模具容器装置及轮胎硫化机的制作方法
1.本发明涉及模具容器装置及轮胎硫化机。
背景技术:
2.在专利文献1和专利文献2中,公开了用于轮胎硫化装置的模具容器装置。这些专利文献1及专利文献2中记载的模具容器装置具备保持上胎侧模具的顶板、保持下胎侧模具的下板、保持胎面模具的扇形体、保持扇形体并且使这些扇形体沿着轮胎的半径方向移动的外环。
3.专利文献1及专利文献2中记载的模具容器装置是所谓的自锁容器。该模具容器装置的扇形体在关闭模具(换言之,容器)时,由形成于顶板及下板的爪部夹持。通过使用这样的自锁容器,能够不使用冲压装置等而抑制顶板及下板因硫化工序中的气囊的内压等而打开。
4.现有技术文献
5.专利文献1:日本特开2008
‑
126457号公报
6.专利文献2:日本特开2010
‑
110945号公报
技术实现要素:
7.发明所要解决的课题
8.上述专利文献1、2中记载的模具容器装置当将外环向上方抬起时,扇形体沿着外环的倾斜面向下方滑动。由此,扇形体向径向外侧位移。
9.但是,在将生胎搬入模具容器内或将硫化完毕轮胎搬出到模具容器外时,需要使作为重物的外环、扇形体、顶板进行升降,因此外环的升降装置大型化。
10.本发明是鉴于上述情况而作出,其目的在于提供能够抑制使外环等升降的装置的大型化,并且能够容易地进行模具开闭的模具容器装置及轮胎硫化机。
11.用于解决课题的技术方案
12.根据本发明的第一方式,模具容器装置具备:上胎侧模具、上板、下胎侧模具、下板、多个胎面模具、多个扇形体、外环及状态切换机构。上胎侧模具形成以使轴线沿着上下方向延伸的姿势配置的生胎的胎侧中的配置于上侧的胎侧。上板从上方保持上述上胎侧模具。下胎侧模具形成上述生胎的胎侧中的配置于下侧的胎侧。下板从下方保持上述下胎侧模具。胎面模具在以上述轴线为中心的周向上排列配置而形成配置于上述生胎的外周部的胎面部。多个扇形体在上述周向上排列配置而从以上述轴线为中心的径向外侧分别保持上述多个胎面模具,并且能够在从以上述轴线为中心的径向内侧的闭合位置到径向外侧的打开位置之间位移。外环具有以越靠近上方直径越扩大的方式倾斜的内周面,上述外环配置为上述内周面能够相对于上述扇形体的径向外侧面上下滑动。状态切换机构能够切换为限制上述扇形体在径向上移动的限制移动状态和允许上述扇形体在径向上移动的可移动状态。
13.在上述第一方式中,外环具有以越靠近上方直径越扩大的方式倾斜的内周面。因此,无需用于吊起作为重物的外环等的牢固的框架。而且,在第一方式中,具备能够切换为限制扇形体在径向上移动的限制移动状态、扇形体能够在径向上移动的可移动状态的状态切换机构。例如,在为了变更待进行硫化工序的轮胎的形状等,将模具容器装置吊起时,外环由于自重而要向下方位移。但是,由于状态切换机构限制扇形体在径向上的移动,因此也限制外环向下方位移。由此,在利用起重机等吊起模具容器装置时,能够抑制外环由于自重而向下方位移从而扇形体打开的情况。另一方面,在为了取出和放入生胎或硫化完毕轮胎而打开模具容器装置时,能够设为通过状态切换机构形成扇形体能够在径向上位移的状态。因此,仅通过使外环向下方移动就能够打开模具容器装置。
14.因此,能够抑制使外环等进行升降的装置的大型化,并且能够容易地进行模具开闭。
15.根据本发明的第二方式,第一方式涉及的状态切换机构也可以具备:卡合孔形成部、贯通孔形成部及销部件。卡合孔形成部设置于上述扇形体而形成在上述扇形体的上表面开口的卡合孔。贯通孔形成部形成贯通上述上板并在上述扇形体处于上述闭合位置时配置于上述卡合孔的正上方的贯通孔。销部件形成为能够穿过上述贯通孔而相对于上述卡合孔进行插拔。
