一种可变节距生产涂装积放链系统的制作方法
本发明涉及涂装生产线,尤其涉及一种可变节距生产涂装积放链系统。
背景技术:
1、涂装积放链一般用于前处理电泳工艺区域,主要由轨道、链条、推头和大c型吊具几个部分组成。链条运行轨迹固定,轨道根据轨迹安装,推头根据最大车型尺寸均布设置。吊具在推头的推动下,按照一定的工艺时间需求,匀速通过各工艺槽体。
2、在生产过程中,车与车之间的间距是固定的,在单位时间内的生产效率也是固定的。这种被称作固定节距生产,适用于生产车型较少,批量较大的生产模式。随着产品开发线的不断丰富,车型种类越来越多,车型大小尺寸差别越来越大,固定节距生产不能根据车型尺寸进行有效的调节,对于小车型的批量生产时,不能合理有效的利用能源,提高生产效率。
3、因此,需要一种可变节距生产涂装积放链系统。
技术实现思路
1、针对以上不足,本发明提供一种可变节距生产涂装积放链系统,能够解决现有的生产涂装积放链在针对不同型号的车型时,无法根据车型大小调节车与车之间的间隔,无法合理有效的利用能源的问题。具体技术方案如下:
2、一种可变节距生产涂装积放链系统,包括:
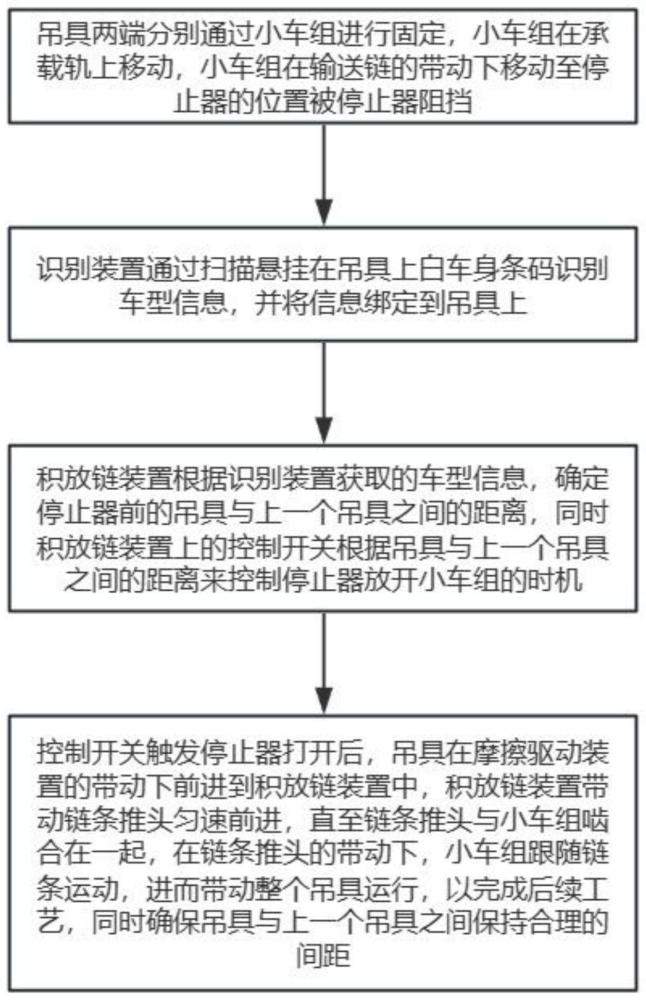
3、第一步,吊具两端分别通过小车组进行固定,小车组在承载轨上移动,小车组在输送链的带动下移动至停止器的位置被停止器阻挡;
4、第二步,识别装置通过扫描悬挂在吊具上白车身条码识别车型信息,并将信息绑定到吊具上;
5、第三步,积放链装置根据识别装置获取的车型信息,确定停止器前的吊具与上一个吊具之间的距离,同时积放链装置上的控制开关根据吊具与上一个吊具之间的距离来控制停止器放开小车组的时机;
6、第四步,控制开关触发停止器打开后,吊具在摩擦驱动装置的带动下前进到积放链装置中,积放链装置带动链条推头匀速前进,直至链条推头与小车组啮合在一起,在链条推头的带动下,小车组跟随链条运动,进而带动整个吊具运行,以完成后续工艺,同时确保吊具与上一个吊具之间保持合理的间距。
7、优选的,所述积放链装置包括牵引轨、链条、链支撑轮和链条推头,所述链支撑轮在牵引轨中行走,所述链支撑轮与链条固定连接,且带动链条移动,所述链条推头阵列固定安装在链条上。
8、优选的,所述链条推头之间的间距等于十个链条的链接长度。
9、优选的,所述吊具由两连杆结构组成。
10、优选的,所述小车组上设有与链条推头配合的咬合机构,当小车组与链条推头啮合时,所述咬合机构会使得小车组与链条推头之间形成稳定连接。
11、优选的,所述链条推头每40秒会经过控制开关,给所述控制开关一个脉冲信号,以此校核所述吊具和链条是否转接成功,所述吊具是否随链条同步运行,从而确定所述停止器是否打开。
12、与现有技术相比,本发明的有益效果是:
