一种绝缘片加工模具的制作方法
[0001]
本实用新型涉及折弯设备技术领域,具体涉及一种绝缘片加工模具。
背景技术:
[0002]
缓冲垫用途广泛,结构多样化。为了配合锂电池pack箱的结构需求,缓冲垫采用正反向多道折弯的绝缘片夹带泡棉的结构(参考图4),该结构中泡棉侧面通过双面胶,固定粘贴在绝缘片折弯后形成的凹槽中。这类正反向多道折弯的绝缘片主要是通过压力冲床,配合v字型折弯模具(参考图3)冷冲折弯成型。正反向多道折弯产品的传统工艺主要是对折弯进行分解,至少需要通过v字型折弯模具进行三道折弯才能得到成品。具体的,第一次进行折弯,得到一个角,反面放置材料,再次折弯得到第二个角,调整位置再次折弯得到第三个角(参考图5)。三道折弯工序繁琐,生产效率低,且折弯角度朝向不同,需要其他部位和手持进行辅助定位,不仅产品尺寸的精度会受到影响,且由于材料较窄,手持位置离折弯位置很接近,上下合模时具有一定的危险性。
技术实现要素:
[0003]
为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:提供一种可对正反向多道折弯绝缘片进行一次性折弯成型的绝缘片加工模具。
[0004]
为了解决上述技术问题,本实用新型采用的技术方案为:一种绝缘片加工模具,包括凸模和凹模;
[0005]
所述凹模由依次连接的第一凸部、第二凸部和第三凸部组成;所述第一凸部和第二凸部均为长方体状,所述第三凸部为直角三棱锥状;
[0006]
所述第一凸部、第二凸部和第三凸部的长度均相同,且轴向相互平行,所述第一凸部的高度大于第二凸部,所述第三凸部设置于第二凸部的上方,所述第三凸部包括第一侧直角面、第二侧直角面和一个斜面,所述第一侧直角面沿第二凸部的上底面的边缘设置,所述第二侧直角面朝向第一凸部设置,所述第二侧直角面的高度等于第一凸部与第二凸部的高度差;
[0007]
所述凸模为长方体状,所述凸模的下底面上设有与第三凸部相适配的直角三棱锥状的凹槽,所述凸模的宽度与第二凸部的宽度相同。
[0008]
其中,上述的绝缘片加工模具,包括由上至下依次设置的上压板、凸模、凹模和下压板;
[0009]
所述上压板与凸模固定连接,所述凹模与下压板固定连接;
[0010]
所述上压板和下压板上均设有固定孔。
[0011]
其中,所述第一凸部、第二凸部和第三凸部为一体成型。
[0012]
其中,所述第二侧直角面和斜面的夹角为60
°
。
[0013]
其中,所述第一凸部的上底面上设有定位板。
[0014]
本实用新型的有益效果在于:本实用新型提供的绝缘片加工模具,通过对模具结
构的改进,通过模具配合冷冲折弯一次,即可成型,将原有v字型折弯模具的三道工序合而为一,节省了两道工序所需的人力和设备,大幅提高了生产效率,降低了生产成本;且一次成型相较于三次成型,无需多次利用其他部位进行辅助定位,减小了产品的精度偏差,以及产品因多次折弯造成的不良率,使得产品品质得到提升,同时也提升了同批产品品质的均一性。
附图说明
[0015]
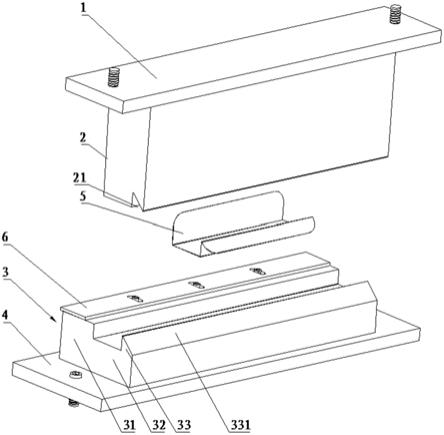
图1所示为本实用新型具体实施方式的绝缘片加工模具的结构示意图;
[0016]
图2所示为本实用新型具体实施方式的绝缘片加工模具的侧视图;
[0017]
图3所示为传统的v字型折弯模具的结构示意图;
[0018]
图4所示为缓冲垫的结构示意图;
[0019]
图5所示为传统绝缘片进行折弯加工的步骤图;
[0020]
标号说明:1、上压板;2、凸模;21、凹槽;
[0021]
3、凹模;31、第一凸部;32、第二凸部;33、第三凸部;331、斜面;
[0022]
4、下压板;5、绝缘片;6、定位板;7、泡棉。
具体实施方式
[0023]
为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
[0024]
请参照图1至图2所示,本实用新型的一种绝缘片加工模具,包括凸模2和凹模3;
[0025]
所述凹模3为由依次连接的第一凸部31、第二凸部32和第三凸部33组成;所述第一凸部31和第二凸部32均为长方体状,所述第三凸部33为直角三棱锥状;
[0026]
所述第一凸部31、第二凸部32和第三凸部33的长度均相同,且轴向相互平行,所述第一凸部31的高度大于第二凸部32的高度,所述第三凸部33设置于第二凸部32的上方,所述第三凸部33由第一侧直角面、第二侧直角面、斜面331和两个直角底面组成,所述第一侧直角面沿第二凸部32的上底面远离第一凸部31的一侧的边缘设置,所述第二侧直角面朝向并靠近第一凸部31设置,所述第二侧直角面的高度等于第一凸部31与第二凸部32的高度差;
[0027]
