一种热成型夹脚杯夹角结构的制作方法
[0001]
本实用新型涉及热成型模具技术领域,特指一种热成型夹脚杯夹角结构。
背景技术:
[0002]
带有夹脚的杯或碗能够防止使用热饮使用者烫伤,目前,制作一次性塑料夹脚杯/碗的自剪模具包括上模和下模。模具在成型的过程中,首先要对塑料片材加热,使塑料片材的温度达到成型温度。加热好的塑料片材进入成型区域后,热成型模具合模,片材成型,打底座上升夹角,上下剪口剪切,模具上下模张开,退杯杆顶出制口。夹脚设计是否合理性是一个制品成型是否成功的重要因素,现有的模具具有以下缺陷:1、以前对于常规做杯模与杯模环是做一体的,因为夹脚间隙是根据片材厚度而设定的,设计时往往难以一步到位。如果夹脚间隙太小,打底座难向上打底完成夹角,这时还可以适当修改打底座或杯模以增大间隙;如果夹脚间隙太大,即杯模或者打底座需要重做,杯模与打底座加工复杂,成本高且周期长,重做不仅造成极大浪费,也耽误了生产。2、客户往往一款制品生产要适用不同的片材厚度,那么固定的夹脚间隙则无法满足要求。3、因为杯模常规做法是间隙冷却,那么制品在成型后制品温度会迅速降低,此时打底座夹脚,往往会因为温度太底难以夹紧,制品夹脚夹不紧会出现细缝影响成品质量。如果杯模能适应不同片材厚度且夹脚不露缝,则最为理想。
技术实现要素:
[0003]
本实用新型的目的在于针对已有的技术现状,提供一种热成型夹脚杯夹角结构,使夹脚杯模能适应不同片材厚度,确保夹脚能够夹紧,提高产品质量。
[0004]
为达到上述目的,本实用新型采用如下技术方案:
[0005]
一种热成型夹脚杯夹角结构,由下至上依次叠加有下模板、第一下模体、第二下模体、下剪安装板,所述下剪安装板内侧设置有下剪模,具有杯模水套上下端分别贴附于下剪模与第二下模体内侧,杯模水套内侧设有杯模,杯模下部的内侧设有杯模环,杯模与杯模环的正下方具有封气铜套,封气铜套贴附于第一下模体内侧,杯模中间空位的正下方设有退杯杆,退杯杆外侧设有打底座,且打底座上部与杯模环形成间隙,打底座下部具有第一受气面与第二受气面,下模板与第一下模体均有气道供气分别对应第一受气面与第二受气面,两气道交错打气使打底座升降,打底座下方衔接有封盖。
[0006]
上述方案中,杯模环通过上中下三个接触面与杯模接触。
[0007]
进一步的,退杯杆下端连接退杯板。
[0008]
进一步的,打底座与下模板、第一下模体之间具有过渡件,且过渡件位于两气道中间区域。
[0009]
上述各部件均呈环形。
[0010]
本实用新型的有益效果为:将夹脚杯模分为杯模及杯模环。设计时可根据不同的片材厚度设计不同夹脚间隙的杯模环。因为杯模环易加工,且成本低,在换不同片材厚度,
只需要更换杯模环即可。杯模与杯模环采用三点接触形成必要的安装管正,尽可能地掏空减少与杯模的接触面,从而降低冷却效果,提高夹脚位置温度,使打底座夹脚夹紧。
[0011]
附图说明:
[0012]
附图1为本实用新型整体结构剖视图;
[0013]
附图2为本实用新型为局部结构放大图。
[0014]
具体实施方式:
[0015]
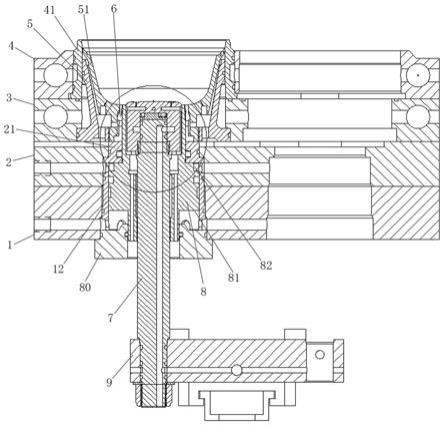
请参阅图1、图2所示,系为本实用新型之较佳实施例的结构示意图,本实用新型为一种热成型夹脚杯夹角结构,由下至上依次叠加有下模板1、第一下模体2、第二下模体3、下剪安装板4,所述下剪安装板4内侧设置有下剪模41,具有杯模水套5上下端分别贴附于下剪模41与第二下模体3内侧,杯模水套5内侧设有杯模51,杯模水套5主要供冷却液输送,用于冷却杯模51。
[0016]
杯模51下部的内侧设有杯模环6,杯模51与杯模环6的正下方具有封气铜套21,封气铜套21贴附于第一下模体2内侧,封气铜套21主要防止气体进入上层区域。杯模51中间空位的正下方设有退杯杆7,退杯杆7外侧设有打底座8,且打底座8上部与杯模环6形成间隙61,间隙61即为制品杯底夹脚的厚度,打底座8下部具有第一受气面81与第二受气面82,下模板1与第一下模体2均有气道供气分别对应第一受气面81与第二受气面82,两气道交错打气使打底座8升降,打底座8下方衔接有封盖80。
[0017]
实际上,打底座8相当于气缸结构,通过两气道交错打气,使打底座8上下浮动,制品在杯模51中成型后,打底座8的第一受气面81受到下模板1中气道供气的压力,打底座8上升与杯模环6完成对制品杯底的夹脚,而后打底座8的第二受气面82受到第一下模体2中气道供气的压力,打底座8下降与杯模环6分离,则退杯杆7将制品顶出,完成夹脚工序。
[0018]
杯模环6通过上中下三个接触面与杯模51接触,该方式只需对杯模环6起到管正作用即可,可尽量减少杯模环6与杯模51的接触面,避免杯模51冷却时对杯模环6造成影响,若杯模环6能够始终保证一定的温度,有利于与打底座8对杯体底部完成夹紧动作,避免产生间隙使杯底夹角厚度不均匀,保证产品质量。
[0019]
另外,杯模环6可便于单独拆卸更换,只需将第一下模体2与第二下模体3之间的锁紧螺丝拧开,第二下模体3及其连带的下剪安装板4、下剪模41、杯模水套5、杯模51、杯模环6向上打开,则可以单独取出杯模环6进行更换,适应不同制品对杯底夹角厚度的需求。
[0020]
退杯杆7下端连接退杯板9,退杯板9主要供退杯杆7上顶制品的力,模具中退杯杆7多有应用,在此不做过多赘述。
[0021]
打底座8与下模板1、第一下模体2之间具有过渡件12,且过渡件12位于两气道中间区域,过渡件12主要为了在两气道之间形成供打底座8滑动的腔壁,能够避免漏气或气体串道,亦可便于更换及拆卸。
[0022]
上述各部件均呈环形,按相应位置进行套接。
[0023]
当然,以上图示仅为本实用新型较佳实施方式,并非以此限定本实用新型的使用范围,故,凡是在本实用新型原理上做等效改变均应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1