16.例如,如果穿过贯通孔而将销部件插入卡合孔,则能够抑制扇形体相对于上板在径向上移动。而且,通过将插入卡合孔的销部件从卡合孔拔出,而扇形体能够相对于上板在径向上移动。
17.因此,能够通过状态切换机构容易地切换为限制扇形体在径向上位移的状态、扇形体能够在径向上位移的状态。
18.根据本发明的第三方式,第一或第二方式涉及的扇形体也可以具备上卡合部和下卡合部。上卡合部在从上述打开位置位移到上述闭合位置时,与上述上板卡合,以限制上述上板在上述轴线的延伸方向上位移而允许向上述径向外侧位移。下卡合部在从上述打开位置位移到上述闭合位置时,与上述下板卡合,以限制上述下板在上述轴线的延伸方向上的位移而允许向上述径向外侧位移。
19.在上述第三方式中,扇形体具备作为上卡合部的卡合部。由此,在处于闭合位置时,能够构成为能够通过扇形体限制上板和下板向分离的方向位移、即所谓的自锁容器。由此,在为通过外环向下方位移而扇形体向径向外侧位移的结构时,即使吊起上板,也能够抑制外环由于自重而向下方位移、即所谓的自锁被解除的情况。因此,能够容易地以模具容器装置为单位进行输送。
20.根据本发明的第四方式,轮胎硫化机是使用第一至第三方式中任一方式涉及的模具容器装置进行生胎的硫化的轮胎硫化机。该轮胎硫化机具备:垫板、连结切换部及切换动作部。垫板能够结合于上述上板。连结切换部设置于上述垫板,并且在上述垫板结合于上述上板的状态下能够切换为与上述状态切换机构连结的连结状态和与上述状态切换机构不连结的非连结状态。切换动作部在上述连结切换部为连结状态时,允许上述状态切换机构在上述限制移动状态与上述可移动状态之间位移。
21.在该第四方式中,在垫板结合于上板的状态下,能够将连结切换部设为连结状态,从而将状态切换机构设为可移动状态。因此,在垫板与上板连结而进行轮胎的硫化工序时,
能够容易地进行模具的开闭。另一方面,在更换模具容器装置时,能够将状态切换机构设为限制移动状态,并且将连结切换部设为非连结状态而使垫板从上板离开。因此,由于无需作业者利用手动作业变更销部件的位置,因此能够实现作业者的负担减轻。
22.根据本发明的第五方式,第四方式涉及的连结切换部也可以具备能够通过磁力来与上述状态切换机构连结的电磁铁。
23.通过如此构成,能够容易地切换连结切换部的连结状态及非连结状态。
24.发明效果
25.根据上述模具容器装置及轮胎硫化机,能够抑制使外环等进行升降的装置的大型化,并且能够容易地进行模具开闭。
附图说明
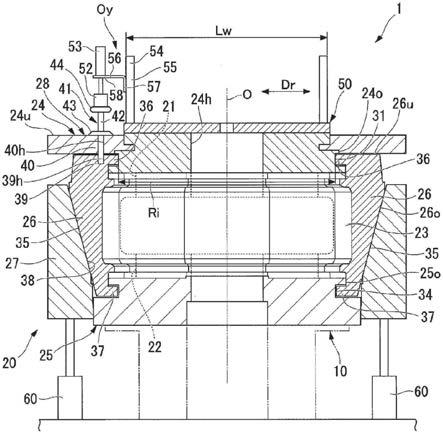
26.图1是本发明的第一实施方式的轮胎硫化机的局部放大图。
27.图2是本发明的第一实施方式的模具容器装置的俯视图。
28.图3是表示使本发明的第一实施方式的状态切换机构从限制移动状态位移到可移动状态的状态的图。
29.图4是表示为了打开上述模具容器装置而使外环向下方位移的状态的图。
30.图5是表示使上述模具容器装置的上板向上方位移的状态的图。
31.图6是表示更换上述模具容器装置时的状态的图。
32.图7是本发明的第二实施方式的连结切换部为非连结状态的情况的侧视图。
33.图8是上述连结切换部为连结状态的情况的侧视图。
34.图9是沿着图8中的ix
‑
ix线的连结切换部的剖视图。
具体实施方式
35.(第一实施方式)
36.以下,对本发明的第一实施方式涉及的模具容器装置及轮胎硫化机进行说明。
37.图1是本发明的第一实施方式的轮胎硫化机的局部放大图。图2是本发明的第一实施方式的模具容器装置的俯视图。
