将塑料预成型件成型为塑料容器的设备和系统的制作方法
1.本实用新型涉及一种将塑料预成型件成型为塑料容器的设备和系统。
背景技术:
2.现有技术中早已有这样的设备和方法。其通常在吹塑模具中使加热的塑料预成型件膨胀以形成塑料容器,例如特别为塑料瓶。这可通过气体介质,例如特别是压缩空气来实现,但是最近已知的方法是,直接通过液体介质,特别是例如要填充的饮料来实现这种膨胀。本实用新型针对这两个方面。
3.通常,这样的成型站具有吹塑模具载体,在其上直接或间接地设有吹塑模具部件。有时有必要向这些吹塑模具部件或成型站的其他部件,例如吹塑模具载体壳,甚至吹塑模具载体自身提供例如电能,还特别是温度控制介质。电缆和管线通常用于此目的。当打开和关闭这些吹塑模具时,通常使吹塑模具载体枢转。这可能导致这些管线连接件上的负载增加,这是不利的,因为这些连接件通常很昂贵,并且因此相对较快地更换。
4.特别是为了模具载体或这种吹塑或成型站的吹塑模具部件的温度控制,温度控制介质流过它们。由于模具载体需要移动,因此必须通过易弯曲的软管向其提供温度控制介质。根据当前的技术水平,这些软管线固定安装在一侧,即,软管的一侧连接到分配器,而另一侧连接到可移动模具载体。
5.如上所述,打开和关闭运动引起这些软管的扭曲等,并因此导致高负载。
6.因此,本实用新型还基于这样的目的,即减少这种负载,特别是以这种方式增加这种连接管的使用寿命。
技术实现要素:
7.根据本实用新型,上述目的是通过独立权利要求的主题来实现的。
8.优选的实施例和改进方案是从属权利要求的主题。
9.根据本实用新型的将塑料预成型件成型为塑料容器的设备具有成型装置,所述成型装置具有第一侧部支撑件和第二侧部支撑件。吹塑模具的第一侧部至少可间接地固定在所述第一侧部支撑件上,吹塑模具的第二侧部至少可间接地固定在所述第二侧部支撑件上,其中,所述的侧部在所述吹塑模具的关闭状态下至少构成空腔的一部分,所述塑料预成型件在其中通过可流动介质的加载可成型为塑料容器,并且其中,所述成型装置设于主支撑件上,在所述主支撑件上设有至少一个相对于另一个侧部支撑件可移动的侧部支撑件,以打开和/或关闭所述吹塑模具。
10.所述成型装置具有至少一个具有至少一条第一连接管的供应装置,其中,至少一条连接管的至少一段通过固定装置相对于所述主支撑件固定设置,并且其中所述连接管的一段设置在所述成型装置的装置上,如此,通过侧部支撑件相对于主支撑件的运动,使得连接管的所述段相对于固定装置运动。
11.根据本实用新型,所述设备具有致动器,所述致动器上固设有至少一段所述连接
管,和特别是另一段连接管,其中,所述致动器同样相对于所述主支撑件为可移动的。
12.特别地,连接管的所述另一段与设于所述成型装置的装置上的部分和/或设于所述固定装置上的部分隔开。特别地,所述段在设置在所述成型装置的装置上的段与设置在所述固定装置上的段之间。
13.在另一个有利的实施例中,所述吹塑模具还具有底部。特别优选地,两个侧部与所述底部一起形成用于将塑料预成型件膨胀为塑料容器的空腔。在这种情况下,还可以提供一种用于将所述底部进给以关闭所述吹塑模具的设备。
14.因此,本实用新型提出,通过同时(特别是耦合到侧部支撑件的运动) 移动固定有所述连接管所述段来减轻所述连接管的负载,以防止所述连接管过度扭曲或弯曲。
15.在另一个有利的实施例中,所述设备具有杆状的主体,特别是具有拉伸杆,所述拉伸杆可插入到塑料预成型件中以对其进行拉伸。
16.在另一个有利的实施例中,所述设备还具有将可流动介质加载到所述塑料预成型件上的加载装置。如上所述,所述加载装置例如可为所谓的吹嘴,所述吹嘴可抵靠在所述塑料预成型件的口边缘放置并且加载所述可流动介质。在这种情况下,所述加载装置可将气态介质和液体介质二者以及特别是要填充的饮料加载到所述塑料预成型件中。
17.在另一个有利的实施例中可能的是,所述吹塑模具装置的侧部可直接设于所述侧部支撑件上,但是也可设置其他元件。例如,吹塑模具壳可设在所述侧部支撑件上,并且所述吹塑模具侧部又可以设置在这些吹塑模具壳上。
