一种耐高温高强度轻量化包装箱及其多次滚塑成型工艺的制作方法
本发明涉及聚合物高分子材料,具体涉及一种耐高温高强度轻量化包装箱及其多次滚塑成型工艺。
背景技术:
1、聚醚醚酮(peek)是一种线性芳香族高分子化合物,是一种半结晶热塑性塑料。因其具有突出的耐高温特性(负载热变形温度高达316℃,长期使用温度为260℃)、自润滑性、耐腐蚀、耐疲劳、阻燃、易加工、极耐水解和突出的物理机械性能,被广泛应用在航空航天、汽车工业、电子电气和医疗机械等领域。为了进一步扩大聚醚醚酮材料的应用范围,制备聚醚醚酮泡沫塑料具有十分重要的意义。通常对peek的研究主要集中在纤维增强、无机粉体增强、提高耐磨性以及提高导电等方面,对其轻质化研究也是未来一个热点。
2、塑料发泡技术,是指通过物理或者化学发泡的工艺,在产品内形成多孔的结构,从而可得到减重30%~35%的塑料制品,可大大降低零件重量,设计合理的话同时可以帮助降低成本。随着航空、航天等特殊领域的飞速发展,对泡沫塑料性能提出了越来越高的要求。传统泡沫塑料已不能满足这些领域对材料强度、刚度及耐热性的特殊要求。因此,高性能泡沫塑料的研究已经成为了新的方向和热点。国外已经把高性能泡沫塑料作为结构材料在航空、航天、交通运输等特殊领域使用,如卫星太阳能电池的骨架、火箭前端的整流罩、无人飞机的垂直尾翼和巡航导弹的弹体弹翼、舰艇的大型雷达罩等。
3、滚塑成型是无压成型,离心力也不会施加在制品上,所以最终制品除轻微的收缩力外,几乎无内应力,几乎无取向性或残余应变,也不会发生凹陷、变形和开裂等弊端,且该工艺都是整体成型。滚塑成型经过中国几代人的努力,与国外的技术水平差距已经逐步缩小,从先前的单纯模仿、复制,开始进入原创阶段,甚至有部分技术已经超越了国外的研究水平。目前,在peek改性方面微发泡研究较少,如果将微发泡和滚塑技术结合起来开发轻质化peek复合材料,对拓宽peek复合材料的应用领域具有重要意义。
技术实现思路
1、为了解决现有技术中存在的上述技术问题,本发明提供了一种多次滚塑成型工艺制备耐高温高强度轻量化包装箱,其具体技术方案如下:
2、一种基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱,由2层结构构成,包括多孔内层和致密外层,所述致密外层由聚醚醚酮(peek)料粒、聚苯硫醚(pps)料粒和色母粒(cmb)粉末滚塑而成,所述多孔内层由peek、pps粉末、三肼基均三嗪(tatb)和cmb粉末混合滚塑发泡而成。
3、与传统的聚烯烃包装箱相比,本发明的基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱具有减轻重量、超高的耐高温、良好的抗冲击性能,适用于特种环境下使用。
4、一种基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱的多次滚塑成型工艺,包括如下步骤:
5、步骤一、按一定质量比将peek料粒、pps料粒和cmb粉末混合均匀后放入双螺杆挤出机中挤出,然后再经造粒机造粒磨粉;
6、步骤二、用喷火枪对模具深腔和壁厚大的位置进行10min的预热处理,而后进行高温加热,控制合适的温度和时间进行滚塑成型,而后降温冷却,脱模即得所述致密外层;
7、步骤三、按一定质量比将peek粉末、pps粉末、tatb粉末和cmb粉末以一定的比例均匀混合,得到peek/pps/eps/cmb混合物,并加入到步骤二中所得致密外层内腔;
8、步骤四、用喷火枪进行预热处理,而后进行高温加热,控制合适的温度和时间进行发泡并滚塑成型,而后降温冷却,脱模即得本发明所述的含致密外层、多孔内层的耐高温高强度轻量化包装箱。
9、进一步地,步骤一中所述peek料粒、pps料粒和cmb料粒质量比为6~8:3~1:1,优选为7:2:1。
10、进一步地,步骤一中所述peek料粒、pps料粒和cmb料粒经造粒机造粒磨粉的目数为10~60,优选为40。
11、进一步地,步骤二中,高温加热温度先逐步由室温升至300~350℃,调节主、副轴旋转速度比为1:1~5,优选为1:4,保持350~450℃,优选为360℃,保持5~50min,优先为35min。
12、进一步地,步骤二中,peek料粒为20-100目,其熔融指数为5-100g/10min,滚塑所得致密外层,其厚度为2-5mm;
13、进一步地,步骤三中所述pps粉末的熔融指数为300~900g/10min。
14、进一步地,步骤三中所述的peek粉末、pps粉末、tatb粉末和cmb粉末的质量比为6~3:2~3:1~3:1,优选为5:2:2:1。
15、进一步地,步骤四中,转动模具时,滚塑机主轴转速为2~10rpm,副轴转速为4~20rpm;依次按正转5~30min、反转5~30min进行循环往复,其内层厚度为5~80mm。
16、进一步地,步骤四中,加热温度先逐步由室温升至300~350℃,调节主、副轴旋转速度比为1:1~5,优选为1:4,保持温度为350~450℃,优选为360℃,保持5~50min,优选为35min;所述的冷却温度为100℃或以下。