13、1.本发明通过在链条上阵列安装链条推头,可以根据车辆的型号采用不同间距的链条推头去驱动吊具移动,保证吊具之间间距合理的同时,充分利用涂装生产线的空间资源,提高生产效率,降低生产成本。
14、2.本发明链条推头之间的间隔为10个链接长度,10个链接长度为各类型号白车身长度的公因数,因此使得本发明中的链条推头可以在生产过程中同时面对不同型号的白车身时可以很好的利用涂装生产线的空间资源,提高生产效率,降低生产成本。
技术特征:
1.一种可变节距生产涂装积放链系统,其特征在于,包括:
2.根据权利要求1所述的一种可变节距生产涂装积放链系统,其特征在于,所述积放链装置(7)包括牵引轨(10)、链条(8)、链支撑轮(11)和链条推头(9),所述链支撑轮(11)在牵引轨(10)中行走,所述链支撑轮(11)与链条(8)固定连接,且带动链条(8)移动,所述链条推头(9)阵列固定安装在链条(8)上。
3.根据权利要求2所述的一种可变节距生产涂装积放链系统,其特征在于,所述链条推头(9)之间的间距等于十个链条(8)的链接长度。
4.根据权利要求1所述的一种可变节距生产涂装积放链系统,其特征在于,所述吊具(1)由两连杆结构组成。
5.根据权利要求1所述的一种可变节距生产涂装积放链系统,其特征在于,所述小车组(2)上设有与链条推头(9)配合的咬合机构,当小车组(2)与链条推头(9)啮合时,所述咬合机构会使得小车组(2)与链条推头(9)之间形成稳定连接。
6.根据权利要求1所述的一种可变节距生产涂装积放链系统,其特征在于,所述链条推头(9)每40秒会经过控制开关(6),给所述控制开关(6)一个脉冲信号,以此校核所述吊具(1)和链条(8)是否转接成功,所述吊具(1)是否随链条(8)同步运行,从而确定所述停止器(4)是否打开。
技术总结
本发明公开了一种可变节距生产涂装积放链系统,涉及涂装生产线技术领域,包括第一步,小车组在输送链的带动下移动至停止器的位置被停止器阻挡;第二步,识别装置通过扫描悬挂在吊具上白车身条码识别车型信息;第三步,积放链装置根据识别装置获取的车型信息,积放链装置上的控制开关根据吊具与上一个吊具之间的距离来控制停止器放开小车组的时机;第四步,控制开关触发停止器打开后,吊具在摩擦驱动装置的带动下前进到积放链装置中,并由积放链装置带动整个吊具运行,以完成后续工艺。解决了现有的生产涂装积放链在针对不同型号的车型时,无法根据车型大小调节车与车之间的间隔,无法合理有效的利用能源的问题。
技术研发人员:杨海波,范文健,肖潇,卢顺,肖俊
受保护的技术使用者:上汽通用五菱汽车股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!