18.在另一种优选的实施例中,至少一个侧部支撑件的运动为枢转运动,并且特别是是相对于与要成型的塑料预成型件的纵向平行的轴线的枢转运动。特别优选地,所述第二侧部支撑件也枢转。这可以是对称的枢转过程,从而两个侧部支撑件同样地、且以相同的速度枢转。
19.所述连接管在所述成型装置的至少一个装置上的系统被理解为其可以例如设于所述侧部支撑件上。为此,管装置可具有相应的耦合装置。然而还可能的是,所述连接管分段地延伸穿过侧部支撑件,以便直接供应设置在所述侧部支撑件内部的元件,例如特别是所述吹塑模具的侧部,以通过温度控制介质控制温度。
20.在另一有利的实施例中,设于所述成型装置的装置上的段为所述连接管的末段。
21.成型站的供给特别是应理解为向成型站供给可流动的,例如液体的介质。然而,例如当所述吹塑模具部件由电控温,例如被加热时,其也可为成型站的电能供给。
22.因此建议,在现有技术中与固定式分配器连接的管块只需与分配器连接,所述分配器特别与侧部支撑件耦合,所述分配器在下文中称为致动器,优选与所述模具支撑件的打开和关闭运动同步。所述致动器或所述分配器块优选地被供给有附加的软管。这将在下面更详细地说明。
23.所述致动器的运动特别优选地耦合到至少一个侧部支撑件并且优选地两个侧部支撑件的运动。
24.在另一个优选的实施例中,提供了用于打开和关闭吹所述塑模具的驱动器。其可为例如电驱动器或为气动或液压驱动器,但也可以想到并且优选地,使用导向凸轮来执行打开和关闭运动。
25.在另一有利的实施例中,连接管为介质管,特别为液体管。这些介质管特别优选用
于输送液体或气体介质,例如水或油。特别地,供给装置用于成型装置的元件,特别是吹塑模具侧部的温度控制。
26.优选地,所述介质管为软管。
27.在另一有利的实施例中,至少一条连接管为易弯曲的连接管。所述连接管的末段优选通向所述吹塑模具的侧部支撑件。
28.在另一有利的实施例中,所述致动器相对于所述主支撑件的运动与至少一个侧部支撑件相对于所述主支撑件的运动耦合。特别地,存在机械耦合。例如,所述侧部支撑件的运动也可使滑块运动,继而带动所述致动器。
29.通过这种方法,所述软管的复杂和不便的运动被分为至少两个部分。
30.在另一优选实施例中,所述致动器的运动与所述侧部支撑件的运动耦合,使得该运动抵消了所述侧部支撑件与所述致动器之间的距离的变化。特别地,涉及相应连接管的末端部分之间的距离的改变。
31.在另一有利的实施例中,至少一个连接管具有一个第一连接管段和至少一个第二连接管段,其中,所述第一连接管段和所述第二连接管段彼此流体连接。所述连接管段在此可例如通过耦合器彼此耦合。但是,所述流动连接特别优选地由所述致动器建立。
32.在一优选的实施例中,所述致动器沿直线方向为可移动的。优选地,如将在下面更详细解释的那样,提供了一种滑块,其带动致动器或机械地耦合到致动器。在此,所述致动器可通过相同的驱动装置运动,这也产生了所述侧部支撑件的运动。
33.特别优选地,该直线运动也可以基本上垂直于所述塑料预成型件的轴线。但是,该运动也可以相对于所述塑料预成型件的轴线倾斜,例如相对于垂直于所述塑料预成型件的纵向方向倾斜小于30
°
,优选小于20
°
,并且优选小于10
°
。
34.在另一个有利的实施例中,所述吹塑模具支撑件可对称地运动。
35.在另一有利的实施例中,所述致动器可在对称平面中移动,所述对称平面在所述吹塑模具的关闭状态下由所述吹塑模具的彼此抵靠的两个侧部形成。通过这样的方式,两个吹塑模具支撑件都可实现等效的减负。通过使用管连接的多个连接段,原始软管的复杂而不利的软管运动将分配到两个软管。然后,这些软管只需进行较小的运动。其中,这只是很小的运动,并且优选可完全避免扭转。
36.因此,一个或多个软管可以由相当便宜的软管材料制成。通过这种方式,还可以节省连接管的成本。总的来说,尽管增加了软管的数量,但仍获得了成本优势。