38.如图1所示,轮胎硫化机1具备:基座部10、模具容器装置20及升降装置50。该轮胎硫化机1对未硫化的轮胎(以下,简称为生胎;未图示)进行硫化成形。该第一实施方式的轮胎硫化机1以使生胎的轴线o朝向上下方向的姿势进行生胎的硫化成形的工序。
39.基座部10从下方支撑模具容器装置20。在该基座部10上设置有固定模具容器装置20的固定机构(未图示)和具备向生胎的内侧导入加压加热介质的气囊(未图示)的中心机构(未图示)。
40.模具容器装置20具备分别构成模具的上胎侧模具21、下胎侧模具22及多个胎面模具23。模具容器装置20还具备:上板24、下板25、多个扇形体26、外环27及状态切换机构28。
41.上胎侧模具21对以使轴线o沿着上下方向延伸的姿势配置的生胎的胎侧中配置于上侧的胎侧进行成形。
42.下胎侧模具22对生胎的胎侧中配置于下侧的胎侧进行成形。
43.多个胎面模具23形成配置于生胎的外周部的胎面部。这些胎面模具23在以轴线o
为中心的周向上排列配置。
44.上板24从上方保持上胎侧模具21。该第一实施方式的上板24形成为俯视时的轮廓为圆形,且在中央具有圆形的孔24h的平板状。上述上胎侧模具21固定于上板24而被一体化。
45.上板24具有以向下方突出的方式配置的圆形的外周面24o。在外周面24o,形成有朝向以轴线o为中心的径向(以下,简称为径向dr)的内侧凹陷的上凹部31。该第一实施方式的上凹部31在外周面24o的整周连续地形成。
46.下板25从下方保持下胎侧模具22。该第一实施方式的下板25形成为仰视时的轮廓为圆形,且在中央具有圆形的孔25h的平板状。上述下胎侧模具固定于下板25而被一体化。
47.下板25具有以向上方突出的方式配置的外周面25o。在外周面25o形成有朝向径向dr的内侧凹陷的下凹部34。该第一实施方式的下凹部34在外周面25o的整周连续地形成。
48.多个扇形体26在以轴线o为中心的周向上排列配置而从径向dr的外侧分别保持多个胎面模具23。这些多个扇形体26能够在从径向dr内侧的闭合位置(参照图1)到径向dr外侧的打开位置(参照图4)之间位移。该第一实施方式的多个扇形体26在处于闭合位置时,在周向上相邻的扇形体26彼此接近,由此,在周向上相邻的胎面模具23彼此接触,所有的胎面模具23的内周面连续。
49.另一方面,多个扇形体26在处于打开位置时,与处于闭合位置时相比,更靠径向dr外侧地配置,在周向上相邻的扇形体26之间,间隙扩大。在该第一实施方式中例示的扇形体26在其径向dr外侧具有越靠近上方直径越扩大的倾斜面35。本实施方式的倾斜面35以恒定的角度倾斜。
50.多个扇形体26分别具备上卡合部36和下卡合部37。上卡合部36在使扇形体26从打开位置位移到闭合位置时,与上板24(更具体而言,上凹部31)卡合。下卡合部37在使扇形体26从打开位置位移到闭合位置时,与下板25(更具体而言,下凹部34)卡合。
51.该第一实施方式的上卡合部36和下卡合部37分别从扇形体26的上端部和下端部向径向dr内侧突出。这些上卡合部36能够相对于上凹部31从径向dr的外侧进行插拔。在这些上卡合部36插入于上凹部31的状态下,限制上板24相对于扇形体26的在上下方向上的位移。
52.与上卡合部36相同地,下卡合部37能够相对于下凹部34从径向的外侧进行插拔。在这些下卡合部37插入于下凹部34的状态下,限制下板25相对于扇形体26的在上下方向上的位移。
53.另一方面,能够进行上卡合部36相对于上凹部31的向径向dr外侧的位移及下卡合部37相对于下凹部34的向径向dr外侧的位移。
