一种半自动板材打包液压机产线及控制系统和控制方法与流程
本发明涉及半自动板材打包液压机,尤其涉及一种半自动板材打包液压机产线及控制系统和控制方法。
背景技术:
1、现有的液压机,在对板材的上料或下料中,都是通过吊机或叉车等人力传统方式来上下料,同时在板材打包时,也需要人工反复进行调整板材的位置,生产效率十分低下。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种半自动板材打包液压机产线及控制系统和控制方法。
2、为了实现上述目的,本发明采用了如下技术方案:
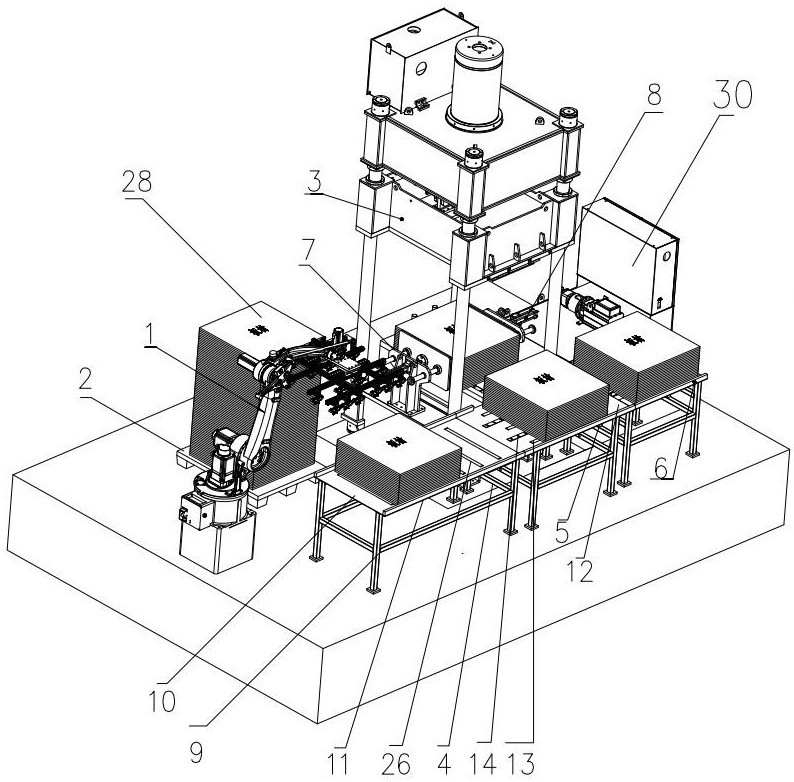
3、一种半自动板材打包液压机产线及控制系统,包括有机械臂转运区域模块、板材料放置区域模块、中转输送区域模块、压制区域模块、成品转运区域模块及电控柜及控制系统;在机械臂转运区域模块中包括有机械手抓取装置,所述中转输送区域模块中包括有输送线装置,所述压制区域模块为打包液压机,在打包液压机上设置有板材对中装置,所述电控柜及控制系统通过电源及通讯装置分别与所述机械手抓取装置、输送线装置、打包液压机和板材对中装置建立信号连接,在所述输送线装置上放置板材料堆;所述输送线装置位于打包液压机的一侧,所述输送线装置中包括有输送托盘、滚筒送料装置一、滚筒送料装置二和成品转运架,所述机械手抓取装置位于输送托盘与滚筒送料装置一之间,所述板材对中装置中包括有板材对中装置一和板材对中装置二,板材对中装置一和板材对中装置二分别对称设置在打包液压机工作台面的两侧,电控柜及控制系统位于打包液压机的后侧。
4、进一步地,所述滚筒送料装置一中包括有支撑钢架、位于支撑钢架上的滚筒输送面板一,在滚筒输送面板一的两侧分别设置有挡边结构,在所述滚筒输送面板一上设置有多个纵向排布的框体结构用于容置滚筒;所述框体结构与框体结构之间间隔等同的距离,在每个框体结构中活动设置有相同结构的滚筒一,所述框体结构排布的方向和滚筒一的方向与所述挡边结构延伸的方向垂直;在所述滚筒输送面板一的底部设置有驱动电机一用于驱动滚筒一,所述驱动电机一通过电源及通讯装置与电控柜及控制系统建立连接。
5、进一步地,所述滚筒送料装置二与滚筒送料装置一连接成一体供滚筒送料装置一输送板材给滚筒送料装置二,所述滚筒送料装置二设置有与滚筒送料装置一相同的支撑钢架,还设置有与所述滚筒输送面板一相对应的滚筒输送面板二。
6、进一步地,所述滚筒输送面板二的一侧设置有挡边结构,滚筒输送面板二的另一侧与所述打包液压机的工作台面接触连接,供滚筒输送面板二上的板材料输送至工作台面。
7、进一步地,所述滚筒输送面板二上设置有多个横向排布的框体装置用于容置滚筒二,所述框体装置排布的方向和滚筒二与所述挡边结构延伸的方向平行;所述框体装置与框体装置之间间隔等同的距离。
8、进一步地,在相邻两个框体装置的间隔距离之间设置有与框体装置方向相同的框体装置二,在框体装置二中固定设置有凸柱,在所述凸柱上设置有多个容纳槽体,在每个所述容纳槽体中设置有小型滚轮,所述小型滚轮的排列方向与所述滚筒二的排列方向相互垂直;在所述滚筒输送面板二的底部设置有驱动电机二用于驱动滚筒二或小型滚轮。
9、进一步地,所述板材对中装置一和板材对中装置二的结构相同,包括有对中油缸、支撑架体和对中面板,所述对中油缸固定在支撑架体的中部并通过油缸的伸缩缸体与所述对中面板的中部连接,在对中油缸的两侧分别对称设置有导向杆一和导向杆二穿过所述支撑架体与所述对中面板固定连接;在所述导向杆一和导向杆二的端部设置有限位法兰。
10、进一步地,在所述工作台面上还设置有浮动限位装置用于阻挡并实现板材料堆前后对齐。
