一种自动纱线绕线机控制系统的制作方法
本发明涉及纺纱,特别是涉及一种自动纱线绕线机控制系统。
背景技术:
1、传统绕线机一般为手动或半自动绕线机,依赖人工操作或简单机械辅助完成纱线绕制,适用于小规模生产或特定工艺需求。其在绕线过程中往往存在精度不高、效率较低的问题。这主要是由于其机械结构和控制系统相对简单,难以实现高精度的绕线作业和高效的自动化生产。
技术实现思路
1、本发明所要解决的技术问题是:为了克服现有技术中的不足,本发明提供一种自动纱线绕线机控制系统。
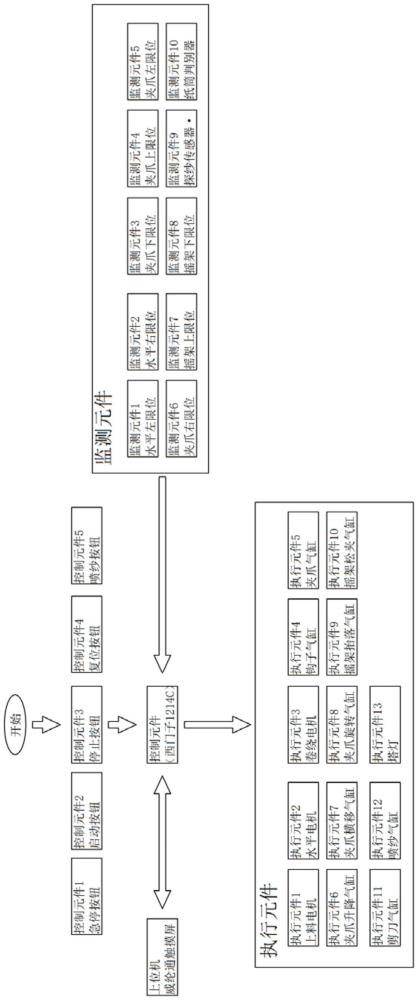
2、本发明解决其技术问题所要采用的技术方案是:一种自动纱线绕线机控制系统,包括沿工序方向依次设置的竖直上料单元、水平输送单元、气缸运转单元和卷绕单元,其中,
3、竖直上料单元,通过控制竖直电机带动竖直传送带将纸筒由锥桶中传送到水平传送带上;其中,纸筒在竖直传送带上时,其轴线方向与传送方向垂直;纸筒在水平传送带上传送时,其轴线方向与传送方向一致;在竖直上料的过程中,当锥桶内无纸筒或因故障长时间无法将纸筒传送到水平传送带时,竖直上料单元会停止传送且塔灯报警闪烁,等待工作人员进行补料或处理完故障后,按复位按钮继续工作;
4、水平输送单元,该单元含有水平电机、水平传送带和两个传感器,通过控制水平电机带动水平传送带将纸筒由传送带的一端传送到传送带另一端的待抓取区;水平传送带的始端和末端均设有一传感器,用于检测是否有纸筒,且末端的传感器设置在待抓取区;在此过程中,当水平传送带两端的传感器同时感应到纸筒时,则判断水平传送带处于满载状态;(中间会设置一个滤波时间来防止传递过程中的纸筒干扰,当在滤波时间内视为正常传送,当超出滤波时间则视为水平单元已经满载),当处于满载状态时,停止上道工序的竖直上料单元的上料(即竖直电机停止工作),当待抓取区的纸筒被抓取后,竖直上料单元恢复上料工作,以此循环;
5、气缸运转单元,该单元含有夹爪气缸、旋转气缸和摇架抬落气缸,用于实现纸筒的抓取、方向调整和运输等功能;系统启动后,进入自动模式,初始化气缸运转单元,使气缸运转单元处于待抓取状态;在待抓取状态,夹爪气缸横移至待抓取区上方,夹爪气缸控制夹爪打开,旋转气缸处于0°状态,摇架抬落气缸带动摇架向上抬起,并将摇架的双臂张开;当待抓取区的传感器感应到纸筒存在时,气缸运转单元进入工作状态,夹爪下降到底部,使待抓取区的纸筒位于夹爪内,夹爪气缸控制夹爪合拢,将纸筒夹紧;然后,夹爪气缸携带纸筒上升至顶部;上升至顶部后接着横移至卷绕区,在横移的过程中,旋转气缸根据纸筒方向检测传感器的检测结果,确认纸筒的方向,当纸筒方向正确时,旋转气缸处于默认状态(即保持原来的0°状态,不产生转动),夹爪带动纸筒下降至低端,将纸筒置于摇架的两臂之间,当纸筒方向不正确时,通过旋转气缸旋转180°调整纸筒方向后,夹爪带动纸筒下降至低端,再将纸筒置于摇架的两臂之间;
6、上述过程中,旋转气缸对纸筒的方向调整过程和横移过程是同步进行的,在旋转气缸执行与否的同时,夹爪整体往右侧移动至单元右侧,随后下降至底端。
7、当纸筒置于摇架的两臂之间时,喷纱嘴喷纱t3时间,且0.5s≤t3≤1.5s,将纱线喷射至纸筒端部与摇架的夹板之间,在喷纱至t4时间时,且t4<t3,摇架抬落气缸和夹爪气缸同时动作,时摇架的夹板夹紧纸筒两端,同时,夹爪松开;再间隔t5时间,且0.2s≤t5≤0.8s,摇架下落至底部位置,同时,夹爪复位至待抓取区,等待下一个纸筒的抓取;