所述凸模2为长方体状,所述凸模2的下底面上设有与第三凸部33相适配的直角三棱锥状的凹槽21,所述凹槽21用于插接第三凸部33,所述凸模2的宽度与第二凸部32的宽度相同。
[0028]
本实用新型的工作过程为:将待加工的绝缘片5放置在凹模3上,绝缘片5的长度小于凹模3的长度,下压凸模2,凸模2下移,第三凸部33伸入到凸模2的凹槽21中,凸模2剩余部位伸入到凹模3的第一凸部31和第三凸部33在第二凸部32上形成的凹陷空间内,通过冷冲完成折弯,凸模2上移,取出加工后的绝缘片5,放入下一个待加工的绝缘片5,依此重复;将泡棉7通过双面胶固定粘贴在绝缘片5折弯后形成的凹陷内,得到缓冲垫。
[0029]
从上述描述可知,本实用新型的有益效果在于:本实用新型提供的绝缘片加工模具,通过对模具结构的改进,通过模具配合冷冲折弯一次,即可成型,将原有v字型折弯模具的三道工序合而为一,节省了两道工序所需的人力和设备,大幅提高了生产效率,降低了生
产成本;且一次成型相较于三次成型,无需多次利用其他部位进行辅助定位,减小了产品的精度偏差,以及产品因多次折弯造成的不良率,使得产品品质得到提升,同时也提升了同批产品品质的均一性。
[0030]
进一步的,包括由上至下依次设置的上压板1、凸模2、凹模3和下压板4;
[0031]
所述上压板1与凸模2固定连接,所述凹模3与下压板4固定连接;即,所述上压板1的下底面与凸模2的上底面固定连接,所述凹模3的下底面与下压板4的上底面固定连接;
[0032]
所述上压板1和下压板4上均设有固定孔。
[0033]
从上述描述可知,通过设置上压板和下压板,可将凸模和凹模与压力冲床的悬臂(压臂)和工作台面分别连接在一起,便于进行操作,也保证了凸模和凹模位置的固定和配合的精准度。
[0034]
进一步的,所述第一凸部31、第二凸部32和第三凸部33为一体成型,即,所述凹模3为一体成型。
[0035]
从上述描述可知,凹模的一体成型能够避免连接造成的尺寸偏差和接缝的产生,有助于提升折弯后产品质量。
[0036]
进一步的,所述第二侧直角面和斜面331的夹角为60
°
。
[0037]
进一步的,所述第一凸部31的上底面上设有定位板6。
[0038]
从上述描述可知,通过设置定位板可用于确定待加工件的放置方向,便于提升加工时的速度。
[0039]
请参照图1至图2所示,本实用新型的实施例一为:
[0040]
一种绝缘片加工模具,包括由上至下依次设置的上压板1、凸模2、凹模3和下压板4;
[0041]
所述上压板1与凸模2固定连接,所述凹模3与下压板4固定连接;即,所述上压板1的下底面与凸模2的上底面固定连接,所述凹模3的下底面与下压板4的上底面固定连接;
[0042]
所述上压板1和下压板4上均设有固定孔;
[0043]
所述凹模3由依次连接的第一凸部31、第二凸部32和第三凸部33组成;所述第一凸部31和第二凸部32均为长方体状,所述第三凸部33为直角三棱锥状;
[0044]
所述第一凸部31、第二凸部32和第三凸部33的长度均相同,且轴向相互平行,所述第一凸部31的高度大于第二凸部32,所述第三凸部33设置于第二凸部32的上方,所述第三凸部33由第一侧直角面、第二侧直角面、斜面331和两个直角底面组成,所述第一侧直角面沿第二凸部32的上底面远离第一凸部31的一侧的边缘设置,所述第二侧直角面朝向并靠近第一凸部31设置,所述第二侧直角面的高度等于第一凸部31与第二凸部32的高度差;即,第三凸部33设置后的高度等于第一凸部31与第二凸部32的高度差;
[0045]
所述第一凸部31、第二凸部32和第三凸部33为一体成型,即,所述凹模3为一体成型;
[0046]
所述凸模2为长方体状,所述凸模2的下底面上设有与第三凸部33相适配的直角三棱锥状的凹槽21,所述凹槽21用于插接第三凸部33,所述凸模2的宽度与第二凸部32的宽度相同;
[0047]
所述第二侧直角面和斜面331的夹角为60
°
;
[0048]
所述第一凸部31的上底面上设有定位板6,所述定位板6与第一凸部31通过螺栓或
螺丝连接。
[0049]
综上所述,本实用新型提供的绝缘片加工模具,通过对模具(主要是凸模和凹模)结构的改进,通过模具配合冷冲折弯一次,即可成型,将原有v字型折弯模具的三道工序合而为一,节省了两道工序所需的人力和设备,大幅提高了生产效率,降低了生产成本;且一次成型相较于三次成型,无需多次利用其他部位进行辅助定位,减小了产品的精度偏差,以及产品因多次折弯造成的不良率,使得产品品质得到提升,同时也提升了同批产品品质的均一性。
[0050]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1