一种镀膜供收料系统的在线式电池片翻转输送机构的制作方法
本发明属于电池片制造设备,特别是涉及一种镀膜供收料系统的在线式电池片翻转输送机构。
背景技术:
1、由于电池片材料中不可避免的存在一些杂质和缺陷,同时由于光在硅表面的反射损失率较高,因此电池片在使用过程中的寿命会降低,因此需要对电池片进行镀膜,从而提高电池片的使用寿命。根据不同的电池片结构的设计,电池片的种类也分为多种,其中有的电池片需要进行双面镀膜,双面镀膜工艺一般需要电池片正面朝上进入第一台镀膜设备中进行正面镀膜,然后再进行180度翻转至反面朝上,再进入第二台镀膜设备中进行反面镀膜,因此,该工艺过程中必不可少的需要对电池片进行翻转操作。
2、现有技术中专利公开号为cn117116827a公开了一种电池片双面镀膜工艺配套用中间段收料上料系统及方法,其在下料机和上料机均配置了花篮供收料输送机构和陶片机构,在下料机中,将从镀膜设备输出的电池片逐片收集到花篮中,利用花篮作为载具,对电池片进行整体翻转后再输送至上料机,再通过陶片机构将花篮中的电池片逐片释放到上料机中,进而实现电池片翻转与输送收料和供料。该系统需要在下料端和上料端均配置陶片机构、花篮升降机构以及花篮输送机构,以实现电池片到花篮的收料以及从花篮中掏出电池片的供料,其功能部件较多,结构复杂,工序多,电池片受到损伤的风险大,且需要占用较多的花篮进行循环利用。
3、现有技术中专利公开号为cn111489995b公开了一种太阳能电池硅片二次印刷用翻转运输装置及其生产工艺,进一步的公开了一种电池片翻转机构,其在两个电池片输送线之间设置一个翻转机构,利用翻转机构实现电池片的180度翻转,但该装置存在以下缺点:
4、(1)电池片输送线的端部与翻转机构的外周对接,但同时由于输送线端部的输送滚轮直径较大,电池片输送线端部与翻转机构中用于承载电池片的翻板槽之间存在较大空隙,当电池片从电池片输送线上输送到翻板槽内时,存在前端卡死在该空隙的较大风险,极容易发生电池片崩裂现象;
5、(2)电池片输送线端部与翻转机构的外周对接,而翻板槽内无电池片输送功能,左侧的电池片输送线存在无法将电池片完全输送至翻板槽内的风险;另外,电池片在经过翻转后从翻板槽内无法自行移动到右侧的电池片输送线上,存在输送断裂现象;
6、(3)该电池片输送线采用皮带全接触方式利用摩擦力带动电池片移动,另外,翻转机构中的翻板槽内采用吸风孔的方式也是全表面接触方式吸附固定电池片,若将该翻转输送装置应用于镀膜工艺,电池片表面极其容易受到污染或划伤。
7、因此,有必要提供一种新的镀膜供收料系统的在线式电池片翻转输送机构来解决上述技术问题。
技术实现思路
1、本发明的主要目的在于提供一种镀膜供收料系统的在线式电池片翻转输送机构,能够在双面镀膜工艺中实现在线式的电池片高效翻转输送,且提高电池片的安全性、翻转输送过程的有效性和可靠性。
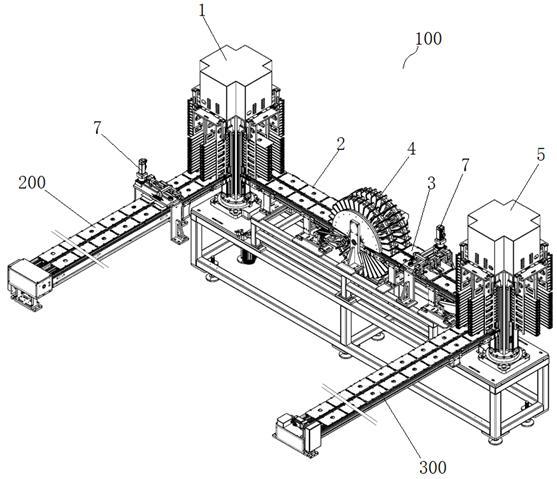
2、本发明通过如下技术方案实现上述目的:一种镀膜供收料系统的在线式电池片翻转输送机构,其用于连接镀膜下料机中的电池片收料输送线与镀膜上料机中的电池片上料输送线,其包括输入侧对接所述电池片收料输送线的第一旋转收料机构、对接所述第一旋转收料机构输出侧的第一过渡输送线、与所述第一过渡输送线共线设置的第二过渡输送线、设置在所述第一过渡输送线与所述第二过渡输送线之间的且将所述第一过渡输送线上的电池片翻转180度后放置到所述第二过渡输送线上的翻转机构、输入侧对接所述第二过渡输送线末端的且输出侧对接所述电池片上料输送线的第二旋转收料机构。
3、进一步的,所述第一过渡输送线与所述第二过渡输送线的结构相同,且均包括第一电机以及受所述第一电机驱动进行循环输送的输送带;所述输送带上等间距排列设置有若干支撑电池片的支撑组件,每个支撑组件形成一个支撑穴位;所述电池片位于所述支撑穴位内时其周边轮廓坐落在所述支撑组件上。
4、进一步的,所述第一旋转收料机构和所述第二旋转收料机构结构相同,且均包括第二电机、受所述第二电机驱动绕竖直轴自转的旋转立柱以及间隔90度设置在所述旋转立柱上的四组升降收料模组。
