一种塑料制品加工方法与流程
1.本发明涉及塑料加工领域,尤其涉及一种基于塑料制品加工装置的加工方法。
背景技术:
2.塑料制品是采用塑料为主要原料加工而成的生活、工业等用品的统称,包括以塑料为原料的注塑、吸塑等所有工艺制品,塑料加工一般包括塑料的配料、成型、机械加工、接合、修饰和装配等过程,在塑料制品加工的过程中,经常需要对原料进行压弯塑型的工序动作,现有设备夹紧部件采用一端活动,一端固定的夹模,工件放入固定的夹模的成型槽中,往往会对工件的定位不准确,从而使得压模机构对工件压弯的位置不准确,针对以上这些问题,本发明提出一种塑料制品加工设备装置。
技术实现要素:
3.本发明提供一种基于塑料制品加工装置的加工方法,主要解决原有加工设备对工件的定位不够准确,从而使得压模机构对工件压弯的位置不准确问题。
4.所述塑料制品加工装置是对特定形状的塑料件进行压制加工,主要由液压站系统、压模机构、操作控制箱、夹模机构、液压输送机构、机架、护罩支架组成。
5.进一步地,所述液压站系统呈方形结构,方形的油箱布置在液压站系统的下部。油箱的上部装有外罩,该外罩将液压元件和油泵罩住,外罩右侧板上开有一定数量的圆孔,圆孔呈方形排列,可以排除液压站在运行时产生热量,液压站的外罩正面设有带把手的门,可以通过开门来检查液压元件和油泵的工作情况,门旁设有压力表,可以观察液压站的油压状况,油箱正面设有一个温度计,观察油箱内工作液的油温,温度计旁设有人孔盖,方便对油箱内部进行检修。
6.进一步地,所述油箱上部设有方形口,通过螺钉固定安装有一台立式油泵,油泵由三相异步交流电机驱动。抽出的液压油工作液通过输油管输送到控制阀组中,输油管上安装有单向阀,控制阀组,控制阀组顶部是进油口,输油管一端固定安装在上部,控制阀组上的阀块上装有三个三位四通电磁阀,分别是液压系统的开关和控制压模机构和夹模机构结构的控制阀,通过两组四根的输油管输送到液压输送块中,油箱上部安装空气过滤器。
7.进一步地,所述液压输送块正面安装有两组进出油路,主要是为夹模液压缸和压模液压缸的油路,上部为连接为压模液压缸油路,左右两侧为夹模液压缸的油路。
8.进一步地,所述塑料制品加工设备的核心装置由压模机构和夹模机构组成的,所述夹模机构安装在机架上,压模机构安装在护罩支架的顶部,压模机构的驱动力是由压模液压缸提供,该压模液压缸的活塞推杆下部安装有压模固定块,压模固定块下部开设有特定的凹槽,压模安装轴上部连接杆头设有固定块,将固定块卡入凹槽中,用于方便安装压模安装轴,压模安装轴的轴上可安放压模,压模整体呈半圆柱状,圆弧面对正下方,压模上开有个圆孔,同时水平安装有两个防撞杆,夹模机构驱动力主要是由水平布置的两台夹模液压缸组成的,夹模液压缸的活塞杆头安装固定有水平夹模块,工作时由两侧布置的夹模液
压缸推动水平夹模块水平将塑料件夹紧。
9.进一步地,所述水平夹模块主体是由水平压模组成的,水平压模一侧安装有连接装置可与活塞杆固定,由模液压缸水平推动实现压模的进退,水平压模的主体呈长方体上部开设有凹槽,凹槽内可安装两个夹紧机构,夹紧机构可在凹槽里滑动,调整位置,夹紧机构上部装有固定螺钉,上紧可固定夹紧机构.夹模头上部一侧变开有圆槽,内部安装有压制辊,水平压模的侧面下部安装有一个标尺指示针,该标尺指示针是配合标尺架使用的,标尺架安装在水平夹模块装置上,安装方向和水平夹模块的运动方向一致,标尺架上水平安装有标尺,夹紧机构的的水平夹模块运动量可以通过标尺指示针观察到。
10.进一步地,所述压模机构的压模固定块安装有压模限位装置,可以控制压模上下的极限位置的控制,防止压模的损坏。
11.进一步地,所述限位压板固定在压模固定块上,随压模固定块在限位滑杆上下移动,限位滑杆两端安装在限位装置固定架的上下端的滑槽里,限位滑杆上有两个限位块,可调整两个限位块的位置,来调节压模固定块上下移动的范围,当限位压板到达限位块时位置时,继续向上或向下可带动整个限位滑杆上下移动。
12.进一步地,所述限位滑杆通过限位控制盒安装孔槽,在盒内限位滑杆装有一个可动的移动块,移动块上下两侧安装有弹簧,可以使得移动块沿限位滑杆上下移动,移动块两侧装有微动快关,移动块向上移动是,其侧面突出部,触动左侧微动开关,使得压模机构向上动作停止,同理向下时触动右侧的微动开关,停止压模机构向下的运动。
13.进一步地,所述水平夹模块侧面装有齿条,齿条安装在齿条安装槽内,齿条随着水平夹模块的一起水平移动,齿条带动防撞齿条传动机构内部的齿轮旋转,所述防撞齿条传动机构安装有齿轮轴安装孔,齿轮轴通过轴承实现传动旋转,同时随着齿轮的旋转带动防撞齿条的水平移动,水平夹模块超出其水平移动位置极限时,防撞齿条触发限位开关,保护水平夹模。
14.进一步地,所述操作控制箱,该控制箱设有压模机构的上下移动控制按钮,夹模机构的合拢,分开控制按钮和液压站系统的启停按钮,以及出现应急状态下的急停按钮。
