预成型件、复合结构和面板及其形成方法与流程
预成型件、复合结构和面板及其形成方法
1.相关案例
2.本申请要求于2018年8月8日提交的澳大利亚临时专利申请号2018902890的优先权,通过引用将其内容并入本文。
技术领域
3.本发明涉及用于形成诸如面板等的复合结构的预成型件、复合结构、面板以及形成预成型件、复合结构和面板的方法。复合结构和/或面板可以适合于在建筑、房屋或类似物的构造中使用。
背景技术:
4.复合结构可使用通常称为液体复合模制的工艺形成,其中预成型件用经调节以凝固的液体状态基质材料浸渍。预成型件可以是干燥预成型增强材料,诸如碳纤维织物等,并且液态基质材料可以是树脂,诸如环氧树脂等。
5.一种类型的液体复合材料模制是树脂传递模制,其中将该预成型件放置在模具中并且在正操作压力下将树脂传递到预成型件中。在凝固过程中,树脂可能变得相对较热,并且树脂和热量在凝固预成型件中的分布可能导致过度的热量和与热变形相关的潜在问题。
6.随着结构变得更厚,需要更多的树脂,这加剧了与热变形相关的潜在问题,并且此外,树脂的增加使用增加了制造的成本。因此,液体复合模制,特别是树脂传递模制通常用于相对薄的结构,诸如汽车和航空面板等。
7.本文公开的发明寻求克服一个或更多个以上被识别的问题或至少提供有用的替代方案。
技术实现要素:
8.根据第一宽泛的方面,提供了一种用于形成复合结构的预成型件,预成型件包括本体,本体基本上由限定多个隔室的增强材料形成,隔室可填充有粒状填充材料,可凝固液体基质材料可浸渍穿过粒状填充材料以形成复合结构。
9.在一方面,隔室被布置成在本体的长度方向和宽度方向中的至少一个方向上延伸。
10.在另一方面,隔室沿着本体沿着长度方向延伸。
11.在另一方面,隔室具有正方形横截面或矩形横截面中的至少一种横截面。
12.在另一方面,隔室的开口端部被密封以容纳粒状填充材料。
13.在另一方面,增强材料是一种干燥预成型增强材料。
14.在另一方面,干燥预成形增强材料是纤维基织造材料,纤维基织造材料具有三维结构以提供隔室。
15.在另一方面,用粘合剂材料灌注粒状填充材料以至少部分地硬化预成型件。
16.在另一方面,可凝固液体基质材料是树脂。
17.在另一方面,粒状填充材料包括具有不同尺寸的颗粒。
18.在另一方面,粒状填充材料包括具有不同密度的颗粒。
19.在另一方面,粒状填充材料包括具有不同尺寸的分级颗粒,以便限定预定的空隙比。
20.在另一方面,预成型件是柔性的或脊状的。
21.在另一方面,本体在形状上是基本上矩形的。
22.在另一方面,本体在厚度上是至少8mm,并且优选地在厚度上大于约20mm。
23.根据第二宽泛的方面,提供了一种使用如前述权利要求中任一项所限定的预成型件形成的面板。
24.根据第三广泛方面,提供了一种形成用于复合结构的预成型件的方法,该方法包括以下步骤:用粒状填充材料填充多个隔室,多个隔室由预成型件的本体的增强材料限定,可凝固液体基质材料可浸渍穿过粒状填充材料以形成复合结构。
25.在一个方面中,该方法进一步包括封闭多个隔室的步骤,在多个隔室中容纳粒状填充材料。
26.在另一方面,该方法进一步包括将粘合剂材料施加至粒状填充材料的步骤,使得预成型件硬化,同时保持粒状填充物之间的空隙,可凝固液体基质材料可浸渍穿过粒状填充物。
27.根据第四广泛方面,提供了一种使用预成型件形成复合结构的方法,该方法包括以下步骤:通过用粒状填充材料填充多个隔室来形成预成型件,多个隔室由预成型件的本体的增强材料限定;将预成型件装配到模具;用液体基质材料浸渍预成型件,使得液体基质材料穿过粒状填充材料和增强材料的空隙,以便遍及空隙固化。
28.根据第五广泛方面,提供了一种使用预成型件形成用于建筑的面板的方法,该方法包括以下步骤:通过用粒状填充材料填充多个隔室来形成呈面板形状的预成型件,多个隔室由预成型件的本体的增强材料限定;将预成型件装配到模具;用液体基质材料浸渍预成型件,使得液体基质材料穿过粒状填充材料和增强材料的空隙,以便遍及空隙固化,从而提供面板。
