笔记本电脑外壳的制作方法及其产品与流程
笔记本电脑外壳的制作方法及其产品
【技术领域】
1.本发明涉及电子设备技术领域,具体是涉及一种笔记本电脑外壳的制作方法及其产品。
背景技术:
2.随着笔记本电脑、平板电脑、便携式电话、便携式信息终端或相机等电子电气设备、信息设备的发展,市场上强烈要求开发出薄型且轻质的产品。轻薄的产品要求构成产品的外壳或内部部件薄壁、轻质同时也要求高强度、高刚性。碳纤维复合材料具有质量轻、高强度和高模量、抗化学腐蚀、耐疲劳,易于整体成型等优点,被广泛应用于制作军工、飞机、汽车、风电等产品上。由于碳纤维复合材料优良的力学特性,所以也可以用于笔记本电脑、平板电脑、便携式电话、便携式信息终端或相机等电子电气设备、信息设备的外壳中,发挥了使外壳薄壁化、减轻设备重量等作用。
3.目前所用的热塑性复合材料(碳纤维或玻璃纤维)成型的笔记本电脑外壳表面处理大多采用油漆喷涂的方式满足市场需求,但油漆喷涂颜色单一,无法进行多色及图案成型等受限条件,不符合当前市场的发展方向。
4.因此,有必要研发一种笔记本电脑外壳的制作方法,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种笔记本电脑外壳的制作方法,能够实现笔记本电脑外壳表面具有形色各异的造型图案。
6.为了实现上述目的,本发明采用如下的技术方案:
7.一种笔记本电脑外壳的制作方法,包括以下步骤:
8.s1:将印刷有图案的热塑性薄膜预热后成型;
9.s2:将成型后的热塑性薄膜放入注塑模具型腔中;
10.s3:对碳纤维板材进行红外加热;
11.s4:注塑模具加热至预设温度后,将红外加热的碳纤维板材放入注塑模具中定位;
12.s5:注塑模具合模,将碳纤维板材压合成所需形状,与薄膜结合,并注塑成型;
13.s6:注塑模具冷却,开模取出产品。
14.进一步地,所述热塑性薄膜中热塑性树脂为pc、abs、pmma、pet中的一种或一种以上的组合。
15.进一步地,所述步骤s1中,热塑性薄膜加热软化后,通过真空吸塑方式成型或者压缩方式成型。
16.进一步地,所述步骤s1中包括:将多余的薄膜裁切掉。
17.进一步地,所述步骤s3中包括:将碳纤维板材进行裁切,并铣切或冲裁加工孔位。
18.进一步地,所述步骤s3中包括:将板材放入红外烤箱中,所述红外烤箱具有温度感应器、红外加热灯管及托盘,所述板材置于托盘上,所述红外加热灯管对碳纤维板材进行红
外加热,所述温度感应器感测红外烤箱中温度。
19.进一步地,所述步骤s4中通过向注塑模具中通入蒸汽进行加热。
20.进一步地,所述步骤s6中通过向注塑模具中通入冷却水进行冷却。
21.另外,本发明还提供一种产品,其为经上述笔记本电脑外壳的制作方法制作后产生的产品。
22.相较于现有技术,本发明的笔记本电脑外壳的制作方法及其产品,通过将印刷图案后的热塑性薄膜、红外加热后的碳纤维板材于注塑模具中一体化注塑成型,实现了使笔记本电脑外壳的表面具有形色各异的造型图案,且成型后的笔记本电脑外壳具有高强度、高模量、更轻薄,表面清晰度高、立体感强、耐划伤,而且可以设计不同图案造型以增强产品美观度。
【附图说明】
23.图1绘示本发明笔记本电脑外壳的制作方法的流程图。
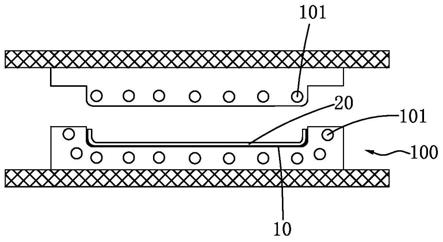
24.图2绘示本发明中使用的注塑模具的示意图。
25.图3绘示本发明笔记本电脑外壳的制作方法过程中的示意图。
【具体实施方式】
26.请参阅图1所述,其绘示了本发明笔记本电脑外壳的制作方法的流程图。本发明提供的笔记本电脑外壳的制作方法,包括以下步骤:
27.s1:将印刷有图案的热塑性薄膜10预热后成型,所述热塑性薄膜10的厚度、材料、图案等根据最终产品的需求进行选取或设定;
28.s2:将成型后的热塑性薄膜10放入注塑模具100型腔中并定位;
29.s3:对碳纤维板材20进行红外加热,加热温度依据板材20使用的树脂而定,加热温度可为碳纤维板材20含浸的热塑性树脂的玻璃转化温度;
