一种近净尺寸成型方法与流程
[0001]
本发明属于复合材料用纤维预制体型面质量控制领域,具体涉及一种近净尺寸成型方法。
背景技术:
[0002]
随着复合材料在航空航天领域应用的不断发展,其结构形式越来越复杂,呈现出变截面变厚度多曲率的特点。对于复杂异性纤维预制体而言,其原材料成本高,消耗的加工余量会产生不少经济损失,且复合材料的强度高,机械加工过程耗时长,刀具磨损严重;此外,机械加工过程会对复合材料的纤维组织造成破坏,降低了材料的性能,影响结构的整体性,降低了复合材料制品的质量。因此,作为其增强体,不同工艺制备的纤维预制体也提出更高的要求,尤其是复杂型面精度控制,其要求近乎苛刻,追求近净尺寸成型。
[0003]
对于未进行复合处理的纤维预制体,其结构偏软,采用传统接触式测量方式难以准确测量,且易影响织物型面。而且,不规则异型结构纤维预制体,传统接触式测量方式只能检测局部尺寸,难以反应整体成型精度。传统的接触式测量方式采用多种测量工具,其总体检测精度也更低。而非接触式三维扫描检测,不仅可以对整个型面成型精度进行检测,而且检测精度更高。但是,传统的非接触式三维扫描检测工作,装置集成度低,人员参与度高,导致工作效率低且难以实现大批量流水线工作。
技术实现要素:
[0004]
本发明的目的在于提供一种近净尺寸成型方法,解决了未进行复合处理的纤维预制体由于结构偏软,采用传统接触式测量方式难以准确测量,且易影响织物型面的问题。
[0005]
实现本发明目的的技术解决方案为:一种近净尺寸成型方法,通过纤维预制体近净尺寸成型装置对复合材料过程进行检测反馈控制,也用于终检评判,所述纤维预制体近净尺寸成型装置包括纤维预制体固定装置、光学追踪操作平台和扫描仪驱动装置,控制成型包括以下步骤:
[0006]
步骤1):将纤维预制体放置在纤维预制体固定装置上,纤维预制体固定装置沿水平面360
°
旋转;
[0007]
步骤2):通过扫描仪驱动装置上的三维激光扫描仪联合光学追踪操作平台完成纤维预制体的待检测型面扫描工作,获得扫描数据;
[0008]
步骤3):将扫描数据与理论模型对比分析,获得分析结果;
[0009]
步骤4):根据分析结果,将纤维预制体进行网格化细分,找出型面精度不合格区域;
[0010]
步骤5):根据不合格区域网格化对应的具体位置,在纤维预制体上准确修样,获得修样后的纤维预制体;
[0011]
步骤6):对修样后的纤维预制体,重复步骤2)~步骤5),直到型面检测精度合格后停止。
[0012]
本发明与现有技术相比,其显著优点在于:
[0013]
(1)控制纤维预制体近净尺寸成型,一方面节约原材料,节约生产工时,降低生产成本;另一方面,减少后期复合加工余量,提高生产效率的同时,可以降低二次加工成本。
[0014]
(2)控制纤维预制体近净尺寸成型,降低机械加工过程对复合材料纤维组织造成的破坏,提高材料的性能,改善结构的整体性,提升复合材料制品的质量。
[0015]
(3)该检测方法为非接触式在线检测方法,不损坏纤维预制体,同时非接触的测量结果也不受织物软硬程度影响,适应性更广。
[0016]
(4)该检测装置解决了人工参与扫描工作费时费力的问题,提高整体扫描工作的机械化及智能化程度,更加适用于批量性工作。
[0017]
(5)该近净尺寸成型控制方法是一种闭环反馈控制系统,可以用于过程检测控制,也可以用于终检评判,且分析结果更加准确。
附图说明
[0018]
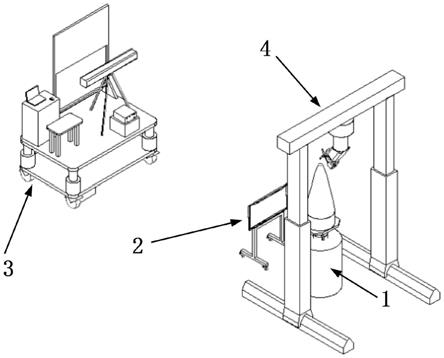
图1为本发明纤维预制体近净尺寸成型装置结构图。
[0019]
图2为本发明的纤维预制体固定装置结构图。
[0020]
图3为本发明的动态参考组件固定装置结构图。
[0021]
图4为本发明的光学追踪操作平台结构图。
[0022]
图5为本发明的扫描仪驱动装置结构图。
[0023]
图6为本发明近净尺寸成型方法流程图。
具体实施方式
[0024]
下面结合附图对本发明作进一步详细描述。
[0025]
结合图6,一种近净尺寸成型方法,通过纤维预制体近净尺寸成型装置对复合材料过程进行检测反馈控制,也可用于终检评判,所述纤维预制体近净尺寸成型装置包括纤维预制体固定装置1、光学追踪操作平台3及扫描仪驱动装置4,控制成型包括以下步骤:
[0026]
步骤1):将纤维预制体13放置在纤维预制体固定装置1上,纤维预制体固定装置1沿水平面360
°
旋转。
[0027]
步骤2):通过扫描仪驱动装置4上的三维激光扫描仪45联合光学追踪操作平台3完成纤维预制体的待检测型面扫描工作,获得扫描数据。
[0028]
所述待检测型面扫描工作,首次是扫描整个纤维预制体待检测型面,修样后再次扫描是根据扫描结果,只扫描修样区及检测基准14,通过统一的基准对齐,确保只扫描的片区数据对齐准确,输出的对比结果精确,同时也可以提高工作效率。
[0029]