54.外环27形成为以轴线o为中心的环状。外环27具有以越靠近上方直径越扩大的方式倾斜的内周面38。该内周面38配置为能够相对于扇形体26的径向外侧面26o(换言之,倾斜面35)上下滑动。
55.在该第一实施方式中,在外环27的内周面38与扇形体26的倾斜面35中的任一方,形成有上下延伸的燕尾槽或t字状的t槽(均未图示),在外环27和扇形体26中的任一另一方,形成有配置于燕尾槽或t槽的内部而上下滑动的引导部件(未图示)。该第一实施方式的外环27和扇形体26始终能够滑动,并且维持为倾斜面35和内周面38不分离地相互接触的状
态。
56.在第一实施方式中,以燕尾槽或t槽与引导部件组合而成的机构为一例进行了说明,但只要是外环27和扇形体26能够滑动且维持相互不分离地接触的状态的机构即可,可以使用任意的机构。另外,在模具容器装置20中设置有用于对生胎进行加热的加热器等加热装置,但在该第一实施方式中省略图示及说明。
57.状态切换机构28构成为能够切换为限制扇形体26在径向dr上移动的限制移动状态(参照图1)、扇形体26能够在径向dr上移动的可移动状态(参照图4)。该第一实施方式的状态切换机构28具备:设置于扇形体26的卡合孔形成部39、设置于上板24的贯通孔形成部40及销部件41。
58.卡合孔形成部39形成在扇形体26的上表面开口的卡合孔39h。该第一实施方式的卡合孔形成部39设置于各扇形体26,但只要设置于至少一个扇形体26即可。
59.贯通孔形成部40形成贯通上板24的贯通孔40h。具体而言,贯通孔形成部40形成在扇形体26处于闭合位置时配置于卡合孔39h的正上方的贯通孔40h。本实施方式的贯通孔形成部40在上板24形成一个贯通孔40h。
60.销部件41形成为能够穿过贯通孔40h相对于一个扇形体26的卡合孔39h进行插拔。通过将销部件41配置为横跨贯通孔40h和卡合孔39h,而限制扇形体26相对于上板24在径向dr上的位移。另一方面,通过将销部件41从卡合孔39h拔出,而扇形体26能够相对于上板24在径向dr上位移。如图2所示,与贯通孔40h相同地,销部件41也相对于一个模具容器装置20仅设置有一个。
61.销部件41具备:销主体部42、第一凸缘部43及第二凸缘部44。销主体部42形成为能够插通于上述贯通孔40h及卡合孔39h的棒状。第一凸缘部43及第二凸缘部44形成为从销主体部42的外周面分别向径向dr外侧扩展的圆盘状。
62.第一凸缘部43形成在销主体部42插入卡合孔39h时与上板24的上表面24u接触的位置。第二凸缘部44配置于比第一凸缘部43靠上方处,形成在销主体部42的上端部的位置。该第一实施方式的第一凸缘部43的外径与第二凸缘部44的外径形成为相同。
63.升降装置50具备垫板51。该升降装置50构成为能够使上板24和上胎侧模具21进行升降。升降装置50具备能够使垫板51和上板24结合的结合机构(未图示)、用于把持硫化完毕的轮胎的把持装置(未图示)及使垫板51进行升降的两个液压缸(未图示)等。两个液压缸(未图示)将模具容器装置20夹在其之间而配置于以轴线o为中心的对称位置。
64.垫板51配置于上板24的铅垂上方。垫板51形成为沿着与轴线o垂直的方向扩展。该第一实施方式的垫板51横跨两个液压缸(未图示)的上端部地配置。该垫板51在与上板24结合的状态下通过上述液压缸(未图示)在打开模具容器装置20的打开位置(参照图5)、闭合模具容器装置20的闭合位置(参照图1)之间进行升降。另外,垫板51在更换模具容器装置20时,能够与上板24分离而退避。
65.在图1中,示出了液压缸(未图示)分别配置在纸面表里方向的情况。在该图1中,垫板51的宽度尺寸lw比配置于闭合位置的多个扇形体26的配置为环状的上表面26u的内径ri小。
