进行承托,条形托台的上方设有推料板,推料板可上下活动设于纵向滑座上,纵向滑座作前后活动设置,转向滑道具有90度弧形滑轨,转向滑道的进口端与单个纸盖输送台的出口相对,转向滑道的输出端下方设有接料板,接料板远离堆叠纸盖输送台的一侧上方设有推料头,推料头作前后活动设置。
4、所述条形托台上方的左右侧设有毛刷,毛刷用于防止堆叠纸盖时纸盖的倾倒。
5、所述接料板可前后伸缩设置由接料板气缸进行推动,接料板的下方设有窗口。
6、所述推料板的上下活动由推料板气缸进行推动,所述纵向滑座的前后活动由滑座电机通过同步带进行拉动,所述推料头的前后活动由推料头气缸进行推动。
7、所述推料板在前方一定的距离位置固定连接挡料杆。
8、采用上述技术方案后,本实用新型能够将纸盖成型机生产的单个纸盖直接送去纸盖包装机进行塑料袋的包装,输送过程中对纸盖进行堆叠,全程实现自动化,结构简单,进而更好满足现代化的纸盖生产包装要求。还有,当纸盖包装机出现故障,可将单个纸盖在堆叠前送到外面,方便后续处理,结构简单。
技术特征:
1.纸盖自动包装生产联线的转接送料机构,其特征在于:由单个纸盖输送台、堆叠纸盖输送台和将两者衔接的转向滑道组成,单个纸盖输送台包括电机驱动的传送带,传送带用于将单个纸盖进行输送,堆叠纸盖输送台包括卧式安装的条形托台,条形托台用于将堆叠纸盖进行承托,条形托台的上方设有推料板,推料板可上下活动设于纵向滑座上,纵向滑座作前后活动设置,转向滑道具有90度弧形滑轨,转向滑道的进口端与单个纸盖输送台的出口相对,转向滑道的输出端下方设有接料板,接料板远离堆叠纸盖输送台的一侧上方设有推料头,推料头作前后活动设置。
2.如权利要求1所述的纸盖自动包装生产联线的转接送料机构,其特征在于:所述条形托台上方的左右侧设有毛刷,毛刷用于防止堆叠纸盖时纸盖的倾倒。
3.如权利要求1或2所述的纸盖自动包装生产联线的转接送料机构,其特征在于:所述接料板可前后伸缩设置由接料板气缸进行推动,接料板的下方设有窗口。
4.如权利要求1或2所述的纸盖自动包装生产联线的转接送料机构,其特征在于:所述推料板的上下活动由推料板气缸进行推动,所述纵向滑座的前后活动由滑座电机通过同步带进行拉动,所述推料头的前后活动由推料头气缸进行推动。
5.如权利要求1所述的纸盖自动包装生产联线的转接送料机构,其特征在于:所述推料板在前方一定的距离位置固定连接挡料杆。
技术总结
本技术公开了一种纸盖自动包装生产联线的转接送料机构,其特征在于:由单个纸盖输送台、堆叠纸盖输送台和将两者衔接的转向滑道组成,单个纸盖输送台包括电机驱动的传送带,传送带用于将单个纸盖进行输送,堆叠纸盖输送台包括卧式安装的条形托台,条形托台的上方设有推料板,推料板可上下活动设于纵向滑座上,纵向滑座作前后活动设置,转向滑道具有90度弧形滑轨,转向滑道的的进口端与单个纸盖输送台的出口相对,转向滑道的的输出端下方设有接料板,接料板远离堆叠纸盖输送台的一侧设有推料头,推料头作前后活动设置。本技术用于将纸盖成型机生产的纸盖送去纸盖包装机进行包装,全程实现自动化,结构简单。
技术研发人员:李仁静,郑庆俊,林安国
受保护的技术使用者:瑞安市天成包装机械有限公司
技术研发日:20230907
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!