15.进一步地,所述机架和护罩支架,塑料专机的加工装置安装在机架的平台上,机架主体结构是由四个这撑杆支撑一个平台,平台中部开有下料口,加工好的塑料产品可以从下料口落下。下料口下可以放上一个可以移动的带斗的小车,接收塑料产品。平台上安装有护罩支架,护罩支架除了安装固定压模机构外,在护罩正面开设有观潮口,可以观察塑料件的加工情况,后部设有两个拉门,可以从此处安放塑料件产品。
16.为解决上述技术问题,进一步阐述本发明采用的工作原理,所述基于塑料制品加工装置的加工方法的操作步骤如下:
17.第一步,通过操作控制箱启动液压站系统,打开液压站的油路开关的电磁阀,启动油泵。打开护罩支架后部的拉门,将塑料产品放在支架上。调整压模限位装置的限位滑杆上的限位块的位置,控制压模上下的移动范围。
18.第二步,启动夹模机构的电磁阀,工作油液通过液压输送块到达两侧的夹模液压缸中,推动两侧的水平夹模块相对水平运动,将塑料产品两侧夹住。
19.第三步,通过水平压模的侧面下部的一个标尺指示针,在标尺架的标尺上移动位置,得到其压制塑料件的压缩尺寸。当塑料产品宽度尺寸达到目标后,停止夹模机构的电磁
阀的电磁阀,使夹模液压缸保持在保压夹紧状态。
20.第四步,启动压模机构的电磁阀,工作油液通过液压输送块到达两侧的压模液压缸中,推动活塞推杆并带动压模向下移动,对塑料产品进行压弯工序。压模上安装有防撞杆,放置压模撞击平台。
21.第五步,当压模完成塑料制品的压制后,启动压模机构的电磁阀,进行油路换向,是压模提升回原位,压模的升降范围可以通过模限位装置调整。
22.第六步,在压模机构回到原位之后,启动夹模机构的电气阀,使其油路中工作液反向流动,从而使夹模液压缸回原位,并松开塑料制品。塑料制品从机架的平台上的出料口落出,掉入取料小车中,完成加工单个塑料产品的压弯成型整个工序。
23.原有设备夹紧部件采用一端活动,一端固定的夹模,工件放入固定的夹模的成型槽中,往往会对工件的定位不准确,从而使得压模机构对工件压弯的位置不准确,针对以上问题,本发明涉及的设备装置采用整体框架式主机,垂直、水平双向油缸活塞组一体化设计,夹模装有水平压辊,通过两个压辊的移动可以实现180度的塑料制品压制。同时该专机采用电磁阀组组成的液压回路,同时使用了双向作用油缸活塞设计,试样夹持调整方便灵活,可以手动和自动。
附图说明
24.下面结合附图和实施例对本发明进一步说明。
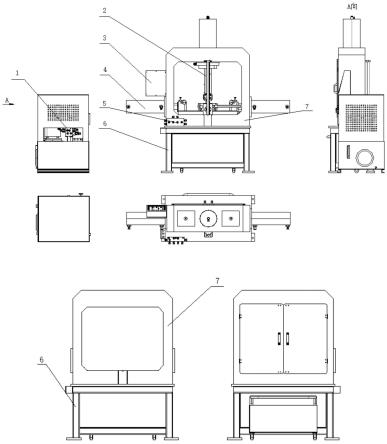
25.图1为本发明一种塑料制品加工设备装置的结构示意图;
26.图2为本发明一种塑料制品加工设备装置液压站系统1示意图;
27.图3为本发明一种塑料制品加工设备装置夹模机构4示意图;
28.图4为本发明一种塑料制品加工设备装置水平夹模块19示意图;
29.图5为本发明一种塑料制品加工设备装置压模限位装置25示意图;
30.图6为本发明一种塑料制品加工设备装置限位控制盒37示意图;
31.图7为本发明一种塑料制品加工设备装置防撞齿条传动机构26示意图;
32.图8为本发明一种塑料制品加工设备装置液压输送块5示意图;
33.图9为本发明一种塑料制品加工设备装置夹模和压模机构加工运动方向示意图。
34.附图中:
35.1.液压站系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15油泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
29.防撞杆
36.2.压模机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16过滤器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30.夹紧机构
37.3.操作控制箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17.压模液压缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31.压制辊
38.4.夹模机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18.活塞推杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32.标尺指示针
39.5.液压输送块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19.水平夹模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33.水平压模