66.在垫板51上设置有对状态切换机构28的状态进行切换的切换操作单元oy。该第一实施方式的切换操作单元oy具备:连结切换部52、切换动作部53及支撑框架部54。即,连结
切换部52及切换动作部53设置于垫板51。
67.连结切换部52在将垫板51结合于上板24的状态下,能够切换为与状态切换机构28连结的连结状态、不与状态切换机构28连结的非连结状态。该第一实施方式的连结切换部52具备能够通过磁力与状态切换机构28连结的电磁铁。
68.更具体而言,连结切换部52配置于状态切换机构28的第二凸缘部44的铅垂上方,能够通过由电磁铁产生的磁力而连结于第二凸缘部44。另外,如果停止电磁铁的磁力的产生,则连结切换部52相对于第二凸缘部44的连结状态被解除而成为非连结状态。
69.切换动作部53构成为在连结切换部52处于与状态切换机构28连结的连结状态时能够使状态切换机构28在移动限制位置(限制移动状态)、可移动位置(可移动状态)之间位移。该第一实施方式的切换动作部53具备能够沿着销主体部42延伸的方向伸缩的气缸。通过使这样的切换动作部53的气缸伸缩,使连结切换部52上下移动。在此,该第一实施方式的切换动作部53的气缸的行程量比卡合孔39h的长度量稍大。因此,即使使连结切换部52的气缸动作到上侧的行程末端,也能够维持状态切换机构28的销主体部42配置于贯通孔40h内的状态。另外,连结切换部52和切换动作部53的各动作由未图示的控制部控制。
70.支撑框架部54支撑上述连结切换部52和切换动作部53。该第一实施方式的支撑框架部54具备框架主体部55和托架部56。框架主体部55从垫板51的上表面向上方延伸。托架部56形成为具备固定部57和支撑部58的l字状,固定部57以沿着框架主体部55的侧面的方式延伸而固定于侧面,支撑部58沿着与固定部57垂直的水平方向延伸而支撑气缸。上述连结切换部52配置于支撑部58的铅垂下方。
71.该第一实施方式的模具容器装置20及轮胎硫化机1具备上述的结构。接着,对该模具容器装置20及轮胎硫化机1的动作进行说明。在该动作的说明中,对模具容器装置20及轮胎硫化机1的动作中、特别是对生胎进行硫化时的模具容器装置20的开闭动作、模具容器装置20的更换动作进行说明。
72.图3是表示使本发明的第一实施方式的状态切换机构从移动限制位置位移到可移动位置的状态的图。图4是表示为了打开上述模具容器装置而使外环位移到下方的状态的图。图5是表示使上述模具容器装置的上板位移到上方的状态的图。图6是表示更换上述模具容器装置时的状态的图。
73.如图3所示,首先,当在轮胎硫化机1的基座部10上设置了模具容器装置20时,为了搬入生胎,打开模具容器装置20。在此,模具容器装置20的下板25固定于基座部10。而且,垫板51通过升降装置50下降,而上板24固定于垫板51。
74.接着,通过连结切换部52的电磁铁产生磁力,使处于移动限制位置的销部件41的第二凸缘部44与连结切换部52连结。并且,通过切换动作部53经由连结切换部52使销部件41向上方位移,而使销部件41配置于可移动位置。由此,扇形体26成为能够相对于上板24向径向dr外侧位移的可移动状态。
75.然后,如图4所示,当通过设置于轮胎硫化机1的液压缸等升降装置60使外环27下降时,扇形体26的倾斜面35在外环27的内周面38上滑动而下降。换言之,扇形体26通过相对于外环27相对地向上方移动,而沿着倾斜面35向径向dr外侧移动。此时,扇形体26的上卡合部36从上凹部31向径向dr外侧位移,下卡合部37从下凹部34向径向dr外侧位移。由此,模具容器装置20的自锁被解除。