步骤3):将扫描数据与理论模型对比分析,获得分析结果。
[0030]
步骤4):根据分析结果,将纤维预制体13进行网格化细分,找出型面精度不合格区域。
[0031]
根据分析结果,以检测基准14为基准位置,将各个不合格区域定位标记在待检测纤维预制体13上。网格化细分,采用非均匀性方式划分,充分依据对比分析结果及纤维预制体结构特点进行划分。
[0032]
步骤5):根据不合格区域网格化对应的具体位置,在纤维预制体上准确修样,获得
修样后的纤维预制体。
[0033]
准确修样,主要针对两大区域:小于公差要求区域及大于公差要求区域。对于小于公差要求区域通过增加纤维预制体生产原材料,局部增厚;对于大于公差要求区域,下一个层次制作过程中,此区域不添加原材料。
[0034]
步骤6):对修样后的纤维预制体,重复步骤2)~步骤5),直到型面检测精度合格后停止。
[0035]
结合图1,本发明所述的纤维预制体近净尺寸成型装置,包括纤维预制体固定装置1、光学追踪操作平台3和扫描仪驱动装置4,纤维预制体固定装置1用于固定待检测的纤维预制体13,并在水平面进行360
°
旋转,光学追踪操作平台3联合扫描仪驱动装置4,扫描纤维预制体13的型面信息。
[0036]
结合图2,纤维预制体固定装置1包括纤维预制体旋转装置11、纤维预制体夹持装置12和检测基准14。纤维预制体旋转装置11固定在纤维预制体夹持装置12底部,带动纤维预制体夹持装置12在水平面实现360
°
自由旋转,便于调整纤维预制体13转动角度。纤维预制体夹持装置12为卡爪式,设置在纤维预制体13下方,均匀的夹持固定纤维预制体13,但不仅限于此一种形式。纤维预制体13带有检测基准14,便于后期扫描数据对比分析及精准定位修样,检测基准14位于纤维预制体夹持装置12和纤维预制体13之间。纤维预制体13为采用各类纤维制备的各种形状预制体,纤维预制体13包含曲面板或回转体类或封端类产品等,不仅限于一种特有结构。
[0037]
检测基准14为一个基准形状,例如平面,后期对比用。
[0038]
结合图4,光学追踪操作平台3包括平台35、平台升降装置31、平台行走装置32、光学追踪检测系统33和外接扩展显示器34。光学追踪检测系统33和外接扩展显示器34均设置在平台35上,平台升降装置31设置在平台35底面,平台行走装置32设置在平台升降装置31底部,平台升降装置31采用电机驱动滚珠丝杠,带动平台35升降,便于将光学追踪检测系统33调节到合适高度,确保待扫描纤维预制体在合适位置。平台行走装置32采用电机驱动行走轮,带动光学追踪检测系统33移动到指定位置,而不需要手动搬运。光学追踪检测系统33包括连接的光学追踪器组件和计算机。光学追踪器组件用于追踪三维激光扫描仪45的光线,配合扫描仪驱动装置4,完成扫描,外接扩展显示器34连接计算机,解决移动式工作站屏幕小,不便于视觉化实时观察扫描结果的问题。
[0039]
结合图5,扫描仪驱动装置4包括三维激光扫描仪45、扫描仪夹持机械臂41、机械臂行走轨道42、龙门架43和两根龙门架行走轨道44,三维激光扫描仪45与光学追踪操作平台3的计算机连接。两根龙门架行走轨道44平行设置在纤维预制体固定装置1两侧,龙门架设置在龙门架行走轨道44上,三维激光扫描仪45固定在扫描仪夹持机械臂41上,对准纤维预制体13,机械臂行走轨道42固定在龙门架43的横梁上,扫描仪夹持机械臂41具有七自由度,扫描仪夹持机械臂41通过电机驱动,沿着机械臂行走轨道42左右运动。所述龙门架43通过行走电机驱动,沿着龙门架行走轨道44前后运动。龙门架43通过升降电机驱动,沿高度方向上下运动。通过计算机中的三维软件绘制待扫描的纤维预制体13的外形图后,三维激光扫描仪45按照三维外形图进行仿形扫描,确保更加的精准,解决人工手持扫描费时费力的问题,同时对于大批量样件扫描更加的智能高效。
[0040]
进一步地,结合图3,所述纤维预制体近净尺寸成型装置还包括动态参考组件固定
装置2,当待扫描的纤维预制体13存在光学追踪检测系统33扫描不到区域时,将动态参考组件固定装置2移动到指定位置,作为一个基准坐标系,再移动光学追踪检测系统33位置,以便于把扫描不到的区域扫描完整。
[0041]
动态参考组件固定装置2包括具有磁性的动态参考组件、可伸缩的固定框和可移动支撑架23,可移动支撑架23设置在可伸缩的固定框底部。可伸缩的固定框具有磁性,便于吸附固定具有磁性的动态参考组件;可伸缩的固定框其在高度及宽度方向可自由调节(包括一对宽度可伸缩固定梁21、一对高度可伸缩固定梁22),便于适应不同尺寸的纤维预制体13。可移动式支撑架23可采用带有可自锁式万向轮,便于移动到合适的位置。
[0042]
具有磁性的动态参考组件类似靶面,作为基准坐标系。
[0043]
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1