堆料及定量输出装置的制作方法
本技术涉及蓄电池板栅生产,尤其涉及堆料及定量输出装置。
背景技术:
1、板栅是电极的集电骨架,起传导、汇集电流并使电流分布均匀的作用,同时对活性物质起支撑作用,是活性物质的载体。板栅经连续注塑成型,通过剪裁得到单片板栅产品。
2、中国专利cn202010487559.7公开了一种全自动蓄电池板栅生产线,包括滚刀器、收料机构和机械手,所述滚刀器左侧设有收料机构,所述第二工作箱内腔顶部安装有机械手,通过机械手,又能把产品搬运至收料机构上方,由于收料机构采用托架、直线滑台、载料板和限位柱组成,同时托架顶部表面安装有直线滑台,且直线滑台顶部表面安装有三组载料板,从而能够通过托架为直线滑台提供支撑,通过直线滑台,又能灵活的调节载料板的位置,进而能够方便成型的产品在机械手搬运下放置到载料板上,通过在载料板顶部表面四角均插接有限位柱,从而能够提高产品下落时的平稳性,防止产品松散,以便于后期产品的整体取出。
3、但是上述现有技术方案中,需要额外设置机械手将剪裁得到的单片板栅取出并堆叠至收料机构上,而后需要人工将一摞板栅整体取出,因此无法实现板栅的自动流转输出,自动化生产效率低。
技术实现思路
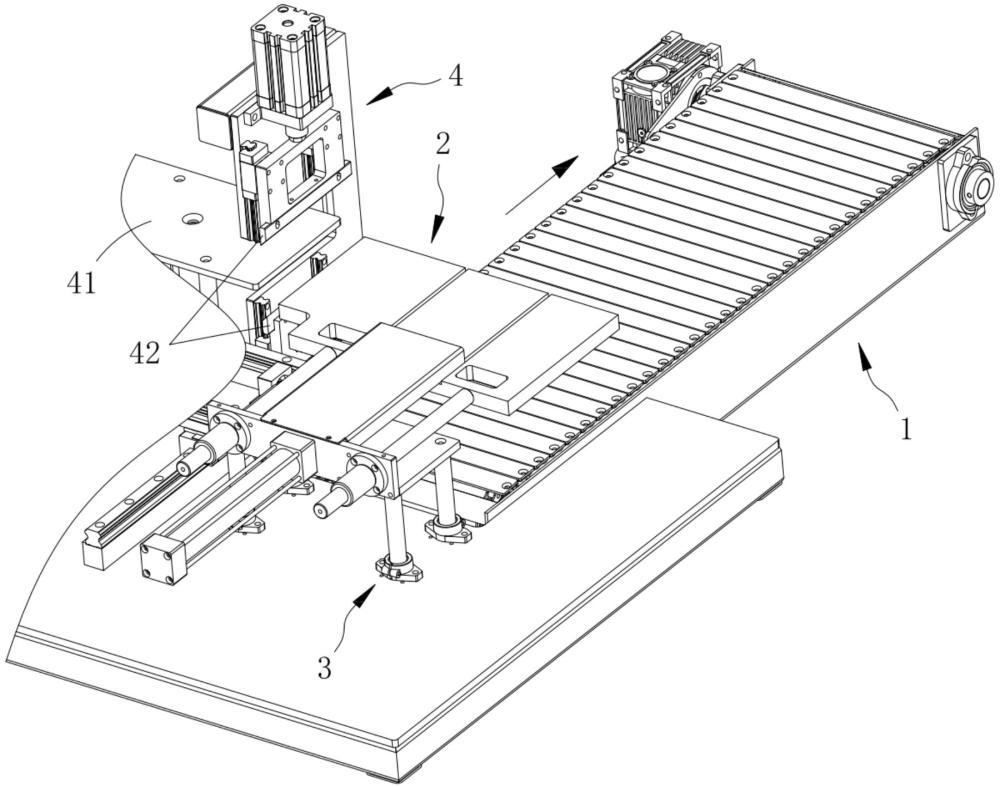
1、本实用新型的目的是针对现有技术的不足之处,提供堆料及定量输出装置,通过在输送机构的输入端上方设置堆料机构,待剪裁的板栅输送置于载料台上,裁断后通过载料台的缩回动作配合推料部将该单片板栅推出落料至输送机构上,从而实现堆料机构逐一承接板栅并推料堆叠至所述输送机构上,堆叠至预设量的板栅组由输送机构进行输出,结构巧妙,接料、堆料和输出工作连续自动化完成,下料输出效率高,解决现有技术中存在的需要额外设置机械手将剪裁得到的单片板栅取出并堆叠至收料机构上以及需要人工将一摞板栅整体取出等技术问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、堆料及定量输出装置,包括:输送机构;以及堆料机构,所述堆料机构位于所述输送机构的输入端上方,所述堆料机构逐一承接板栅并推料堆叠至所述输送机构上,堆叠至预设量的板栅组由输送机构进行输出。
4、作为优选,所述堆料机构包括:载料台,所述载料台滑动伸缩设置于基座上,板栅承载于所述载料台上;以及推料部,所述推料部固定安装于基座上并匹配所述载料台的承载面高度设置,所述载料台缩回至推料部下方的过程中由推料部将板栅从载料台上推出落料。
5、作为优选,所述堆料机构还包括:基座,所述载料台通过伸缩杆水平滑动安装于所述基座上,所述推料部固定安装于所述基座上;以及推料驱动部,所述推料驱动部水平安装于基座上并与所述载料台动力连接,以驱动所述载料台进行伸缩移动。
6、作为优选,所述载料台沿所述输送机构的输送方向进行伸缩移动。
7、作为优选,所述载料台的承载面沿其伸缩方向开设有凹槽,所述推料部相对滑动卡设于所述凹槽内。
8、作为优选,所述输送机构采用步进输送方式,其每步进前进一次,于其输入端匹配让出一组板栅的宽度距离,以供下一组板栅进行落料堆叠。
9、作为优选,还包括:升降机构,所述升降机构与所述堆料机构动力连接,其驱动所述堆料机构配合板栅的堆料进度进行升降动作,以使板栅得以平稳堆叠,所述升降机构的驱动端与所述基座连接。