76.当上述自锁被解除时,如图5所示,升降装置50的垫板51上升。由此,模具容器装置20打开,成为能够将生胎搬入模具容器装置20内的状态。另外,在将硫化完毕轮胎从模具容器装置20搬出时,也与上述的动作相同地,将模具容器装置20打开。
77.另一方面,在为了变更硫化的轮胎的形状或大小等而更换模具容器装置20时,如图6所示,在模具容器装置20闭合的状态下,使垫板51上升等而退避。此时,使连结切换部52与状态切换机构28的销部件41为非连结状态。由此,销部件41配置在由于自重而插入于卡合孔39h的移动限制位置。
78.然后,解除基座部10与下板25的结合,而通过桥式起重机等吊起上板24。此时,限制扇形体26相对于上板24在径向dr上的位移。因此,外环27不因自重而下降,自锁也不会被解除。以这样一体化的状态吊起的模具容器装置20被向预定的保管场所输送而保管。该第一实施方式的销部件41在保管模具容器装置20时为插入于卡合孔39h的状态,但也可以是在保管模具容器装置20时拆下销部件41。
79.(第一实施方式的作用效果)
80.在上述的在第一实施方式中,外环27具有以越靠近上方则直径越扩大的方式倾斜的内周面38。因此,轮胎硫化机1不需要用于吊起作为重物的外环27、扇形体26、上板24的牢固的框架。
81.此外,在第一实施方式中,具备能够切换为限制扇形体26在径向dr上移动的限制移动状态、扇形体26能够在径向dr上移动的可移动状态的状态切换机构28。因此,因为状态切换机构28限制扇形体26在径向dr上的移动,所以也限制外环27向下方位移。由此,在通过起重机等吊起模具容器装置20时,能够抑制外环27因自重而向下方位移来打开扇形体26。
82.另一方面,在为了取出和放入生胎或硫化完毕轮胎而打开模具容器装置20时,能够通过状态切换机构28设为扇形体26能够在径向dr上位移的状态。因此,仅通过使外环27向下方移动,就能够打开模具容器装置20。因此,能够抑制使外环27进行升降的装置大型化,并且能够容易地进行模具开闭。
83.在第一实施方式中,状态切换机构28具备:卡合孔形成部39、贯通孔形成部40及销部件41。因此,只要穿过贯通孔40h将销部件41插入于卡合孔39h,就能够抑制扇形体26相对于上板24在径向dr上移动。此外,通过将插入于卡合孔39h的销部件41从卡合孔39h拔出,而扇形体26能够相对于上板24在径向dr上移动。因此,能够通过状态切换机构28容易地切换为限制扇形体26向径向dr位移的状态与扇形体26能够在径向dr上位移的状态。
84.在第一实施方式中,扇形体26的上卡合部36在从打开位置位移到闭合位置时,限制相对于上板24在轴线o的方向上的位移并且能够向径向dr外侧位移地与上板24卡合。相同地,在第一实施方式中,扇形体26的下卡合部37在从打开位置位移到闭合位置时,限制相对于下板25在轴线o延伸的方向上的位移并且能够向径向dr外侧位移地与下板25卡合。因此,在闭合位置时,能够通过扇形体26限制上板24和下板25向分离方向的位移、即能够形成所谓的自锁容器。由此,在为通过外环27向下方位移而扇形体26向径向dr外侧位移的结构时,即使吊起上板24,也能够抑制外环27因自重而向下方位移、即所谓的自锁被解除。因此,能够容易地以模具容器装置20为单位进行输送。
85.在第一实施方式中,在垫板51结合于上板24的状态下,能够使连结切换部52为连结状态,而将状态切换机构28的销部件41设为可移动位置。因此,在垫板51与上板24连结来
