一种免喷涂底座及其制备方法与流程
[0001]
本发明涉及底座技术领域,尤其涉及的是一种免喷涂底座及其制备方法。
背景技术:
[0002]
随着国内消费者对大屏幕电视机需求的日趋增长,46寸以上大尺寸产品的市场份额在逐步增大,市场竞争也越来越激烈。现有技术中,电视机底座都是单一的一个底座设计,整个电视机的承重载荷都集中在一个底座上,进而导致对底座的承重载荷有较高的要求,同时,大尺寸的电视机要求底座的尺寸也越来越大。目前市场上大尺寸电视机基本上采用金属压铸底座,需要打磨,喷漆等复杂的后加工处理,因此造成金属底座成本较高。
[0003]
因此,目前的免喷涂底座及其制备方法,还有待于改进和发展。
技术实现要素:
[0004]
本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种免喷涂底座及其制备方法,旨在解决现有技术中底座需要打磨,喷漆等复杂的后加工处理的问题。
[0005]
本发明解决技术问题所采用的技术方案如下:
[0006]
一种免喷涂底座的制备方法,其中,包括以下步骤:
[0007]
制备金属嵌件并将所述金属嵌件放置在模具内定位;
[0008]
将金属粉与基材共混后造粒得到基材金属粉材料;
[0009]
将所述基材金属粉材料注塑入所述模具形成包裹所述金属嵌件的壳体后脱模得到所述免喷涂底座。
[0010]
所述的免喷涂底座的制备方法,其中,所述所述制备金属嵌件并将所述金属嵌件放置在模具内定位的步骤包括:
[0011]
在金属片材的表面开孔得到金属嵌件;
[0012]
在所述模具内设置固定件,并将所述金属嵌件固定在所述固定件上。
[0013]
所述的免喷涂底座的制备方法,其中,所述将所述金属嵌件放置在模具内定位的步骤中,所述金属嵌件与所述模具内壁的距离≥2mm。
[0014]
所述的免喷涂底座的制备方法,其中,所述金属粉为铝粉、铁粉或铜粉中一种或多种,所述基材为丙烯腈-丁二烯-苯乙烯共聚物、聚碳酸酯、聚甲基丙烯酸甲酯、聚酰胺中的一种或多种;
[0015]
所述金属粉的粒径≤20μm;
[0016]
其中,所述基材金属粉材料中金属粉的质量分数为0.5-1wt%。
[0017]
一种免喷涂底座,其中,其包括:金属嵌件;
[0018]
包裹在所述金属嵌件外的壳体,所述壳体包括:
[0019]
基材;
[0020]
分散在所述基材中的金属粉;
[0021]
其中,所述壳体是通过注塑形成的。
[0022]
所述的免喷涂底座,其中,所述壳体上设置有用于与被支撑物连接的连接板,所述连接板与所述壳体一体成型。
[0023]
所述的免喷涂底座,其中,所述壳体底部设置有固定件通孔。
[0024]
所述的免喷涂底座,其中,所述金属嵌件为v形金属嵌件。
[0025]
所述的免喷涂底座,其中,所述v形金属嵌件为钝角v形金属嵌件。
[0026]
所述的免喷涂底座,其中,所述壳体的厚度≥2mm。
[0027]
有益效果:本发明在金属嵌件的基础上设置壳体,金属粉与基材混合形成壳体后,壳体表面呈现出金属质感不需要进行额外的打磨和喷漆。而且金属嵌件的具有较高的强度,使得免喷涂底座的强度较高,不容易损坏。
附图说明
[0028]
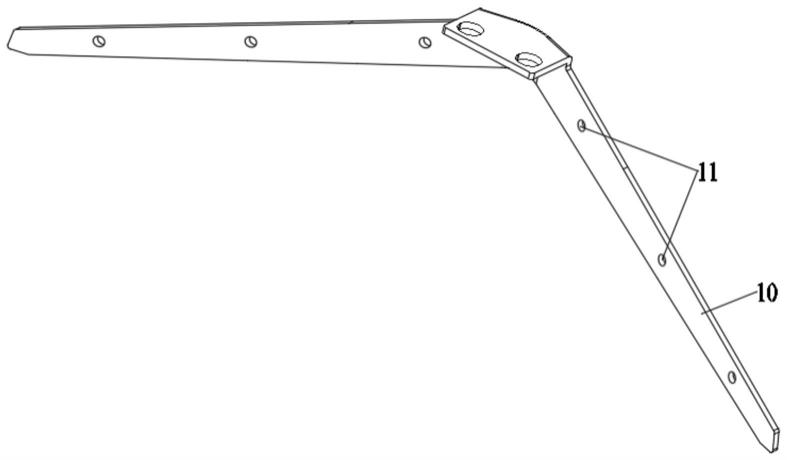
图1是本发明中金属嵌件的结构示意图。
[0029]
图2是本发明中免喷涂底座的第一结构示意图。
[0030]
图3是本发明免喷涂底座的第一截面图。
[0031]
图4是本发明中免喷涂底座的第二结构示意图。
[0032]
图5是本发明中免喷涂底座的第二截面图。
[0033]
图6是本发明中免喷涂底座的制备方法的流程图。
[0034]
附图标记:10:金属嵌件;11:通孔;20:壳体;21:连接板;211:螺丝孔;22:固定件通孔。
具体实施方式
[0035]
为使本发明的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0036]
请同时参阅图1-图5,本发明提供了一种免喷涂底座的一些实施例。
[0037]
如图3和图4所示,本发明的免喷涂底座包括:金属嵌件10、包裹在所述金属嵌件10外的壳体20;所述壳体20包括:基材、分散在所述基材中的金属粉;其中,所述壳体是通过注塑形成的。