5、进一步的,所述升降收料模组包括固定在所述旋转立柱上的第三电机、受所述第三电机驱动进行上下运动的第一支撑板以及上下间隔排列设置在所述第一支撑板上的若干支撑托板;每个所述支撑托板上设置有一组支撑凸块。
6、进一步的,所述旋转立柱上对应于每个所述升降收料模组处均设置有一个防护单元;所述防护单元包括固定在所述旋转立柱顶部的第二支撑板、固定在所述第二支撑板上且竖向分布在所述支撑托板相对两侧的防护挡板。
7、进一步的,所述电池片收料输送线、所述电池片上料输送线、所述第一过渡输送线以及所述第二过渡输送线的输送范围均覆盖对应端部的所述支撑托板,且在对应的输送端部形成有供所述支撑托板上下通过的第一活动间隙,所述支撑托板在工作时伸入至所述第一活动间隙内;所述支撑托板上用于承载电池片的承载穴位与所述电池片收料输送线和所述第二过渡输送线的输送末端的电池片支撑穴位在高度方向上重合、与所述电池片上料输送线和所述第一过渡输送线输送首端的电池片支撑穴位在高度方向上重合。
8、进一步的,所述翻转机构包括第四电机、受所述第四电机驱动进行旋转的转轴以及固定在所述转轴的翻转转盘;所述翻转转盘包括固定在所述转轴上的内齿盘、等角度环绕设置在所述内齿盘外周表面上的若干连接板以及固定在所述连接板外端的外端限位块;相邻两个所述连接板之间形成有收容电池片的收容空间,相邻两个所述外端限位块之间形成有供电池片进出所述收容空间的进出口。
9、进一步的,所述内齿盘上设置有与所述收容空间对应的限位卡槽,电池片在所述收容空间内,一端伸入所述限位卡槽内切另一端坐落在所述外端限位块上,使得电池片表面与所述连接板表面分开。
10、进一步的,所述翻转转盘的左右两侧且位于上半圆角度区域设置有限位挡板。
11、进一步的,所述第一过渡输送线与所述第二过渡输送线的输送范围均覆盖所述翻转转盘中对应侧的收容空间;且所述第一过渡输送线的输出端、所述第二过渡输送线的输入端均设置有供所述翻转转盘旋转穿过的第二活动间隙,所述翻转转盘在工作时伸入至所述第二活动间隙中;所述第一过渡输送线输出端的电池片支撑穴位、所述第二过渡输送线输入端的电池片支撑穴位与所述翻转转盘上翻转至水平状态的电池片收容空间在高度方向上重合。
12、与现有技术相比,本发明一种镀膜供收料系统的在线式电池片翻转输送机构的有益效果在于:能够在双面镀膜工艺中实现在线式的电池片高效翻转输送,且提高电池片的安全性、翻转输送过程的有效性和可靠性。具体的,
13、(1)由于双面镀膜设备中间端供收料系统中,下料机中的电池片收料输送线和上料机中的电池片上料输送线呈平行分布,本翻转输送机构在两条电池片输送线之间设置与其垂直输送的第一过渡输送线和第二过渡输送线,实现电池片收料输送线到电池片上料输送线上的电池片输送,并在电池片收料输送线与第一过渡输送线的转角连接处、在第二过渡输送线与电池片上料输送线的转角连接处分别设置第一旋转收料机构、第二旋转收料机构,实现电池片高节拍的换向输送转移,在第一过渡输送线与第二过渡输送线之间设置翻转机构,将第一过渡输送线上的电池片翻转180度后直接转移到第二过渡输送线上,实现了电池片的在线式高效翻转,配合上述输送线,实现了电池片在下料机与上料机之间的高效翻转输送,满足双面镀膜工艺中间段的电池片翻转输送需求;
14、(2)在翻转机构中,将第一过渡输送线与第二过渡输送线的输送端均伸入翻转机构中,能够有效的实现电池片在输送线与翻转机构两者间的转移,解决现有技术中电池片前端卡死在较大空隙处的问题,也解决了现有技术中电池片无法从翻转机构中转移到输送线上的技术问题;
15、(3)通过翻转机构中对翻转转盘的结构优化设计,其采用内齿盘与外端限位块配合的结构形式,内齿盘与外端限位块采用连接板连接在一起,相邻两个连接板之间形成有收纳电池片的收容空间,通过内齿盘与外端限位块配合对电池片两端位置进行支撑,有效避免电池片表面与收容空间内壁表面发生接触,解决现有技术中电池片表面容易划伤的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!