进行生胎的硫化工序时,能够容易地进行模具容器装置20的开闭。另一方面,在更换模具容器装置20时,能够将状态切换机构28的销部件41设为移动限制位置,并且能够使连结切换部52为非连结状态而使垫板51从上板24离开。因此,由于无需作业者利用手动作业变更销部件41的位置,因此能够减轻作业者的负担。
86.在第一实施方式中,此外,连结切换部52具备电磁铁。因此,能够容易地在连结切换部52的连结状态及非连结状态之间切换。
87.(第二实施方式)
88.接着,基于附图对本发明的第二实施方式进行说明。另外,由于该第二实施方式只是与第一实施方式的连结切换部的结构不同,因此对与第一实施方式相同的部分标注相同的附图标记,而省略重复说明。
89.图7是本发明的第二实施方式的连结切换部为非连结状态的情况的侧视图。图8是上述连结切换部为连结状态的情况的侧视图。图9是沿着图8中的ix-ix线的连结切换部的剖视图。
90.如图7、图8所示,第二实施方式涉及的轮胎硫化机201在模具容器装置20具备状态切换机构28。该第二实施方式的状态切换机构28为与第一实施方式的状态切换机构28相同的结构。即,状态切换机构28构成为能够切换为限制扇形体26在径向dr上移动的限制移动状态、扇形体26能够在径向dr上移动的可移动状态。
91.状态切换机构28具备:设置于扇形体26的卡合孔形成部39、设置于上板24的贯通孔形成部40及销部件41。并且,销部件41具备:销主体部42、第一凸缘部43及第二凸缘部44。
92.另一方面,在垫板51上设置有对状态切换机构28的状态进行切换的切换操作单元oy。该第二实施方式的切换操作单元oy具备:连结切换部252、切换动作部53及支撑框架部54。
93.连结切换部252具备:切换托架71、连结驱动部72及槽形成部73。
94.切换托架71与切换动作部53的气缸的杆53r的下端连接,能够通过切换动作部53而上下移动。该第二实施方式的切换托架71形成为由水平部71h和铅垂部71v构成的侧视时l字状,水平部71h从杆53r的下端向水平方向延伸,铅垂部71v从水平部71h的缘部向铅垂下方延伸。
95.连结驱动部72被支撑于切换托架71的铅垂部71v。该第二实施方式的连结驱动部72为气缸,能够在水平方向上进行伸缩。连结驱动部72能够使槽形成部73在水平方向上位移。连结驱动部72在比铅垂部71v靠近垫板51的一侧露出杆72r,在杆72r的端部固定有槽形成部73。
96.如图7、图9所示,槽形成部73形成能够收容销部件41中的配置于第一凸缘部43与第二凸缘部44之间的销主体部42的槽74。槽形成部73与销主体部42相同地沿上下方向延伸。换言之,槽形成部73具有比配置于第一凸缘部43与第二凸缘部44之间的销主体部42的长度尺寸l2稍短的长度尺寸l3。
97.如图9所示,槽形成部73形成的槽74向径向dr内侧开口。槽形成部73构成为从图7所示的位置通过连结驱动部72而从径向dr外侧接近销主体部42,如图8所示那样能够在槽74中收容销主体部42。该销主体部42被收容于槽74的状态相当于连结切换部252与状态切换机构28连结的连结状态。
98.相反,通过连结驱动部72使销主体部42从图8所示的销主体部42被收容于槽74的状态向径向dr外侧移动,如图7所示,能够使销主体部42从槽74脱离。这样,销主体部42从槽74脱离的状态相当于连结切换部252未与状态切换机构28连结的非连结状态。
99.在该第二实施方式中,在销主体部42被收容于收容槽74的连结状态下,能够通过切换动作部53使槽形成部73上下移动。如图8所示,在销主体部42被收容于槽74的连结状态下,如果使槽形成部73向上方位移,则槽形成部73的上表面从下方按压第二凸缘的下表面,从而销部件41从移动限制位置向可移动位置位移。
