一种硅胶按键圆周排布成型模具的制作方法
[0001]
本发明涉及硅橡胶加工成型技术领域,特别涉及一种硅胶按键圆周排布成型模具。
背景技术:
[0002]
针对硅胶按键等产品的注塑成型,如图1所示,现有模具的产品槽位11的排位都是呈长方形,这样进胶点只能开在模板10的一侧,由于模温较高且产品壁厚很薄,硅胶原料从一端流到另外一端中途就开始固化,会导致后端产品打不饱,从而影响产品荷重。现阶段为了保证产品打饱,只能加大射压或降低模温,这样就会出现产品毛边较多、产品成型时间加长等不足。
技术实现要素:
[0003]
为解决上述技术问题,本发明提供了一种硅胶按键圆周排布成型模具,包括模板,以及呈圆周阵列开设在所述模板内表面的产品穴位,所述产品穴位的圆周阵列的圆心位置开设有进胶点。
[0004]
进一步的,所述模板的外表面设置有对应同一圆周上所述产品穴位的环形冷却流道,多个所述环形冷却流道由内至外依次对应不同圆周的所述产品穴位,且多个所述环形冷却流道直接相互连通。
[0005]
其中,进水口设置在最内圈所述环形冷却流道上,出水口设置在最外圈所述环形冷却流道上。
[0006]
通过上述技术方案,本发明具有如下有益效果:1、产品穴位呈圆周阵列,且进胶点开在圆周阵列的圆心位置,硅胶原料可以360度均匀跑胶,使产品快速打饱;2、无需通过加大射压或降低模温以保证产品打饱,可以有效缩短成型时间,提高产品良率。
附图说明
[0007]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
[0008]
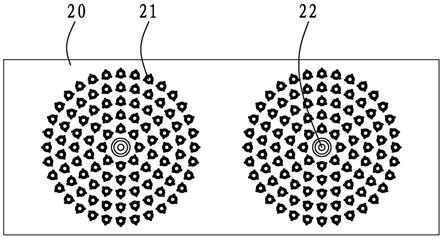
图1为现有技术的一种模具排位结构示意图;图2为本发明实施例所公开的模具排位结构示意图。
[0009]
图中数字表示:10.模板;11.产品穴位;20.模板;21.产品穴位;22.进胶点。
具体实施方式
[0010]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
[0011]
参考图2,本发明提供的一种硅胶按键圆周排布成型模具,包括模板20,以及呈圆周阵列开设在模板20内表面的产品穴位21,产品穴位21的圆周阵列的圆心位置开设有进胶点22。
[0012]
其中,模板20的外表面设置有对应同一圆周上产品穴位21的环形冷却流道,多个环形冷却流道由内至外依次对应不同圆周的产品穴位21,且多个环形冷却流道直接相互连通;进水口设置在最内圈环形冷却流道上,出水口设置在最外圈环形冷却流道上。
[0013]
本发明通过使产品穴位21呈圆周阵列,且进胶点22开在圆周阵列的圆心位置,硅胶原料可以360度均匀跑胶,无需通过加大射压或降低模温即可使产品快速打饱,可以有效缩短成型时间,提高产品良率。
[0014]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1