线缆自动排线方法及系统与流程
本发明涉及智能制造,具体地说是线缆自动排线方法及系统。
背景技术:
1、传统线缆排线设备,需要人工观测排线的状态,处理可能出现的闪缝、叠线的排线异常,另外需要人工拉动线缆贴紧线盘壁并手动执行换向操作。传统的线缆排线工序耗费人力,长时间观测容易造成视觉疲劳。
2、故如何实现当前绕线状态的实时监测,并自动执行排线动作,减少人工劳动强度的同时,提升线缆的自动化排线水平是目前亟待解决的技术问题。
技术实现思路
1、本发明的技术任务是提供线缆自动排线方法及系统,来解决如何实现当前绕线状态的实时监测,并自动执行排线动作,减少人工劳动强度的同时,提升线缆的自动化排线水平的问题。
2、本发明的技术任务是按以下方式实现的,一种线缆自动排线方法,该方法具体如下:
3、将线缆固定至线盘上,通过控制面板选择线盘尺寸类别并按下启动按钮,排线器固定式井字托举轮水平移动至初始位置,竖直方向移动到恰好托举线缆,使线缆呈近似直线的位置,初始化旋转编码器数值为1,plc控制器读取线径仪数据,并根据线径自动设置收线器的张力值;
4、工控机同时采集两路工业相机的图像数据;其中,两路工业相机分别是左侧工业相机和右侧工业相机,左侧工业相机采用仰视的角度拍摄线盘右侧,右侧工业相机采用仰视的角度拍摄线盘左侧;
5、采用旋转编码器记录线盘当前层的绕线圈数;
6、获取当前收线器的移动方向以及旋转编码器的当前计数,并根据线缆的当前位置及开启推理的阈值交替推理左侧工业相机和右侧工业相机的图像数据,获取推理结果;
7、将推理结果推送至队列中进行缓存,只有当任一推理结果在队列中出现的比例大于设定阈值后,则判定推理结果为真,继而执行控制动作;
8、根据推理结果与plc控制器通信,控制排线器、收线器执行动作,具体为:
9、正常状态时,排线器保持中间位置,不执行动作;
10、情况一的一层叠线状态时,排线器向收线器正在运动的反方向移动;
11、两层叠线状态时,收线器执行换向操作,且排线器向收线器正在运动的同方向拉线,旋转编码器的计数重置为1;
12、复位状态出现在两层叠线后,当排线器将第二圈线拉回到与第一圈线齐平的位置时,此时排线器立即执行复位操作,水平运动到中间位置,竖直向上移动设定距离;
13、异常情况包括情况二的一层叠线状态和闪缝状态,对应的排线器动作为:闪缝状态时发出声光报警,排线器向收线器正在运动的同方向移动,收线器向排线器运动的反方向点动,直到检测到正常状态时,排线器回到原始位置,收线器停止点动;情况二的一层叠线状态时,排线器向收线器正在运动的反方向移动,直到再次检测到正常状态时,排线器复位至原始位置;
14、工控机将左侧、右侧两路图像的推理结果标注于图像上,并将图像转码成直播视频流的方式展示于大屏上,实现一块大屏上同时监控多个自动排线设备实时运行状态及推理结果。
15、作为优选,获取当前收线器的移动方向以及旋转编码器的当前计数,并根据线缆的当前位置及开启推理的阈值交替推理左侧工业相机和右侧工业相机的图像数据具体如下:
16、当收线器向左运动且旋转编码器的计数小于当前层总圈数的阈值时,则开启左侧工业相机的推理;
17、当收线器向左运动且旋转编码器的计数大于当前层总圈数的阈值时,则开启右侧工业相机推理;
18、当收线器向右运动且旋转编码器的计数小于当前层总圈数的阈值时,则开启右侧工业相机的推理;