[0038]
值得说明的是,基材为丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚碳酸酯(pc)、聚甲基丙烯酸甲酯(pmma)、聚酰胺(pa)中的一种或多种。如果仅采用基材或基材金属粉材料(即基材以及金属粉)制成底座,则底座的强度不符合要求,容易发生变形导致底座损坏。本发明在壳体20内设置金属嵌件10,金属嵌件10采用金属制成,金属嵌件10的具有较高的强度。如果仅采用金属制成底座,则需要对金属底座进行打磨和喷漆,本发明在金属嵌件10的基础上设置壳体20,金属粉与基材混合形成壳体20后,壳体20表面呈现出金属质感,且不需要进行额外的打磨和喷漆。
[0039]
具体的,金属嵌件10可以为塑胶底座提供强度,包裹在金属嵌件10外的壳体20可以提供金属质感的外观效果,因此金属嵌件10免喷涂注塑底座既可以满足强度要求,又可以避免二次喷涂,使金属质感外观的电视机底座综合成本降低,具有较大市场竞争力。可替代大尺寸电视机金属压铸底座,通过金属嵌件及免喷涂材料直接注塑成型底座,降低大尺
寸(55吋及以上)电视机底座成本。免去喷漆等后处理工艺,符合环保要求。
[0040]
采用基材以及金属粉形成壳体时,金属粉均匀分散在基材中,金属粉可增加基材的强度和韧性,在基材产生微小裂纹时,金属粉可以阻止裂纹的扩散。金属粉避免了基材在使用时,受到温度影响会软化的问题:一方面,由于金属粉的加入增加了基材的导热性,而且热量可以进步传递到金属嵌件上,金属粉和金属嵌件使得热量快速分散,避免靠近热源的基材软化;另一方面,由于金属粉的熔点通常较高,金属粉的加入也会提高基材以及金属粉的整体软化温度,从而防止基材以及金属粉软化。而且在注塑成型时,在基材中加入金属粉后,减小了基材表面与金属嵌件表面之间的差异,分散有金属粉的熔融基材与金属嵌件贴合更加紧密,也就是说,不会出现金属嵌件与基材金属粉材料脱离的问题,可以得到更加稳定的底座。
[0041]
为了使金属在基材中有较好的分散性,可以将金属粉与基材混合后通过(双)螺杆挤出机挤出,造粒,再采用粒状基材金属粉材料进行注塑成型得到底座。由于金属粉与基材的膨胀系数不相同,金属粉的体积收缩率较小,熔融的基材在冷却过程中体积收缩更多,底座表面的金属粉会凸出于基材的表面,金属粉的对光线会有漫反射,从而自然形成磨砂哑面,无需再后续进行打磨加工成磨砂哑面。
[0042]
在本发明的一个较佳实施例中,如图2和图4所示,所述壳体20上设置有用于与被支撑物连接的连接板21,所述连接板21与所述壳体20一体成型。
[0043]
具体地,本发明中被支撑物可以是电视机等电子设备,连接板21上设置有螺丝孔211,可以采用螺丝穿过螺丝孔211将被支撑物固定连接在连接板21上,从而使得底座支撑着被支撑物。连接板21和壳体20一体成型,壳体20采用注塑成型,也就是说连接板21也包括基材和金属粉,金属粉可增加连接板21的强度和韧性,连接板21不容易损坏,从而确保被支撑物的安全性。当然,金属嵌件10上也可以设置连接板嵌件,然后再通过注塑成型,在金属嵌件10和连接板嵌件表面注射基材金属粉材料,连接板嵌件和基材金属粉材料形成连接板21,这样的连接板21比较稳定。
[0044]
在本发明的一个较佳实施例中,如图3和图4所示,所述壳体20底部设置有固定件通孔22。
[0045]
具体地,为了使金属嵌件10表面尽可能均匀包裹,金属嵌件10需要固定在模具的中间位置,金属嵌件10底部通过固定件固定在模具中,在注塑成型过程中,金属嵌件10与固定件的连接处没有基材金属粉材料,从而形成固定件通孔22。参考图5,壳体的截面呈梯形,连接板21位于梯形的上底,固定件通孔22位于梯形的下底,这样底座更加稳定。
[0046]
在本发明的一个较佳实施例中,如图1和图3所示,金属嵌件10表面设置有通孔11,也就是说,在注塑成型过程中,基材金属粉材料会穿过通孔11将金属嵌件10两边连通起来。从而加强了壳体20和金属嵌件10之间的连接力,防止壳体20从金属嵌件10上脱离。
[0047]