40.6.机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20.夹模液压缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34.限位装置固定架
41.7.护罩支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21.标尺架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35.限位滑杆
42.8.压力表
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22.压模固定块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36.限位块
43.9.油箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23.压模安装轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
37.限位控制盒
44.10.外罩
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24.压模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38.限位压板
45.11.人孔盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25.压模限位装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
39.微动开关
46.12.温度计
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26.防撞齿条传动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40.弹簧
47.13控制阀组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27.齿条安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41.移动块
48.14输油管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28.齿条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.防撞齿条
具体实施方式
49.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
50.所述塑料制品加工设备装置是对特定形状的塑料件进行压制加工,请参阅图1所示,所述设备装置主要由液压站系统1,压模机构2,操作控制箱3,夹模机构4,液压输送机构5,机架6,护罩支架7组成。
51.请参阅图2所示,所述液压站系统1呈方形结构,方形的油箱9布置在液压站系统的下部。油箱的上部装有外罩10,该外罩将液压元件和油泵罩住,外罩10右侧板上开有一定数量的圆孔,圆孔呈方形排列,可以排除液压站在运行时产生热量,液压站的外罩10正面设有带把手的门,可以通过开门来检查液压元件和油泵的工作情况,门旁设有压力表8,可以观察液压站的油压状况,油箱9正面设有一个温度计12,观察油箱内工作液的油温,温度计12旁设有人孔盖,方便对油箱内部进行检修。
52.油箱上部设有方形口,通过螺钉固定安装有一台立式油泵15,油泵15由三相异步交流电机驱动。抽出的液压油工作液通过输油管14输送到控制阀组13中,输油管14上安装有单向阀,控制阀组13,控制阀组13顶部是进油口,输油管14一端固定安装在上部,控制阀组13上的阀块上装有三个三位四通电磁阀,分别是液压系统的开关和控制压模机构2和夹模机构4结构的控制阀,通过两组四根的输油管输送到液压输送块5中,油箱上部安装空气过滤器。
53.请参阅图8所示,所述液压输送块5正面安装有两组进出油路,主要是为夹模液压缸和压模液压缸的油路,上部为连接为压模液压缸油路,左右两侧为夹模液压缸的油路。
54.所述塑料制品加工设备的核心装置由压模机构2和夹模机构4组成的,请参阅图3所示,所述夹模机构4安装在机架6上,压模机构2安装在护罩支架7的顶部,压模机构2的驱动力是由压模液压缸17提供,该压模液压缸17的活塞推杆18下部安装有压模固定块19,压模固定块19下部开设有特定的凹槽,压模安装轴23上部连接杆头设有固定块,将固定块卡入凹槽中,用于方便安装压模安装轴23,压模安装轴23的轴上可安放压模24,压模24整体呈半圆柱状,圆弧面对正下方,压模24上开有4个圆孔,同时水平安装有两个防撞杆29,夹模机构4驱动力主要是由水平布置的两台夹模液压缸20组成的,夹模液压缸20的活塞杆头安装固定有水平夹模块19,工作时由两侧布置的夹模液压缸20推动水平夹模块19水平将塑料件夹紧。