19、当收线器向右运动且旋转编码器的计数大于当前层总圈数的阈值时,则开启左侧工业相机的推理;
20、如此往复实现对左右两侧图像的交替推理。
21、作为优选,阈值包括第一阈值、第二阈值、第三阈值、第四阈值和第五阈值;
22、其中,第一阈值用于判断绕线是否为正常状态;
23、第二阈值用于判断绕线是否为闪缝状态;
24、第三阈值用于判断绕线是否为一层叠线状态;
25、第四阈值用于判断绕线是否为两层叠线状态;
26、第五阈值用于判断绕线是否为复位状态;
27、正常状态表示当前绕线位于中间位置(第三圈到最后一圈)且无异常产生;
28、一层叠线状态包含两种情况,情况一是当前绕线与上一圈的绕线水平间距过小导致线缆产生一层叠线,属于异常情况;情况二是当前绕线为新一层的第一圈,属于正常情况,但需要拉线使线缆贴紧线盘侧壁;
29、两层叠线状态出现在新一层的第一圈已绕完,第二圈线开始叠压到第一圈线上的特征;
30、复位状态出现在两层叠线后,当排线器将第二圈线拉回到与第一圈线齐平的位置时出现的特征;
31、闪缝状态表示当前绕线与上一圈的绕线水平间距过大,导致的线缆排松;
32、在排线不出异常的情况下,推理结果出现的顺序依次为正常状态、情况一的一层叠线状态、两层叠线状态、复位状态,如此循环往复出现。
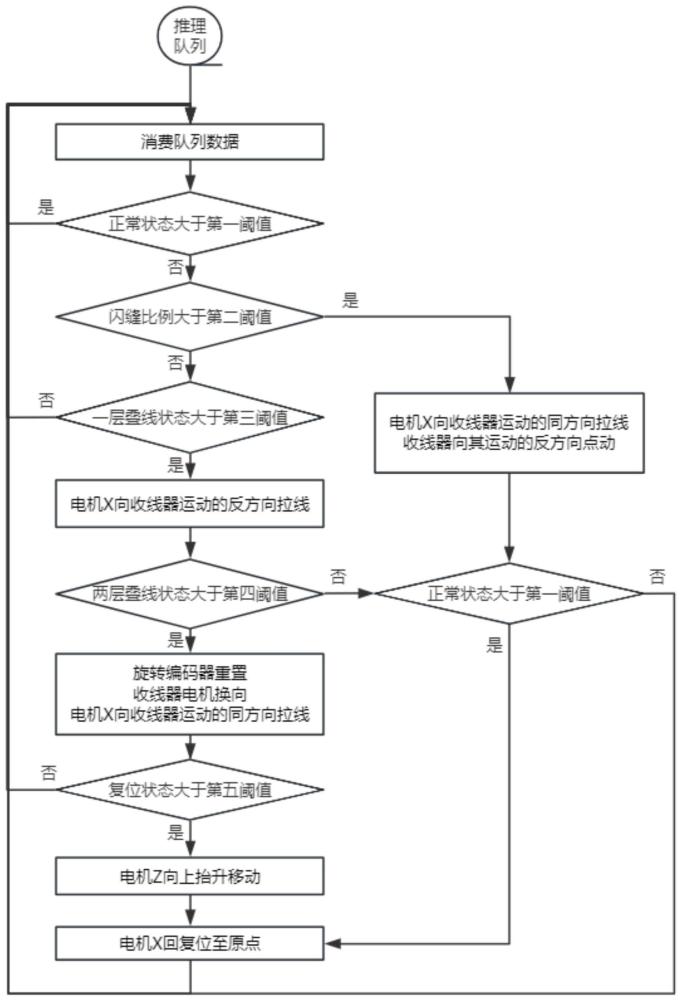
33、作为优选,将推理结果推送至队列中进行缓存,只有当任一推理结果在队列中出现的比例大于设定阈值后,则判定推理结果为真,继而执行控制动作的判断逻辑如下:
34、推理结果进入消息队列数据后,判断消息队列数据中正常状态的比例是否大于等于第一阈值:
35、若判断为是,则代表当前排线处于正常状态,不需要执行处理动作,继续消费队列数据;
36、当正常状态的比例小于第一阈值时,则继续判断闪缝比例是否大于第二阈值:
37、若判断为是,则代表当前排线处于闪缝中,电机x水平向收线器运动的同方向拉线,收线器向线缆运动的反方向点动,直至将线缆拉回至正常状态后,电机x复位到原点位置,收线器停止点动;
38、当闪缝状态的比例小于第二阈值时,则继续判断一层叠线状态是否大于第三阈值:
39、若判断为是,则代表当前排线处于一层叠线状态中,电机x水平向收线器运动的反方向拉线;
40、若判断为否,则继续消费队列数据;
41、当前排线处于一层叠线状态后,则继续判断两层叠线状态是否大于第四阈值:
42、若判断为否,则继续判断正常状态的比例是否大于第一阈值:
43、若正常状态的比例大于等于第一阈值,则表示一层叠线状态为情况二,将叠线拉回至正常状态后,电机x复位至原点;
44、当两层叠线状态大于等于第四阈值,则代表当前排线已排满,此时重置旋转编码器计数为1,改变收线器电机方向,电机x向收线器运动的同方向拉线;
45、当进入两层叠线状态执行拉线后,判断复位状态是否大于第五阈值:
46、若判断为是,则代表换向拉线完成,此时电机z执行向上抬升移动的动作,电机x复位至原点;
47、完成一层的排线动作,如此循环往复最终完成整个线盘的自动排线控制。
48、更优地,固定式井字托举轮竖直方向移动,托举线盘呈直线状态与线盘相切的形态,每层绕线移动的距离由固定式井字托举轮、排线器、收线器的尺寸及安装位置对应的数据模型确定;其中,数学模型具体如下:
49、线盘的中心点为o点,初始的线盘缠绕为a1p1,排线器固定式井字托举轮托举位置为d1点,线缆与线盘相切于p1点,固定式井字托举轮至地面的竖直距离为a0a1,排线器初始位置至地面的竖直距离为b0d1,收线器的线盘中心至地面的竖直距离为c0o,固定式井字托举轮至排线器的水平距离为a0b0,固定式井字托举轮至收线器中心的水平距离为a0c0,线缆直径为d,缠绕层数为n;
50、在δa1c1 o中:
51、
52、
53、其中,α0表示a1c1与a1o之间的夹角;
54、在δa1b1d1中:
55、
56、
57、其中,α1表示a1p1与a1o之间的夹角;
58、在δa1p1o中:
59、p1o=a1o·sinα1;
60、缠绕n层后的线缆为a1pn,排线器固定式井字托举轮托举位置为dn点,线缆与线盘相切于pn点,固定式井字托举轮需竖直向上抬升的距离为d1dn,求取公式如下:
61、在δa1pno中:
62、
63、
64、其中,αn表示a1p1与a1pn之间的夹角;
65、在δa1b1dn中:
66、b1dn=a1b1·tan(α0+α1+αn);
67、进而抬升至:
68、d1dn=b0dn-b0d1=(b0b1+b1dn)-b0d1;
69、带入前面求得的值,最终可得:
70、
71、其中:
72、
73、根据该产线的固定式井字托举轮、排线器、收线器的数学模型,计算得到每缠绕一层线缆,固定式井字托举轮需竖直向上移动的距离,保证始终将线缆托举呈直线状态。
74、一种线缆自动排线系统,该系统是基于机器视觉实现线缆当前绕线状态的检测,并通过plc控制器控制自动排线装置执行相应的动作实现自动排线;
75、其中,自动排线装置包括排线器、收线器及控制柜;排线器包括支架、水平方向驱动设备、竖直方向驱动设备、固定式井字托举轮、左侧工业相机及右侧工业相机;使用左侧工业相机及右侧工业相机同时采集向,根据当前收线器的移动方向及旋转编码器的当前计数交替推理左侧工业相机及右侧工业相机的图像;
76、收线器上增加旋转编码器,旋转编码器用于记录线盘当前层的绕线圈数,每次开启自动排线功能时,初始化旋转编码器数据。
77、控制柜采用算法与软件相结合的双重校验方法,将推理结果推送至消息队列数据中进行缓存,根据缓存中出现任一结果的比例是否大于设定阈值,继而执行相应的动作,避免算法的误判断;并将推理结果标注于图像上并将图像转码成直播视频流,实现一块大屏实时监控多个自动排线设备运行状态及推理结果。
78、作为优选,所述水平方向驱动设备和竖直方向驱动设备包括伺服电机、丝杠及滑轨;水平方向驱动设备使固定式井字托举轮执行水平拉线动作,竖直方向驱动设备使固定式井字托举轮执行竖直方向的托举动作,通过水平和竖直两个移动自由度,使固定式井字托举轮达到排线及托举线缆的目的;左侧工业相机及右侧工业相机分别位于固定式井字托举轮上方支架的左右两侧,并呈仰视的角度拍摄当前的绕线状态,为了避免线盘侧壁对相机的遮挡,左侧工业相机观测线盘右侧的绕线状态,右侧工业相机观测线盘左侧的绕线状态。
79、作为优选,所述控制柜包括控制面板、工控机、plc控制器、声光报警器;
80、其中,控制面板用于初始化旋转编码器、启停设备;
81、工控机用于获取左侧工业相机及右侧工业相机采集的图像数据并进行推理,根据推理结果通过plc控制器驱动排线器执行动作;