附图说明
29.仅通过非限制性示例的方式通过参考附图对本发明进行描述,在附图中:
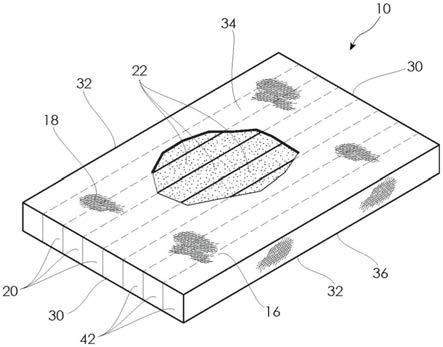
30.图1是示出了移除外部材料中的一些以显露内部结构的示例性预成型件的透视图;
31.图2是示出了移除外部材料中的一些以显露内部结构的预成型件的俯视图;
32.图3是示出了沿着截面a
‑
a的预成型件的端部截面图;
33.图4是示出了如图3所示的细节d的端部截面图;
34.图5至图8是示出了预成型件的增强材料的各种形状和图案的端部视图;
35.图9至图14是示出了沿着图2中所示的截面b和c的侧边缘示例的端部视图;
36.图15和图16示出了用于执行树脂传递模制工艺以使用预成型件形成复合结构的工艺的示例;以及
37.图17是示出了使用预成型件形成的面板形式的复合结构的示例的透视图。
具体实施方式
38.参照图1至图4,示出了用于形成复合结构12(在图17中示出)的预成型件10的示例,诸如但不限于用于建筑、房屋或类似物的面板14等。在这个示例中,预成型件10包括基本上由增强材料18形成的本体16。
39.增强材料18限定一个或更多个、并且优选地多个隔室或部段20。隔室20可填充有粒状填充材料22,可凝固液体基质材料24可浸渍穿过粒状填充材料22以形成复合结构12。
40.更详细地,增强材料18可以是干燥预成型增强材料,诸如三维织造织物材料等,诸如但不限于亚麻、大麻、玻璃纤维碳纤维或它们的组合等。包括亚麻和/或大麻的织造织物材料可以是优选的。密度和编织图案可根据需要变化,并且可使用混合的材料。
41.粒状填充材料22可以采取各种形式并且可以作为但不限于发泡的(或膨胀的)回收玻璃来提供。尺寸可以从约1mm至8mm在直径上分级,以提供预定的空隙比。在使用中,空隙比提供了可凝固液体基质材料24可以流动穿过的空间。可以调节空隙比,然而,在一些示例中,空隙比可以是但不限于约10%至30%,并且优选地约15%。
42.在一些示例中,粒状填充材料22可以接触或以其他方式暴露于粘合剂材料26,该粘合剂材料26可以是但不限于液体或固体预成型件粘合剂,该液体或固体预成型件粘合剂被适配成粘合粒状填充材料22以至少部分地硬化预成型件10。然而,在其他示例中,可省略粘合剂材料26且预成型件10最初可为柔性的。本文计划了两个示例。应注意,粘合剂材料26保持粒状填充材料22之间的空隙。
43.本体16可形成为任何合适的形状。然而,在这个示例中,增强材料18被布置或“预成形”,使得本体16具有总体上矩形的平面形式形状并且具有相对的端部30、相对的侧部32、前面34以及后面36。增强材料18可以从较大块材料切割成所需的形状。本体16的厚度或高度可以是大约8mm至200mm,并且优选地大于约20mm,并且一些示例可以在约15mm至50mm厚度范围内,并且其他示例在约20至30mm厚度范围内。宽度和长度可以变化,但是可以各自在0.1至10米的范围内。应注意的是,本体的体积由粒状填充材料22限定,本体由厚度、宽度和高度限定。
44.隔室20被布置成在本体16的长度方向上、在相对的端部30之间并且总体上平行于相对的侧部32延伸。在该示例中,隔室20被提供为由增强材料18的壁40分隔的多个矩形细长隔室38。然而,如图5至图8所示,隔室20的形状可以采取各种形式、形状和图案并且可以包括多个类似或不等尺寸的隔室。隔室20可以包括在宽度方向和高度方向上的多个隔室。图案的示例可包括20
×
20mm的正方形、20
×
60mm的矩形单层或10
×
30mm的矩形双层配置以形成20mm的总厚度。