在本发明的一个较佳实施例中,如图1和图3所示,所述金属嵌件10为v形金属嵌件。具体地,采用v形金属嵌件制得的底座更加稳定,不会左右摇摆。进一步地,所述v形金属嵌件为钝角v形金属嵌件,v形呈钝角时稳定性更佳。
[0048]
在本发明的一个较佳实施例中,如图4和图5所示,所述壳体20的厚度≥2mm。具体地,壳体20的厚度并不是均匀的,壳体20最薄的地方也要满足大于或等于2mm,如图3中壳体20的厚度δ1和δ2均大于或等于2mm。
[0049]
基于上述任意实施例所述的免喷涂底座,本发明提供了一种免喷涂底座的制备方法的一些实施例。
[0050]
如图6所示,本发明的一种免喷涂底座的制备方法,包括以下步骤:
[0051]
步骤s100、制备金属嵌件并将所述金属嵌件放置在模具内定位。
[0052]
具体地,所述步骤s100包括:
[0053]
步骤s110、在金属片材的表面开孔得到金属嵌件。
[0054]
金属片可以采用铁片、铜片或者铝片等,优选地,采用铝合金片,结构强度高,且质量轻。在金属片上开设通孔得到金属嵌件,金属片采用v形金属片,则得到v形金属嵌件。
[0055]
从金属嵌件综合成本及强度综合考虑,选用电镀锌钢板(secc)材料,通过冲压的成型方式获得金属嵌件。
[0056]
步骤s120、在所述模具内设置固定件,并将所述金属嵌件固定在所述固定件上。
[0057]
固定件可以是圆柱状,也可以是立方柱状,固定件一端与模具底部连接,另一端与金属嵌件的底端可拆卸连接。
[0058]
金属嵌件固定在固定件上后,所述金属嵌件与所述模具内壁的距离≥2mm。
[0059]
步骤s200、将金属粉与基材共混后造粒得到基材金属粉材料。
[0060]
所述金属粉为铝粉、铁粉或铜粉中一种或多种,所述基材为abs、pc、pmma、pa中的一种或多种,所述金属粉的粒径≤20μm,所述基材金属粉材料中所述金属粉的质量分数为0.5-1wt%。
[0061]
更具体的,基材选用abs,金属粉选用铝粉,基于abs与金属粉的总质量,铝粉的质量分数为0.5-1wt%,铝粉粒径≤20μm材料,将金属粉与abs共混,通过双螺杆挤出机进行挤出,造粒,最终获得abs金属粉材料。基材金属粉材料在注塑充填过程中,会在底座的底部或内侧产生流痕,可通过蚀纹等对该流痕进行遮蔽。
[0062]
步骤s300、将所述基材金属粉材料注塑入所述模具形成包裹所述金属嵌件的壳体20后脱模得到所述免喷涂底座。
[0063]
脱模后将底座从固定件上取下即得到免喷涂底座。当然,在注塑完后需要经过保压、冷却后再进行脱模,然后取出免喷涂底座,由于金属粉和金属嵌件的导热性较好,冷却过程中各部分的温度差异不会太大,形成的基材更加均匀,不会出现基材不均匀导致部分位置强度低的问题。
[0064]
值得说明的是,本发明的免喷涂底座具有如下效果:
[0065]
1)基材金属粉材料配合模具的蚀纹效果可以通过直接注塑成型,获得金属质感的外观效果,免去喷涂等后处理工艺,符合绿色产品设计要求。由此,解决了目前市场上免喷涂材料强度有限,没办法满足电视机底座的强度要求,只能提供外观效果等的问题。
[0066]
2)金属嵌件可以为大尺寸电视机底座提供强度需求,且作为产品嵌件,不需要外观要求,免去后处理工艺及相应成本。
[0067]
3)本发明集中金属嵌件的强度及免喷涂材料的金属质感外观两大优势,很好结合了各自的优点并应用在产品上。因此金属嵌件免喷涂注塑底座既可以满足整机实验强度需求,又可以实现金属质感的外观效果,通过直接注塑成型获得金属外观质感的电视机底座。
[0068]
综上所述,本发明所提供的一种免喷涂底座及其制备方法,所述方法包括以下步骤:制备金属嵌件并将所述金属嵌件放置在模具内定位;将金属粉与基材共混后造粒得到
基材金属粉材料;将所述基材金属粉材料注塑入所述模具形成包裹所述金属嵌件的壳体后脱模得到所述免喷涂底座。本发明在金属嵌件的基础上设置壳体,金属粉与基材混合形成壳体后,壳体表面呈现出金属质感不需要进行额外的打磨和喷漆。而且金属嵌件的具有较高的强度,使得免喷涂底座的强度较高,不容易损坏。
[0069]
应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1