37.在另一有利的实施例中,所述致动器也被设计为液体分配装置。所述致动器可具有分配空间,所述分配空间例如将液体从供应管段分配到两个排出管段。这特别适用于所述吹塑模具的运行前的温度控制。相应地,所述致动器还可以充当用于回流的分配器装置或收集装置,其从两个第二管段收集回流并向一个第一管段供给。
38.本实用新型还涉及一种用于将塑料预成型件成型为塑料容器的系统,该系统具有可移动的且特别是可旋转的中央支撑件,上述权利要求的多个设备固定于所述中央支撑件上。特别地,它是旋转型的系统。
39.在一个优选的实施例中,该系统具有进料装置,特别是具有进料星,以便将塑料预成型件进料到相应的成型站。在另一个有利的实施例中,所述系统还具有排出装置,特别是排出星,以便从成型站排出已完成的,并且特别是已吹塑和/或已经充满的容器。
40.本实用新型还涉及一种通过成型装置将塑料预成型件成型为塑料容器的方法,所述成型装置具有一个第一侧部支撑件和一个第二侧部支撑件,其中,吹塑模具的第一侧部至少间接地固定或被固定到所述第一侧部支撑件上,并且所述吹塑模具的第二侧部至少间接地固定或被固定到第二侧部支撑件上,并且其中,这些侧部在吹塑模具的关闭状态下形成一个空腔的至少一部分,在其中所述塑料预成型件通过加载可流动的介质被成型为塑料容器,并且其中,所述成型装置设置在一主支撑件上,在所述主撑件上,至少一个侧部支撑件相对于另一侧部支撑件运动,以打开和/或关闭所述吹塑模具,其中,至少一个成型装置的元件通过供给装置来供给,并且具有至少一条第一连接管,其中,至少一条连接管的至少一段通过至少一个固定装置以固定的方式与主支撑件相对设置,并且其中,所述连接管的一段设于所述成型装置的装置上,使得在侧部支撑件相对于主支撑件运动时,所述连接管的这一段相对于所述固定装置和/或主支撑件运动。
41.根据本实用新型,所述设备具有致动器,所述连接管的至少一段固定到所述致动器,其中,所述吹塑模具被打开和/或关闭的同时,所述致动器也相对于主支撑件运动。
42.因此,根据该方法还提出了一种方法,该方法最终导致相应的连接管,特别是软管的减负。
43.优选地,所述塑料预成型件借助于可流动的介质,并且特别是借助于空气和/或液体而膨胀。
附图说明
44.附图说明了其他的优点和实施例。
45.其中:
46.图1a示出了根据申请人的内部现有技术的成型站处于关闭状态的示意图;
47.图1b示出了处于打开状态的图1a的成型装置;
48.图2a示出了根据本实用新型的成型装置在吹塑模具或成型装置处于关闭状态下的示意图;
49.图2b示出了吹塑模具或成型装置处于打开状态的图2a的设备;
50.图3a示出了吹塑模具处于关闭状态的成型装置的侧视图;
51.图3b示出了吹塑模具处于打开状态的成型装置的侧视图;
52.图4a示出了吹塑模具处于关闭状态下的根据本实用新型的成型装置的俯视图;
53.图4b示出了吹塑模具处于打开状态下的图4a的示意图;和
54.图5示出了将塑料预成型件成型为塑料容器的系统的示意图。
具体实施方式
55.图1a示出了根据申请人的内部现有技术的处于关闭状态的成型装置。它具有第一侧部支撑件142和第二侧部支撑件144。这两个侧部支撑件142 和144相对于主支撑件106可枢转地设置。附图标记112表示固定装置,通过该固定装置将两条软管182和184固定到主支撑件上。这些软管的另一端通入侧部支撑件142的区域中。
56.图1b示出了处于打开状态的图1a所示的成型装置。可以看出,在这里侧部支撑件明显地移动到固定装置112附近,并且由此软管182、184弯曲到明显更大的程度,并因此承
受明显更大的负载。
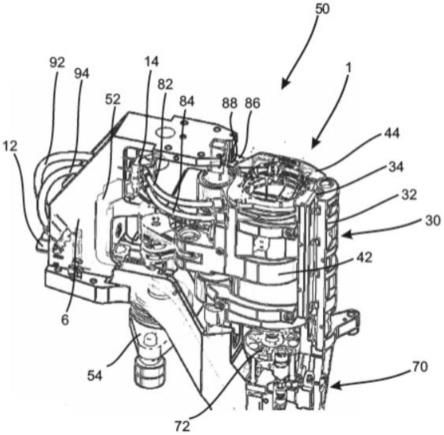
57.图2a示出了处于关闭状态的根据本实用新型的成型装置1。附图标记 42涉及第一侧部支撑件,附图标记44涉及第二侧部支撑件。这些侧部支撑件可通过一个轴枢转,以打开和关闭吹塑模具2(未显示)。附图标记30表示锁定装置,通过该锁定装置可以锁定侧部支撑件42,44。