100.另一方面,在销部件41处于可移动位置时,如果使连结状态的槽形成部73向下方位移,则销部件41从可移动位置位移到移动限制位置,从而扇形体26相对于上板24在径向dr上的位移被限制。
101.另外,在第二实施方式中,槽形成部73在通过连结驱动部72处于非连结状态时,配置于在其铅垂方向上未配置第二凸缘部44的位置。由此,在垫板51向上方退避时等,能够抑制槽形成部73与第二凸缘部44产生干扰。
102.因此,根据第二实施方式,特别是,能够不使用电磁铁而在连结切换部252连结于状态切换机构28的连结状态、不连结的非连结状态之间进行切换。
103.本发明不限定于上述的各实施方式,在不脱离本发明的主旨的范围内,包含对上述的实施方式施加了各种变更的实施方式。即,在实施方式中列举的具体的形状和结构等只是一例,能够适当变更。
104.例如,在上述的各实施方式中,对模具容器装置20为自锁容器的情况进行了说明。但是,模具容器装置20不限于自锁容器。
105.连结切换部52、252不限于在第一实施方式及第二实施方式中例示的结构。只要是能够切换对于状态切换机构28的连结状态和非连结状态的结构即可,可以是任意的结构。
106.对切换动作部53及连结驱动部72具备气缸的情况进行了例示,但不限于气缸。
107.对通过切换操作单元oy来对状态切换机构28的状态进行切换的情况进行了说明,但也可以通过作业者将销部件41相对于卡合孔进行插拔,来切换状态切换机构28的状态。
108.在各实施方式中,对由卡合孔形成部39、贯通孔形成部40、销部件41构成状态切换机构28的情况进行了说明。但是,状态切换机构28只要是能够切换限制扇形体26在径向dr上移动的限制移动状态、扇形体26能够在径向dr上移动的可移动状态的结构即可,可以是任意的结构。例如,也可以通过夹紧或螺栓固定上板24和外环27等,间接地限制扇形体26在径向dr上移动。
109.产业上的可利用性
110.根据上述模具容器装置及轮胎硫化机,能够抑制使外环27进行升降的装置大型化,并且能够容易地进行模具开闭。
111.附图标记说明
[0112]1ꢀꢀ
轮胎硫化机
[0113]
10 基座部
[0114]
20 模具容器装置
[0115]
21 上胎侧模具
[0116]
22 下胎侧模具
[0117]
23 胎面模具
[0118]
24 上板
[0119]
25 下板
[0120]
26 扇形体
[0121]
27 外环
[0122]
28 状态切换机构
[0123]
31 上凹部
[0124]
34 下凹部
[0125]
35 倾斜面
[0126]
36 上卡合部
[0127]
37 下卡合部
[0128]
38 内周面
[0129]
39 卡合孔形成部
[0130]
40 贯通孔形成部
[0131]
41 销部件
[0132]
42 销主体部
[0133]
43 第一凸缘部
[0134]
44 第二凸缘部
[0135]
50 升降装置
[0136]
51 垫板
[0137]
52 连结切换部
[0138]
53 切换动作部
[0139]
54 支撑框架部
[0140]
55 框架主体部
[0141]
56 托架部
[0142]
57 固定部
[0143]
58 支撑部
[0144]
60 升降装置
[0145]
71 切换托架
[0146]
72 连结驱动部
[0147]
73 槽形成部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1