11、进一步地,所述浮动限位装置中包括有对称设置的两根结构和大小相同的浮动限位杆,每根所述浮动限位杆上套设有导向套与工作台面连接,所述浮动限位杆的部分杆体内置在工作台面的内部,在所述部分杆体上套设有浮动法兰,在部分杆体的底端设置有压缩弹簧与所述浮动法兰的底部接触连接;所述工作台面上还设置有举模器用于输送压制后的成品板材料堆至滚筒送料装置二。
12、一种半自动板材打包液压机产线及控制系统的控制方法,包括有上述中任一所述的一种半自动板材打包液压机产线及控制系统,
13、s1:在电控柜及控制系统的控制面板中输入机械手抓取装置抓取板材料的次数,每次抓取板材料的重量相等,并获得输送在滚筒送料装置一上板材料堆的重量;
14、s2:当滚筒送料装置一上的板材料堆的重量达到系统中设置的标准后,机械手抓取装置停止抓取板材;
15、s3:滚筒送料装置一通过驱动电机一驱动滚筒一将板材堆输送至滚筒送料装置二;
16、s4:滚筒送料装置二通过驱动电机二驱动滚筒二将板材料堆输送至打包液压机的工作台面;
17、s5:板材对中装置一和板材对中装置二同步实施运动,将板材料堆对齐放置在工作台面的中心;
18、s6:打包液压机开始压制成型,压制成型到系统中设置的厚度时将板材料堆成品打包;
19、s7:工作台面上的举模器将打包的板材堆成品输送至滚筒送料装置二;
20、s8:滚筒送料装置二通过驱动电机二驱动小型滚轮将板材堆成品输送至成品转运架上。
21、与现有的技术相比,本发明优点在于:
22、本发明提供了一种半自动板材打包液压机产线及控制系统,在上料时,通过机械手上下料,在打包时,也能保证将板材堆自动放置在液压机工作台的中心,不需要人工反复进行调整,达到了提升工作效率的有益效果。
技术特征:
1.一种半自动板材打包液压机产线及控制系统,包括有机械臂转运区域模块、板材放置区域模块、中转输送区域模块、压制区域模块、成品转运区域模块及电控柜及控制系统(30);在机械臂转运区域模块中包括有机械手抓取装置(1),所述中转输送区域模块中包括有输送线装置,所述压制区域模块为打包液压机(3),在打包液压机(3)上设置有板材对中装置,其特征在于:所述电控柜及控制系统(30)通过电源及通讯装置分别与所述机械手抓取装置(1)、输送线装置、打包液压机(3)和板材对中装置建立信号连接,在所述输送线装置上放置板材料堆(28);所述输送线装置位于打包液压机(3)的一侧,所述输送线装置中包括有输送托盘(2)、滚筒送料装置一(4)、滚筒送料装置二(5)和成品转运架(6),所述机械手抓取装置(1)位于输送托盘(2)与滚筒送料装置一(4)之间,所述板材对中装置中包括有板材对中装置一(7)和板材对中装置二(8),板材对中装置一(7)和板材对中装置二(8)分别对称设置在打包液压机(3)工作台面(23)的两侧,电控柜及控制系统(30)位于打包液压机(3)的后侧。
2.根据权利要求1所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述滚筒送料装置一(4)中包括有支撑钢架(9)、位于支撑钢架(9)上的滚筒输送面板一(10),在滚筒输送面板一(10)的两侧分别设置有挡边结构(11),在所述滚筒输送面板一(10)上设置有多个纵向排布的框体结构用于容置滚筒;所述框体结构与框体结构之间间隔等同的距离,在每个框体结构中活动设置有相同结构的滚筒一(26),所述框体结构排布的方向和滚筒一(26)的方向与所述挡边结构(11)延伸的方向垂直;在所述滚筒输送面板一(10)的底部设置有驱动电机一用于驱动滚筒一(26),所述驱动电机一通过电源及通讯装置与电控柜及控制系统(30)建立连接。
3.根据权利要求2所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述滚筒送料装置二(5)与滚筒送料装置一(4)连接成一体供滚筒送料装置一(4)输送板材料给滚筒送料装置二(5),所述滚筒送料装置二(5)设置有与滚筒送料装置一(4)相同的支撑钢架(9),还设置有与所述滚筒输送面板一(10)相对应的滚筒输送面板二(12)。