58.附图标记72表示底部支撑件,借助该底部支撑件也可以将一个底部件 (未示出)抬升到两个侧部件上,以便关闭吹塑模具。附图标记70表示耦合机构,通过该耦合机构将底部支撑件72的运动耦合至侧部支撑件的运动。
59.附图标记54表示驱动装置,在此为曲线辊,借助该曲线辊可以实现(带有导向凸轮的)吹塑模具的打开和关闭。
60.附图标记12表示设于主支撑件6上的固定装置。从该固定装置12开始,由两个第一连接管段92和94通向致动器14。从该致动器14开始,两个第二连接管段82和84通向第一侧部支撑件42,并且另外两个第二连接管段86和88通向第二侧部支撑件44。附图标记1表示成型装置,而附图标记50表示设备。
61.图2b示出了处于打开状态的图2a所示的成型装置1。可以看出,这里的第二连接管段82和84的弯曲程度没有比图2a所示的情况大得多,这是因为与图2a相比,致动器14也随着打开运动而向后运动。
62.附图标记52表示致动器支撑件,该致动器支撑件又被设置在滑动件上,该滑动件的运动机械地耦合到引导辊上。
63.图3a和3b示出了图2a和2b所示的成型装置的侧视图。在该图示中,特别示出了滑动件52,该滑动件52(参见图3a和图3b)被设置在两个不同的位置。如上所述,致动器14也设置在该滑动件上。附图标记52
′
标识了在图3a所示的情况下支撑件52的位置。
64.图4a和4b示出了根据本实用新型的成型装置1的俯视图。在此,特别还可再次看到距离d1,致动器14沿该距离移动。
65.如上所述,致动器还用于将液体分配到两个侧部支撑件42和44。相应地,致动器14在其内部具有空腔,可以在其中收集和/或分配液体。
66.图5示出了根据本实用新型的将塑料预成型件10成型为塑料容器20的系统的示意图。该系统具有中央支撑件15,在该中央支撑件上设有多个设备 50,特别是根据本实用新型的设备50。附图标记22和24大致示意性地表示吹塑模具2的第一侧部和第二侧部。
67.申请人有权要求申请文件中披露的对本实用新型至关重要的所有特征,只要它们单独或组合起来对于现有技术来说是新颖的。此外,需要指出的是,在此描述了其自身可能是优选的单个附图特征。本领域技术人员立刻可以认识到,在附图中描述的单个特征在没有结合该图中其余的特征的情况下,也是有利的。此外,本领域技术人员可以认识到,本实用新型的优点也可能源自在单个或不同附图中示出的数个特征的组合。
68.附图标记列表
[0069]1ꢀꢀꢀ
成型装置
[0070]2ꢀꢀꢀ
吹塑模具
[0071]6ꢀꢀꢀ
主支撑件
[0072]
10
ꢀꢀ
塑料预成型件
[0073]
12
ꢀꢀ
固定装置
[0074]
14
ꢀꢀ
致动器
[0075]
15
ꢀꢀ
中央支撑件
[0076]
20
ꢀꢀ
塑料容器
[0077]
22
ꢀꢀ
第一侧部
[0078]
24
ꢀꢀ
第二侧部
[0079]
30
ꢀꢀ
锁定装置
[0080]
42
ꢀꢀ
第一侧部支撑件
[0081]
44
ꢀꢀ
第二侧部支撑件
[0082]
50
ꢀꢀ
设备
[0083]
52
ꢀꢀ
致动器支撑件,滑动件
[0084]
52' 支撑件的位置
[0085]
54
ꢀꢀ
驱动装置
[0086]
70
ꢀꢀ
耦合机构
[0087]
72
ꢀꢀ
底部支撑件
[0088]
82
ꢀꢀ
连接管段,第二连接管段
[0089]
84
ꢀꢀ
连接管段,第二连接管段
[0090]
86
ꢀꢀ
连接管段,第二连接管段
[0091]
88
ꢀꢀ
连接管段,第二连接管段
[0092]
92
ꢀꢀ
连接管段,第一连接管段
[0093]
94
ꢀꢀ
连接管段,第一连接管段
[0094]
106 主支撑件(现有技术)
[0095]
112 固定装置(现有技术)
[0096]
142 第一侧部支撑件(现有技术)
[0097]
144 第二侧部支撑件(现有技术)
[0098]
182 软管(现有技术)
[0099]
184 软管(现有技术)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1