82、plc控制器用于与排线器、收线器、旋转编码器、声光报警器、线径仪通信,线径仪实时测量当前绕线的直径。
83、作为优选,推理结果包括正常状态、一层叠线状态、两层叠线状态、复位状态及闪缝状态;
84、其中,正常状态表示当前绕线位于中间位置(第三圈到最后一圈)且无异常产生;
85、一层叠线状态包含两种情况,情况一是当前绕线与上一圈的绕线水平间距过小导致线缆产生一层叠线,属于异常情况;情况二是当前绕线为新一层的第一圈,属于正常情况,但需要拉线使线缆贴紧线盘侧壁;
86、两层叠线状态出现在新一层的第一圈已绕完,第二圈线开始叠压到第一圈线上的特征;
87、复位状态出现在两层叠线后,当排线器将第二圈线拉回到与第一圈线齐平的位置时出现的特征;
88、闪缝状态表示当前绕线与上一圈的绕线水平间距过大,导致的线缆排松;
89、在排线不出异常的情况下,推理结果出现的顺序依次为正常状态、情况一的一层叠线状态、两层叠线状态、复位状态,如此循环往复出现。
90、更优地,根据推理结果通过plc控制器驱动排线器执行动作具体如下:
91、正常状态时,排线器保持中间位置,不执行动作;
92、情况一的一层叠线状态时,排线器向收线器正在运动的反方向移动;
93、两层叠线状态时,收线器执行换向操作,且排线器向收线器正在运动的同方向拉线,旋转编码器的计数重置为1;
94、复位状态出现在两层叠线后,当排线器将第二圈线拉回到与第一圈线齐平的位置时,此时排线器立即执行复位操作,水平运动到中间位置,竖直向上移动一定距离;
95、异常情况包括情况二的一层叠线状态和闪缝状态,对应的排线器动作为:
96、闪缝状态时,排线器向收线器正在运动的同方向移动,且收线器向线缆正在运动的反方向点动,直至将线拉回到正常位置,直到再次检测到正常状态时,排线器回到原始位置,收线器停止点动;
97、情况二的一层叠线状态时,排线器向收线器正在运动的反方向移动,直到再次检测到正常状态时,排线器回到原始位置。
98、本发明的线缆自动排线方法及系统具有以下优点:
99、(一)本发明可自动执行排线动作,减少人工的工作负担,显著提升线缆的排线自动化水平;
100、(二)本发明基于机器视觉实现了线缆当前绕线状态的检测,并通过plc来控制排线器、收线器执行相应的动作来实现线缆的自动排线;本发明较传统方式可实现当前绕线状态的实时监测,并自动执行排线动作,减少人工的工作负担,提升线缆的排线自动化水平;
101、(三)本发明为了保证控制效果的实时性,缓存队列长度不宜过大,采用算法与软件相结合的双重校验方法,防止推理模型误判导致的误操作的同时可以显著提升检测的准确率,双重校验方法将推理结果推送至队列中进行缓存,正常状态、闪缝状态、一层叠线状态、两层叠线状态、复位状态分别对应着第一阈值、第二阈值、第三阈值、第四阈值、第五阈值,只有当某一推理结果在队列中出现的比例大于其中的阈值后方可认为是该结果,继而执行控制动作,以此提升检测的准确率;
102、(四)本发明的工控机将推理结果标注于图像上,并将连续的图像转码成直播视频流的方式展示于大屏上,支持一块大屏上同时监控多个自动排线设备实时运行状态及推理结果的功能,不限于单个线盘的排线状态监控;
103、(五)本发明根据数学模型,可计算得到每缠绕一层线缆,固定式井字托举轮需竖直向上移动的距离,以此保证始终将线缆托举呈直线状态。
- 还没有人留言评论。精彩留言会获得点赞!