17、与传统的聚烯烃包装箱相比,具有减轻重量、超高的耐高温、良好的抗冲击性能,适用于特种环境下使用。
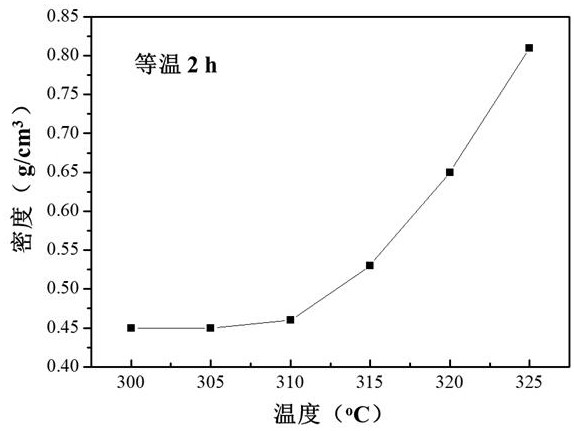
18、本发明以tatb为发泡剂,通过控制发泡温度和发泡剂含量来控制成核速率,进而实现对发泡速率的调控;适当提高温度和发泡剂含量可加快成核速率,提高发泡速率。本发明工艺拓宽了聚醚醚酮的应用领域。
19、相比于现有技术,本发明的优点在于:
20、(1)本发明所述采用二次滚塑成型工艺,先滚塑成型外层,再二次投料滚塑成型内层,通过调控滚塑过程中的投料量、加热温度、加热时间、冷却时间及速率等工艺参数实现内外层厚度梯度变化,完成按需设计和精准成型;
21、(2)本发明所述的滚塑成型工艺制备的双层复合结构塑料多孔内层具有耐高温、重量轻的双重优点,致密外层阻气和阻湿,且外表光滑,无明显污点、缺料、气孔、变形、损伤、褶皱等;
22、(3)本发明所述的多孔内层和致密外层使用的材料是耐高温、机械性能优异的聚醚醚酮(熔点348℃,软化温度>250℃),赋予产品更耐温和耐压性能,同时具有阻燃抗静电性、耐剥离性。
技术特征:
1.一种基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱,由2层结构构成,包括多孔内层和致密外层,其特征在于:所述致密外层由聚醚醚酮(peek)料粒、聚苯硫醚(pps)料粒和色母粒(cmb)粉末滚塑而成,所述多孔内层由peek、pps粉末、三肼基均三嗪(tatb)和cmb粉末混合滚塑发泡而成。
2.一种如权利要求1所述的基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱的多次滚塑成型工艺,其特征在于包括如下步骤:
3.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤一中所述peek料粒、pps料粒和cmb料粒质量比为6~8:3~1:1,优选为7:2:1。
4.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤一中所述peek料粒、pps料粒和cmb料粒经造粒机造粒磨粉的目数为10~60,优选为40。
5.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤二中,高温加热温度先逐步由室温升至300~350℃,调节主、副轴旋转速度比为1:1~5,优选为1:4,保持350~450℃,优选为360℃,保持5~50 min,优先为35 min。
6.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤二中,peek料粒为20-100目,其熔融指数为5-100 g/10 min,滚塑所得致密外层,其厚度为2-5 mm。
7.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤三中所述pps粉末的熔融指数为300~900 g/10 min。
8.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤三中所述的peek粉末、pps粉末、tatb粉末和cmb粉末的质量比为6~3:2~3:1~3:1,优选为5:2:2:1。
9.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤四中,转动模具时,滚塑机主轴转速为2~10 rpm,副轴转速为4~20 rpm;依次按正转5~30 min、反转5~30 min进行循环往复,其内层厚度为5~80 mm。
10.如权利要求2所述的多次滚塑成型工艺,其特征在于:步骤四中,加热温度先逐步由室温升至300~350℃,调节主、副轴旋转速度比为1:1~5,优选为1:4,保持温度为350~450℃,优选为360℃,保持5~50 min,优选为35 min;所述的冷却温度为100℃或以下。
技术总结
本发明涉及聚合物高分子材料技术领域,公开了一种基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱及其多次滚塑成型工艺,所述包装箱由2层结构构成,包括多孔内层和致密外层,其特征在于:所述致密外层由聚醚醚酮(PEEK)料粒、聚苯硫醚(PPS)料粒和色母粒(CMB)粉末滚塑而成,所述多孔内层由PEEK、PPS粉末、三肼基均三嗪(TATB)和CMB粉末混合滚塑发泡而成。与传统的聚烯烃包装箱相比,本发明的基于聚醚醚酮复合材料的耐高温高强度轻量化包装箱具有减轻重量、超高的耐高温、良好的抗冲击性能,适用于特种环境下使用。本发明以TATB为发泡剂,通过控制发泡温度和发泡剂含量来控制成核速率,进而实现对发泡速率的调控;适当提高温度和发泡剂含量可加快成核速率,提高发泡速率。
技术研发人员:廖俊斌,陈宝顺
受保护的技术使用者:浙江熠盛科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!