10、作为优选,还包括:裁切机构,所述裁切机构匹配所述堆料机构设置,由裁切机构裁切得到的所述板栅落至所述载料台上。
11、作为优选,所述裁切机构包括:支撑台,所述支撑台可与所述载料台的接料高度相匹配设置;以及切刀组,所述支撑台与所述载料台间隔并排设置,所述切刀组位于所述支撑台和所述载料台之间。
12、本实用新型的有益效果在于:
13、(1)本实用新型通过在输送机构的输入端上方设置堆料机构,待剪裁的板栅输送置于载料台上,裁断后通过载料台的缩回动作配合推料部将该单片板栅推出落料至输送机构上,从而实现堆料机构逐一承接板栅并推料堆叠至输送机构上,堆叠至预设量的板栅组由输送机构进行输出,结构巧妙,接料、堆料和输出工作连续自动化完成,下料输出效率高;
14、(2)本实用新型通过设置与堆料机构动力连接的升降机构,其配合输送机构上板栅的堆料进度来驱动堆料机构进行步进起升,从而以使每片板栅得以平稳堆叠,防止堆歪或已堆叠的板栅发生倒塌,提高自动化堆叠工作的稳定性;
15、(3)本实用新型通过于载料台的承载面设置凹槽,推料部相对滑动卡设于该凹槽内,保障板栅能够顺利被推送出料,防止空推料;
16、(4)本实用新型通过设置输送机构采用步进输送方式,其每步进前进一次,于其输入端匹配让出一组板栅的宽度距离,以供下一组板栅进行落料堆叠,从而实现板栅组步进连续输出。
技术特征:
1.堆料及定量输出装置,其特征在于,包括:
2.根据权利要求1所述的堆料及定量输出装置,其特征在于,所述堆料机构(2)包括:
3.根据权利要求2所述的堆料及定量输出装置,其特征在于,所述堆料机构(2)还包括:
4.根据权利要求2所述的堆料及定量输出装置,其特征在于,所述载料台(21)沿所述输送机构(1)的输送方向进行伸缩移动。
5.根据权利要求2所述的堆料及定量输出装置,其特征在于,所述载料台(21)的承载面沿其伸缩方向开设有凹槽(211),所述推料部(22)相对滑动卡设于所述凹槽(211)内。
6.根据权利要求2所述的堆料及定量输出装置,其特征在于,所述输送机构(1)采用步进输送方式,其每步进前进一次,于其输入端匹配让出一组板栅(10)的宽度距离,以供下一组板栅(10)进行落料堆叠。
7.根据权利要求1-6任一所述的堆料及定量输出装置,其特征在于,还包括:
8.根据权利要求2-6任一所述的堆料及定量输出装置,其特征在于,还包括:
9.根据权利要求8所述的堆料及定量输出装置,其特征在于,所述裁切机构(4)包括:
技术总结
本技术提供了堆料及定量输出装置,通过在输送机构的输入端上方设置堆料机构,待剪裁的板栅输送置于载料台上,裁断后通过载料台的缩回动作配合推料部将该单片板栅推出落料至输送机构上,从而实现堆料机构逐一承接板栅并推料堆叠至所述输送机构上,堆叠至预设量的板栅组由输送机构进行输出,结构巧妙,接料、堆料和输出工作连续自动化完成,下料输出效率高,解决现有技术中存在的需要额外设置机械手将剪裁得到的单片板栅取出并堆叠至收料机构上以及需要人工将一摞板栅整体取出等技术问题。
技术研发人员:钱顺荣,周小七,朱会兵
受保护的技术使用者:浙江兜兰智能设备股份有限公司
技术研发日:20231016
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!