30.s4:对注塑模具100加热至预设温度后,将红外加热的碳纤维板材20放入注塑模具中定位,防止板材20移位,所述注塑模具100的结构请参阅图2所示;
31.s5:注塑模具100合模,将碳纤维板材20压合成笔记本外壳所需形状,与薄膜10结合,并注塑成型,因此合模时,碳纤维板材20及注塑原料会在薄膜10的背面与油墨层相结合;
32.s6:对注塑模具100冷却,开模取出产品,请参阅图3所示。
33.作为本发明的优选,所述热塑性薄膜10中热塑性树脂为pc、abs、pmma、pet中的一种或一种以上的组合,如此,可使热塑性薄膜10有着优异的综合性能,如抗冲击性、耐化学品、耐磨损、易成型、高透明性、可印刷性以及与其他热塑性材料的良好结合性能等。
34.作为本发明的优选,所述步骤s1中,热塑性薄膜10加热软化后,通过真空吸塑方式成型或者压缩方式成型,一次可以成型多个热塑性薄膜10。
35.作为本发明的优选,所述步骤s1中包括:将多余的薄膜10裁切掉,所述步骤s3中包括:将碳纤维板材20进行裁切,如此,得到笔记本电脑外壳所需尺寸,且根据最终产品所需的形状铣切或冲裁加工孔位,以得到需要的结构。
36.在一些实施例中,所述步骤s3中包括:将板材20放入红外烤箱中,所述红外烤箱具
有温度感应器、红外加热灯管及托盘,所述板材20置于托盘上,所述红外加热灯管对碳纤维板材20进行红外加热,所述温度感应器感测红外烤箱中温度,红外加热功率可调,优化碳纤维板材20升温速度,红外加热升温速度达至5-20℃/s,升温速度快,缩短了整个成型周期。
37.作为本发明的优选,所述步骤s4中通过向注塑模具100的通道101中通入蒸汽进行加热,达到注塑模具100快速升温的功效,升温速度能达到2-5℃/s,所述步骤s6中通过向注塑模具100的通道101中通入冷却水进行冷却,达到注塑模具100快速降温的功效,降温速度能达到2-5℃/s。
38.下面以采用热塑性pc树脂的热塑性薄膜10和碳纤维板材20制作14寸笔记本电脑外壳为例,详细说明如下。
39.选取宽度255mm、厚度0.15mm的热塑性薄膜10,在热塑性薄膜10的表面印刷图案;将印刷图案后的薄膜10预热至130-160℃软化状态;预热后的薄膜10真空吸塑成型,成型后取出薄膜10并切除多余的膜片;将裁切后的薄膜10放入注塑模具100型腔中定位,防止其移动;将裁切后的碳纤维板材20放入红外烤箱中进行红外加热,使碳纤维板材20快速升温到180-220℃;开启蒸汽对注塑模具100进行加热,模具表面加热到140-180℃;将加热后的碳纤维板材20放入注塑模具100中并定位;注塑模具100合模,注塑机的锁模单元对注塑模具100施加高压力值的锁模力,将加热后碳纤维板材20压合成笔记本电脑外壳所需形状,且与热塑性薄膜10结合,具体地所述热塑性薄膜10印刷图案的一面为背面,所述背面朝向碳纤维板材20并与其结合,同时注塑成型卡勾等结构件;注塑模具100在140-180℃温度下恒温保持30-70秒,然后通入冷却水冷却至50-60℃时开模取出产品,所述产品即为笔记本电脑外壳;一个循环结束。
40.可理解的是,通过循环执行上述步骤,能够制作出多个所述笔记本电脑外壳。
41.对应的,本发明还提供一种产品,其为经上述笔记本电脑外壳的制作方法制作后产生的产品,所述产品即为笔记本电脑外壳。
42.综上所述,本发明的笔记本电脑外壳的制作方法及其产品,通过将印刷图案后的热塑性薄膜10、红外加热后的碳纤维板材20于注塑模具100中一体化注塑成型,整个制程通过全自动化方式进行,实现了使笔记本电脑外壳的表面具有形色各异的造型图案,且成型后的笔记本电脑外壳具有高强度、高模量、更轻薄,表面清晰度高、立体感强、耐划伤,而且可以设计不同图案造型以增强产品美观度。
43.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1