4.根据权利要求3所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述滚筒输送面板二(12)的一侧设置有挡边结构(11),滚筒输送面板二(12)的另一侧与所述打包液压机(3)的工作台面(23)接触连接,供滚筒输送面板二(12)上的板材料输送至工作台面(23)。
5.根据权利要求4所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述滚筒输送面板二(12)上设置有多个横向排布的框体装置用于容置滚筒二(13),所述框体装置排布的方向和滚筒二(13)与所述挡边结构(11)延伸的方向平行;所述框体装置与框体装置之间间隔等同的距离。
6.根据权利要求5所述的一种半自动板材打包液压机产线及控制系统,其特征在于:在相邻两个框体装置的间隔距离之间设置有与框体装置方向相同的框体装置二,在框体装置二中固定设置有凸柱(32),在所述凸柱(32)上设置有多个容纳槽体(14),在每个所述容纳槽体(14)中设置有小型滚轮,所述小型滚轮的排列方向与所述滚筒二(13)的排列方向相互垂直;在所述滚筒输送面板二(12)的底部设置有驱动电机二用于驱动滚筒二(13)或小型滚轮。
7.根据权利要求1所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述板材对中装置一(7)和板材对中装置二(8)的结构相同,包括有对中油缸(15)、支撑架体(16)和对中面板(17),所述对中油缸(15)固定在支撑架体(16)的中部并通过油缸(15)的伸缩缸体与所述对中面板(17)的中部连接,在对中油缸(15)的两侧分别对称设置有导向杆一(18)和导向杆二(19)穿过所述支撑架体(16)与所述对中面板(17)固定连接;在所述导向杆一(18)和导向杆二(19)的端部设置有限位法兰(20)。
8.根据权利要求1所述的一种半自动板材打包液压机产线及控制系统,其特征在于:在所述工作台面(23)上还设置有浮动限位装置(31)用于阻挡并实现板材料堆(28)前后对齐。
9.根据权利要求8所述的一种半自动板材打包液压机产线及控制系统,其特征在于:所述浮动限位装置(31)中包括有对称设置的两根结构和大小相同的浮动限位杆(21),每根所述浮动限位杆(21)上套设有导向套(22)与工作台面(23)连接,所述浮动限位杆(21)的部分杆体内置在工作台面(23)的内部,在所述部分杆体上套设有浮动法兰(24),在部分杆体的底端设置有压缩弹簧(25)与所述浮动法兰(24)的底部接触连接;所述工作台面(23)上还设置有举模器(27)用于输送压制后的成品板材料堆(28)至滚筒送料装置二(5)。
10.一种半自动板材打包液压机产线及控制系统的控制方法,包括有权利要求1-权利要求9中任一所述的一种半自动板材打包液压机产线及控制系统,其特征在于:
技术总结
本发明涉及半自动板材打包液压机,尤其涉及一种半自动板材打包液压机产线及控制系统和控制方法,包括有机械臂转运区域模块、板材放置区域模块、中转输送区域模块、压制区域模块、成品转运区域模块及电控柜及控制系统;在机械臂转运区域模块中包括有机械手抓取装置,所述中转输送区域模块中包括有输送线装置,所述压制区域模块为液压机,在液压机上设置有板材对中装置,所述电控柜及控制系统通过电源及通讯装置分别与所述机械手抓取装置、输送线装置、打包液压机和板材对中装置建立信号连接。
技术研发人员:唐嘉成,曾学文,米家豪,任珅辉
受保护的技术使用者:成都正西液压设备制造有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!