45.隔室20可在相对的端部30中的一个或两个处具有开口42。填充材料22可被引入相对的端部30中的一个或两个中,并且相对的端部30可诸如通过缝合、用胶带粘贴或结合(诸如通过胶等)等而闭合。在使用粘合剂材料26的示例中,端部30可以不需要闭合。
46.取决于增强材料18的形式,增强材料18可以具有侧部边缘或翼片44,侧部边缘或翼片可以被固定到本体16的相对的侧部32上。侧部边缘或翼片44可以通过缝合、用胶带粘贴或结合(诸如通过胶水等)到相对的侧部32或另一个侧部边缘或翼片44。在使用粘合剂材料26的示例中,相对的侧部32部可为开放的或制成长度方向切口以移除过量材料且暴露填充物22和粘合剂材料26。
47.因此,完成的预成型件10可以是具有面板状形状的柔性或基本上刚性的产品。预成型件10的宽度、高度和厚度可以与最终面板14相同或基本上相似,该最终面板14可以使用示例性预成型件10形成,如下文进一步详述的。应注意的是,预成型件10可由通过复合胶带或其他结合手段(诸如以三明治状物或瓷砖布置等形成)结合的多个本体或部段12制成。还可以应用阻燃剂。
48.现在转向使用预成型件10形成复合结构12,诸如面板14等。面板14可通过各种液体复合模制技术形成,该液体复合模制技术本质上包括用液体状态基质材料24浸渍预成型件10,该液体状态基质材料24流动穿过填充材料22和增强材料18的空隙并且在其中凝固或“固化”以硬化预成型件10。
49.更详细地,并且参见图15和图16,示出了具有模具52和注射端口布置53的树脂传递模制(rtm)设备50。模具52可包括下部段54和上部段56,下部段54适配成接纳预成型件10和液体基质材料24,上部段56适配成向液体基质材料24施加压缩力以推动液体基质材料24穿过预成型件10。一些示例可以压缩预成型件10和液体基质材料24两者。然而,在该示例中,优选地仅向液体基质材料24施加压缩力,使得预成型件的初始厚度被保持。在此背景下,预成型件还可以被称为“插入件”。
50.一旦预成型件10被装配到模具52的下部段54,液体基质材料24可以经由注射端口布置53被引入以填充预成型件10上方的下部段54。然后,上部段56可以诸如经由联动装置或液压装置(未示出)降低,以压缩液体基质材料24并且推动该材料穿过预成型件10。
51.引入的液体基质材料24的体积可以与预成型件10的空隙的总体积相关。然后可以允许液体基质材料24在上部段56被释放并且预成型件10从模具52移除之前固化。如果需要,面板14的相对的端部和侧部可被修整。液体基质材料24可以是诸如环氧树脂等的树脂。示例包括水基环氧树脂、生物环氧树脂(bio
‑
epoxy)或绿色乙烯基酯树脂。
52.所形成的复合结构12(诸如面板14等)可用于建筑和建筑工业,诸如但不限于在建筑和建造工业中形成壁、地板、屋顶和天花板面板等。
53.有利地,粒状填充材料减少和控制空隙空间以减少所使用的液体基质材料的量。这有助于减少固化期间的热量,从而允许制造厚度约为20mm至25mm的相对厚的面板。另一个优点是降低了树脂成本。
54.贯穿本说明书和所附权利要求书,除非上下文另外要求,否则词语“包括(comprise)”以及变体诸如“包括(comprises)”和“包括(comprising)”等将被理解为暗示包括所述的整数或步骤或整数的组或步骤的组,但不排除任何其他的整数或步骤或整数的组或步骤的组。
55.本说明书中对任何已知物质或任何现有出版物的引用不是且不应被视为承认或认可或建议已知物质或现有技术出版物形成本说明书所涉及的领域中的公知常识的一部分。
56.虽然已经描述了本发明的具体示例,但将理解的是,本发明扩展到所公开的特征的可替代组合或从本文提供的公开中明显的特征的可替代组合。
57.在不背离所公开的本发明的范围或不明显背离本文提供的本公开的情况下,许多和各种修改对本领域技术人员而言将是明显的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1