55.请参阅图4所示,所述水平夹模块19主体是由水平压模33组成的,水平压模33一侧安装有连接装置可与活塞杆固定,由模液压缸20水平推动实现压模的进退,水平压模33的主体呈长方体上部开设有凹槽,凹槽内可安装两个夹紧机构30,夹紧机构30可在凹槽里滑动,调整位置,夹紧机构上部装有固定螺钉,上紧可固定夹紧机构30.夹模头上部一侧变开有圆槽,内部安装有压制辊31,水平压模33的侧面下部安装有一个标尺指示针32,该标尺指示针32是配合标尺架21使用的,标尺架21安装在水平夹模块19装置上,安装方向和水平夹
模块19的运动方向一致,标尺架21上水平安装有标尺,夹紧机构4的的水平夹模块19运动量可以通过标尺指示针32观察到。
56.所述压模机构2的压模固定块22安装有压模限位装置25,可以控制压模24上下的极限位置的控制,防止压模24的损坏。
57.请参阅图5所示,所述限位压板38固定在压模固定块22上,随压模固定块22在限位滑杆35上下移动,限位滑杆35两端安装在限位装置固定架34的上下端的滑槽里,限位滑杆35上有两个限位块36,可调整两个限位块36的位置,来调节压模固定块22上下移动的范围,当限位压板38到达限位块36时位置时,继续向上或向下可带动整个限位滑杆35上下移动。
58.所述限位滑杆35通过限位控制盒37安装孔槽,请参阅图6所示,在盒内限位滑杆35装有一个可动的移动块41,移动块41上下两侧安装有弹簧40,可以使得移动块41沿限位滑杆35上下移动,移动块41两侧装有微动快关39,移动块41向上移动是,其侧面突出部,触动左侧微动开关39,使得压模机构2向上动作停止,同理向下时触动右侧的微动开关39,停止压模机构2向下的运动。
59.所述水平夹模块19侧面装有齿条28,齿条28安装在齿条安装槽27内,齿条28随着水平夹模块19的一起水平移动,齿条28带动防撞齿条传动机构26内部的齿轮旋转,请参阅图7所示,所述防撞齿条传动机构26安装有齿轮轴安装孔,齿轮轴通过轴承实现传动旋转,同时随着齿轮的旋转带动防撞齿条42的水平移动,水平夹模块19超出其水平移动位置极限时,防撞齿条42触发限位开关,保护水平夹模19。
60.所述操作控制箱3,该控制箱设有压模机构2的上下移动控制按钮,夹模机构4的合拢,分开控制按钮和液压站系统1的启停按钮,以及出现应急状态下的急停按钮。
61.所述机架6和护罩支架7,塑料专机的加工装置安装在机架6的平台上,机架6主体结构是由四个这撑杆支撑一个平台,平台中部开有下料口,加工好的塑料产品可以从下料口落下。下料口下可以放上一个可以移动的带斗的小车,接收塑料产品。平台上安装有护罩支架7,护罩支架7除了安装固定压模机构2外,在护罩正面开设有观潮口,可以观察塑料件的加工情况,后部设有两个拉门,可以从此处安放塑料件产品。
62.本发明所提及的基于塑料制品加工装置的加工方法的操作步骤如下:
63.第一步,通过操作控制箱3启动液压站系统,打开液压站的油路开关的电磁阀,启动油泵15。打开护罩支架7后部的拉门,将塑料产品放在支架上。调整压模限位装置24的限位滑杆35上的限位块36的位置,控制压模24上下的移动范围。
64.第二步,启动夹模机构4的电磁阀,工作油液通过液压输送块5到达两侧的夹模液压缸20中,推动两侧的水平夹模块19相对水平运动,将塑料产品两侧夹住。
65.第三步,通过水平压模33的侧面下部的一个标尺指示针32,在标尺架21的标尺上移动位置,得到其压制塑料件的压缩尺寸。当塑料产品宽度尺寸达到目标后,停止夹模机构4的电磁阀的电磁阀,使夹模液压缸20保持在保压夹紧状态。
66.第四步,启动压模机构2的电磁阀,工作油液通过液压输送块5到达两侧的压模液压缸17中,推动活塞推杆18并带动压模24向下移动,对塑料产品进行压弯工序。压模24上安装有防撞杆,放置压模24撞击平台。
67.第五步,当压模24完成塑料制品的压制后,启动压模机构2的电磁阀,进行油路换向,是压模24提升回原位,压模24的升降范围可以通过模限位装置24调整。
68.第六步,在压模机构2回到原位之后,启动夹模机构4的电气阀,使其油路中工作液反向流动,从而使夹模液压缸20回原位,并松开塑料制品。塑料制品从机架6的平台上的出料口落出,掉入取料小车中,完成加工单个塑料产品的压弯成型整个工序。
69.尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领域的技术人员能够理解本发明,但是本发明不仅限于具体实施方式的范围,对本技术领域的普通技术人员而言,只要各种变化只要在所附的权利要求限定和确定的本发明精神和范围内,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1