8、卷绕单元,该单元含有卷绕电机、剪刀气缸和钩子气缸,当摇架下落至底部与卷绕单元的槽筒接触时,卷绕电机启动,带动槽筒转动为下道工序整经机进行纱线留尾,工作t6时间后停止,且0.5s≤t6≤1.5s;在留尾的过程中,钩子气缸带动钩子下落将纱线导入导纱杆上,经过0.5s后钩子气缸再带动钩子抬起;钩子抬起的同时,卷绕电机再次启动,工作至纸筒纱线卷绕完成后停止;纱线卷绕完成的可以通过设定卷绕电机的工作时间进行确定,也可以根据纸筒上纱线的总长度进行确定;在卷绕电机停止前的0.5s时间内,剪刀气缸启动工作,带动剪刀将纱线剪断,并在卷绕电机停止时,剪刀气缸带动剪刀复位;卷绕结束后,为了让纸筒完全停止,需要滞留一定时间,如果纸筒没有完全停止,就打开夹板,会出现纸筒飞出去的情况,因此,当卷绕电机停止后,停滞间隔t7时间后,且0.5s≤t7≤1.5s,摇架再向上抬起,夹板打开将卷绕纱线后的纸筒释放,使其落入下方用于收料的棉条桶内,同时,摇架抬落气缸带动摇架复位至待抓取状态,即抬起并张开状态,等待下一个纸筒,进入下一个工作周期。
9、上述过程中留尾时间是根据要求长度与速度以及槽筒直径的关系公式计算得出的,但当留尾时间少于0.5s时会强制时间为0.5s,原因是低于0.5s,卷绕电机会无法启动起来,导致驱动器报警;留尾停止后,钩子下落0.5s是固定的,是为了将纱线准确导入导纱棒上。
10、进一步的,为了避免设备长时间空转运行,以及故障后未及时处理,所述竖直上料单元长时间无法将纸筒传送到水平传送带的时间长度为1-3min。
11、进一步的,所述纸筒为外径相同的中空圆柱筒,纸筒两端部的内径不同,即厚度不同,一端厚,一端薄,因此,可以通过纸筒两端的厚度来判断纸筒的方向,在水平传送带的末端位置设有纸筒方向检测传感器,通过纸筒方向检测传感器感应纸筒端部的厚度,通过厚度对纸筒的方向进行判断,当纸筒方向检测传感器检测到当前纸筒端部的厚度与标准方向纸筒的厚度一致时,则判断纸筒方向正确,否则视为纸筒方向不正确,此时,通过旋转气缸带动夹爪旋转180°调整纸筒的方向。
12、由于在夹爪抓取纸筒上升的过程中,纸筒方向检测传感器会在纸筒经过的时间内,对纸筒进行持续的检测,因此,在抓取过程中,受到抓取动作的干扰,纸筒方向检测传感器会检测到很多干扰信号,直接利用plc硬件扫描周期获得纸筒方向检测传感器的全部检测信号,会存在很多干扰,导致纸筒方向的误判,因此,为了提高传感器判别的准确性,剔除掉干扰信号,利用程序对纸筒方向检测传感器的检测信号进行滤波,具体的,所述纸筒方向检测传感器具有第一滤波时间t1,纸筒方向检测传感器准确检测到纸筒方向的理论时间为t2,则需要满足t1≥t2;纸筒方向检测传感器实际感应到纸筒的时间为t3,当t3<t1,即纸筒方向检测传感器实际感应时间t3在第一滤波时间t1之内时,则认为纸筒方向检测传感器的检测信号有误,将该信号剔除,不对旋转气缸输出旋转信号;当t3≥t1,即纸筒方向检测传感器实际感应时间t3在第一滤波时间t1之外时,则认为纸筒方向检测传感器的检测信号正好,将根据该信号,对旋转气缸输出旋转信号,对纸筒方向进行调整。
13、进一步的,所述水平传送带两端的传感器的第二滤波时间为t8,水平传送带传送一个纸筒的长度需要的时间为t9,则需要满足t8≥t9;水平传送带两端的传感器同时感应到纸筒所持续的时间为t10,当t10<t8,则视为正常传送,当t10≥t8时,则视为水平传送带满载。通过水平输送带上两个传感器之间增加第二滤波时间,从而减少误判满载的概率,目前t8是250ms。目的是,当水平传送带末端的传感器亮时,靠近竖直输送带的传感器只有在感应到物体超过250ms后才能判断为满载。
14、本发明的有益效果是:本发明提供的一种自动纱线绕线机控制系统,本控制系统主要由沿工序方向依次设置的竖直上料单元、水平输送单元、气缸运转单元和卷绕单元等四个单元组成,具有自动上料卷绕,高效率,低故障率和纱线卷绕均匀等特点。
- 还没有人留言评论。精彩留言会获得点赞!